i;:
Изобретение отлосктся к оСлас гк С|бработки металлов давлением и мохет быть использовано в цехах холодной.. гфокатки полосы, преимутественио тон кой jieHTH,
Цель изобретени:) - расширение cciv тамента прокатываемых полос путей увеличения обжимной способностк клети и снижения минимальной выкатываемой толщины, а улучшения качества прокатываемой полосы путем псвышения жестрсости цефоро.круюшзй системы,
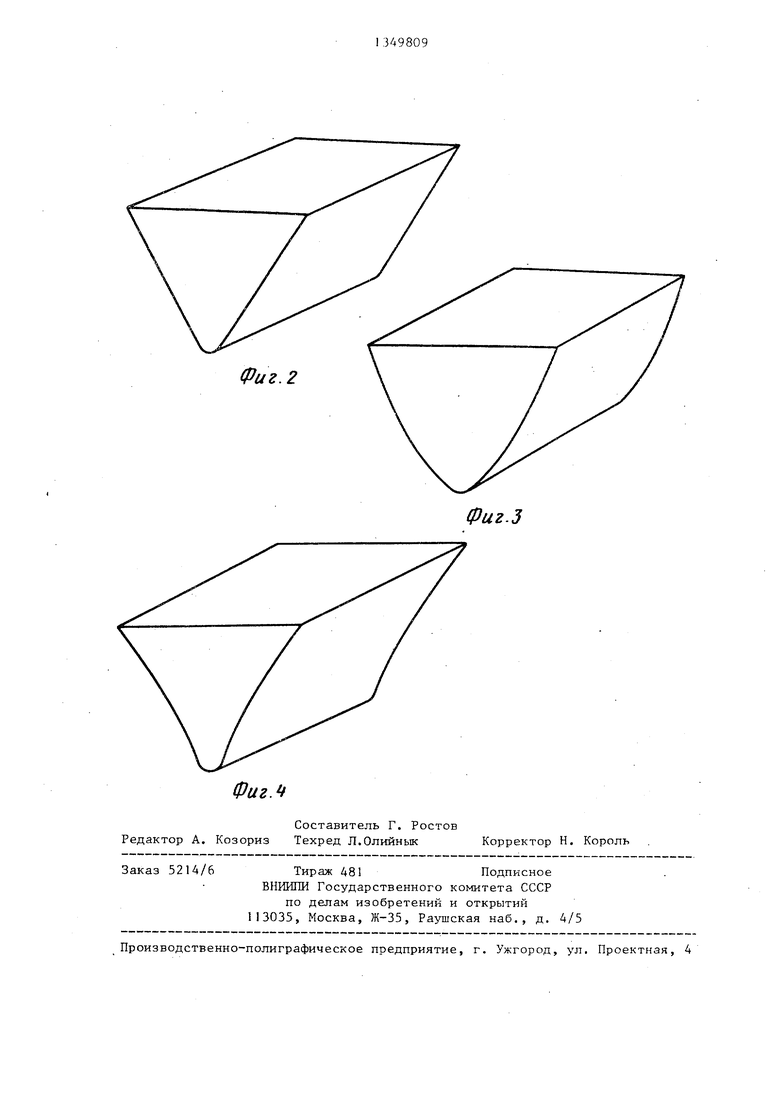
На фиг, 1 схематично изобралсеи: клеть для прокатки полосы ,, оБщтлч зид разрез; на фиг,2 - неподвижный зле- мент с П.ПОСКИМИ боковыми повер гностя ми, общий вид; на - тэ же,, с выпуклыми боковыкк поверхностями на фигД - то же, с вогнутыми выми поверхностяг ги.
Клеть для прокатки полосы, содержит приводной рабочий к опсркь й 2 в.алки с подушками 3, устаковленны и в нижней части станины 4, Опорный валок 2 снабжен устройством 5. В поперечине станины 4 выполнен конусный направляющий паз 6 призмообразного неподвижного дефоркирую-- щего элемента 7 с цили1- дри-ческсн деформирующей поверхностью 8, Осевые перемещения (вдоль бочки вапка 1) ке/ П(эдв1тжного деформирующего эле: ;етгга 7
предотвращаются фиксатораьш (не пола
3,aHb)j закрепленными на поперечине станины 4 с возможностью вертикального перемещения по сторонам от неподвижного элемента 7.
Клеть работает следую цим образом, Неподвижный деформирующий злемен :- 7 вставляют в направляющий па 6 поперечины етаникы 4 так что ш-п ш:ндри- ческая деформирующая поверхность 8 обращена к pa6o4ei-rv валку 1 ,, Далее крепят этот элемент г ыдвнгаемьп:. фиксаторами. С помощью наж И1 нсго устройства 5 устанавлива т треб емый начальнъш зазор (или прижатие) между цилиндрической дефоргускруюыей т:оверх- ностью призмообразного неподв1 жнсм о элемента 7 и рабочим валкок 1, В этот зазор задают полосу и прс-из;ло-- дят ее прокатку. Для замены неподвижного деформирующего элемента 7 дос -а- точно поднять фиксат орь и
КЬ: ; ,
Пр|1ме ение нкподв1-:жног-э элемента в 1:11де пр {змообразно; о тела с дефор- летр укнпрй частьи;. хотсра;; прсдставля- : обой );или1Ц1ри 1ескую поверхность, сопрягаюиг/ю две боковь е поверхности,, -;озгол.чет уменылкть радиус пилг-шдри- чр,:кой деформирую:/1сй части до весьма (1;, к десятки раз меньшего падд- у- ,i ;еподуэи О огс валха в известной
1 ак г;ыпоЛ ,ени ци- Л1 ; ,рической дг фор ягрующей гговерхнос- тн радт -усом в 4 |.-:;-1 -иим 5 чем ргд.нус кеподвюктгс валка в известной клети (40 мн), позволяет умекь- дпииу очага деформаций примерно Е 2 раза, у эеличить обйсатие полосы
УСЛОВИЯХ в
I S
Р ра:ia С :иэи1 ь г- инимальную Быкатываег ую Toxai- iy я 2,, 5 - 3,0 раза. Вь сокая .,:ас кость кпети наряду с уменьигениом ycifjx K и момента поокаткр :; ПРИВОДИТ г снижению продол;ьной и попереч- ;- о;и раанотолпшниости ке менее чем на 30 4П%,, т,е„ сущест1зенно повышает X а -; ее в о прокатывагмо полосы. Снижек: й прока гки позволит отказаться от использован;- Я дорогостоя- твердых д,тя изготовления Нс подвпжнот о элемс1{та, Достаточно тол;ь.со , 1еформируюи:ую чтасть наплавить :л.1Х лгитылит - изкс ссстойкиь; 7 вердь м i - a ериало Д
1 и 3 о с/ р е т е и и я
Клеть для прокатки полосы, соцер- :каш,ая стачир-:у, установленные в ней .1ело ;вижь1ый и подвижный дефовмирую- эламенты, прмче -; г;оследкий выпол- Мйгз п впде V .;а1 ;а1ощегос я кз.лка и на- ) ;им1-1Ы уг;т р(:)йст;г1ч , С .п и ч а ю гц а- ; с : тем. ч: о,. с 1.;слью рас:;:1ире 1ия с прок л (BaeN;b:x по.ссс пу. см vpH,i;44ei« K обл нмгой с; ;ссобности хле- у . ст-гижени: ;--;:1-имал кой ;ч-.;катываеЬэОЙ -i O, ЩИ-1Ы,, л г::к;|;с ЛумирЯ-ЛЯ КЛscc i Tia nojioct,; гг/ -см пс вьпления жест- кос - | дяс орми--7Юпей с -стемы, нелод- депормируг игг-й : -влемент выпол- h:fcH } яиде .ч)0г)азного тела с дефсрг Гируюхцей члст1)К;) котоиая пред- г;::;:в:-;яс;т собой цилиндрическую поверх- ост1., сопрягаю1дую две боковые по- :а-.ркности ,
Фиг.З
Фиг.
Составитель Г. Ростов Редактор А. Козориз Техред Л.Олийнык Корректор Н. Король
5214/6
Тираж 481Подписное
ВНИИПИ Государственного комитета СССР
по делам изобретений и открытий 113035, Москва, Ж-35, Раушская наб., д. 4/5
Производственно-полиграфическое предприятие, г. Ужгород, ул. Проектная, 4
| название | год | авторы | номер документа |
|---|---|---|---|
| Неподвижный деформирующий элемент | 2019 |
|
RU2701324C1 |
| Непрерывный прокатный стан | 1986 |
|
SU1355303A1 |
| Узел валков для прокатки полосы | 1989 |
|
SU1643127A1 |
| Клеть для прокатки полосы | 1989 |
|
SU1643129A1 |
| Способ прокатки полос на непрерывном прокатном стане | 1989 |
|
SU1650287A1 |
| Узел валков прокатной клети полосового стана | 1983 |
|
SU1355112A3 |
| Прокатная клеть переменной жесткости | 1978 |
|
SU1022762A1 |
| Устройство для обхвата полосой валка прокатной клети | 1983 |
|
SU1098599A1 |
| ПРОКАТНАЯ КЛЕТЬ | 1998 |
|
RU2141880C1 |
| Прокатная клеть | 1976 |
|
SU564013A1 |
Изобретение относится к области обработки металлов давлением и может быть использовано в цехах холодной прокатки полос, преимущественно тонкой ленты. Цель изобретения - расширение сортамента прокатываемых полос путем увеличения обжимной способности клети и снижения минимальной выкатываемой толщины, а также улучшение качества прокатываемой полосы путем повышения жесткости деформирующей системы. Металл прокатывают между цилиндрической поверхностью призматического элемента 7 и рабочим валком 1. Цилиндрическая часть неподвиж- н ого элемента может иметь различный радиус. Призмообразный элемент легко фиксируется, обладает большей прочностью, чем валок подобного радиуса. С уменьшением деформирующего радиуса снижаются усилия прокатки. Деформи- . рующую часть неподвижного элемента можно наплавить или напылить износостойким твердым материалом. 4 ил. с (Л 00 4 со 00 о со
| СПОСОБ ПРОДОЛЬНОЙ ПРОКАТКИ | 0 |
|
SU345989A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
| Потапкин В.Ф | |||
| и др | |||
| Клеть стана холодной прокатки лент | |||
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
