Известен способ продольной прокатки с обжатием полосы между рабочпм валком и опорной новерхностыо.
Предложенный способ отличается тем, что в зону деформации через определенные промежутки времепп в зависимости от скорости прокатки и требуемой длипы периода между полосой и опорной поверхностью вводят дополпительиые рабочие ролики. Это позволяет получать периодические клиновидные полосы с иостояпной или переменной длиной периода.
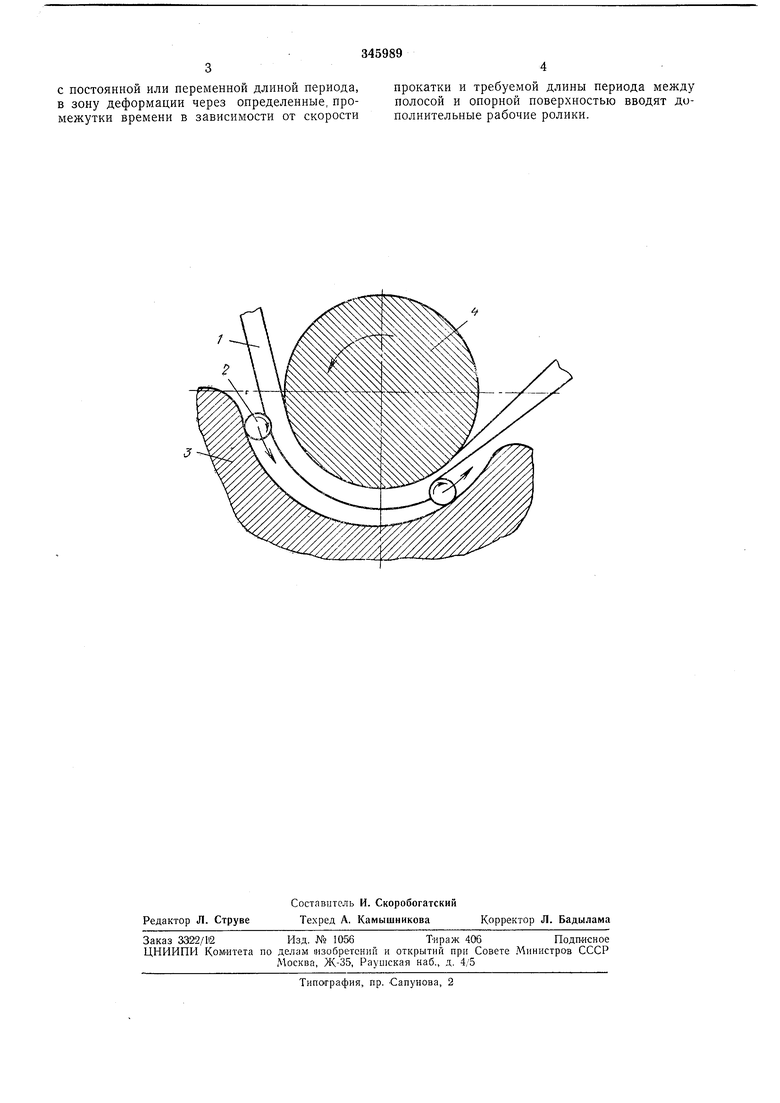
Для получения периодпческой клиновидио полосы } (см. чертеж) в зону деформации вводят холостые ролики 2, иерекатывающиеся по вогнутой опорной новерхности 3, выполпенной с криволииейпой образующей и охватывающей часть поверхности бочки прнводиого рабочего валка 4. При этом центр кривизны опорной поверхности смещен относительно оси вращения рабочего валка, а рабочие ролики нодают на опорную поверхность через определенные промежутки времени, зависящие от длины требуе.мого периода полосы скорости прокатки.
Процесс прокатки осуществляется следующим образом. В рабочую зону между прнводным рабочим валком 4 и опорной поверхностью 3 подается передний конец полосы /, затем в нространство между полосой и опорной поверхностью вводптся рабочий ролик 2,
который, вследствие непостоянства зазора между ними, заклинивается в этом пространстве так, что прижи.мает полосу к рабочему валку. Вследствие возникщих сил трения в контакте между приводным рабочим валком и полосой и вращення приводного валка, полоса втягивается в направлеиин вращення валка в рабочую зону. При движении полосы ролик перекатывается в направлении прокатки, и вследствие измепенпя велич1И1ы зазора между рабочим валком i опориой иоверхиостью обжимает полосу так, что очаг деформации иостоянно перемещается по лнппи прокатки. В результате разпицы скоростей оси ролика и полосы обжатая часть опережает ролик п выходит из рабочей зоны.
При прокатке снижается давление металла на валок н опорную поверхиость из-за у.меньшения длины очага деформации.
Путем перемещения опорной поверхности регулируют толщину полосы, а частотой подачи роликов в рабочую зону - длину периода полосы в пределах длииы опорной новерхности.
Предмет изобретения
Способ иродольной прокатки с обжатием нолосы между рабочнм валком и опорной поверхностью, отличающийся тем, что, с целью получения периодических клииовидных полос
с постоянной или переменной длиной периода, в зону деформации через определенные, промежутки времени в зависимости от скорости
прокатки и требуемой длины периода между полосой и опорной поверхностью вводят дополнительные рабочие ролики.
| название | год | авторы | номер документа |
|---|---|---|---|
| ПРОКАТНАЯ КЛЕТЬ | 1973 |
|
SU366898A1 |
| СПОСОБ НЕПРЕРЫВНОЙ ХОЛОДНОЙ ПРОКАТКИ ПОЛОСЫ С НАТЯЖЕНИЕМ | 2009 |
|
RU2409432C1 |
| Клеть стана пилигримовой про-КАТКи ТРуб | 1979 |
|
SU816587A1 |
| СПОСОБ НЕПРЕРЫВНОЙ ХОЛОДНОЙ ПРОКАТКИ ПОЛОСЫ С НАТЯЖЕНИЕМ | 2004 |
|
RU2259896C1 |
| Способ прокатки | 1988 |
|
SU1629117A1 |
| СПОСОБ ПРОДОЛЬНОЙ ПРОКАТКИ ПОЛОС | 2011 |
|
RU2467813C1 |
| СПОСОБ ПРОКАТКИ ПОЛОСЫ | 1990 |
|
RU2006298C1 |
| СПОСОБ ПРОИЗВОДСТВА ТРУБ И ОБОЛОЧЕК БОЛЬШОГО ДИАМЕТРА И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1992 |
|
RU2030934C1 |
| Прокатный стан | 1988 |
|
SU1583196A1 |
| ВАЛКОВЫЙ УЗЕЛ ДЛЯ ПРОКАТКИ ПОЛОСЫ | 1990 |
|
RU2067902C1 |