Изобретение относится к обработке металлов давлением и может быть использовано при холодной прокатке полос и ленты.
Известна клеть для прокатки полосы, содержащая станину, установленные в ней неподвижный и подвижный деформирующий элементы, нажимные устройства, в которой подвижный деформирующий элемент выполнен в виде вращающегося валка, а неподвижный деформирующий элемент выполнен в виде призмообразного тела с деформирующей частью, которая представляет собой цилиндрическую поверхность, сопрягающую две боковые поверхности (см. авторское свидетельство № 1349809 СССР, МКИ В 21 В 13/00. Клеть для прокатки полосы [Текст] / В.М. Салганик, А.М. Песин, М.И. Румянцев, М.Г. Поляков (СССР). – № 4066435/31-02; заявл. 11.05.86; опубл. 07.11.87. Бюл. № 41. – 3 с.: ил.).
Недостатком данного устройства является недостаточно высокое качество получаемых полос вследствие того, что вся рабочая поверхность неподвижного деформирующего элемента состоит только из деформирующей зоны и отсутствуют другие зоны (входная, смазочная, калибрующая и выходная), что приводит к неудовлетворительной плоскостности прокатываемой полосы.
Наиболее близким аналогом к заявляемому устройству является клеть для прокатки полосы, содержащая станину, установленные в ней вращающиеся опорный и рабочий валки и неподвижный элемент, выполненный в виде призмообразного тела с деформирующей поверхностью, причём деформирующая поверхность неподвижного элемента состоит из трёх последовательно расположенных зон, размещённых по отношению к вертикальной осевой плоскости валков со стороны входа клети, при этом две крайние зоны выполнены выпуклыми, а средняя – вогнутой с плавными переходами одной зоны в другую и крайних зон к боковым поверхностям неподвижного элемента (см. авторское свидетельство № 1627294 СССР, МКИ В 21 В 13/00. Клеть для прокатки полосы [Текст] / В.М. Салганик, А.М. Песин, Е.В. Найдис (СССР). – № 4621311/02; заявл. 19.12.88; опубл. 15.02.91. Бюл. № 6. – 3 с.: ил.).
Недостатком данного устройства является недостаточно высокое качество получаемых полос. Это связано с тем, что все три зоны неподвижного элемента являются деформирующими и отсутствуют в явном виде входная, смазочная, калибрующая и выходная зоны, что приводит к неудовлетворительной плоскостности прокатываемой полосы.
Техническая задача, решаемая изобретением, заключается в уменьшении неплоскостности прокатываемой полосы и увеличении деформирующей способности инструмента.
Задача решается тем, что в известном устройстве – клети для прокатки полосы с вращающимися валками и неподвижным деформирующим элементом, содержащим рабочую поверхность в виде последовательно расположенных зон, согласно изобретению, рабочую поверхность выполняют содержащей пять зон: входную зону, смазочную зону с углом наклона 35-50°, деформирующую зону с углом наклона 7-18°, калибрующую зону и выходную зону.
В заявляемом устройстве выполнение неподвижного деформирующего элемента с рабочей поверхностью, содержащей пять зон, создает новый технический результат, заключающийся в существенном перераспределении усилий в очаге деформации при холодной прокатке полосы и ленты, уменьшении длины очага деформации, что обеспечивает повышение деформирующей способности инструмента. Наличие специальной смазочной зоны создаёт фрикционные условия для лучшего удержания смазки на деформирующей поверхности, что ведёт к снижению коэффициента контактного трения, уменьшению усилия и момента прокатки. В результате достигается значительная стабилизация протекания процесса прокатки, существенно уменьшается неравномерность вытяжек, устраняется неплоскостность ленты, а также достигается более высокий класс чистоты деформирующей поверхности и возрастает срок службы инструмента.
На основании вышеизложенного анализа известных технических решений можно сделать вывод, что для специалистов заявляемое устройство – неподвижный деформирующий элемент с рабочей поверхностью, состоящей из пяти зон (входной, смазочной, деформирующей, калибрующей и выходной), в составе клети для холодной прокатки полос и ленты не следует явным образом из известного уровня техники, а, следовательно, соответствует условию патентоспособности «изобретательский уровень».
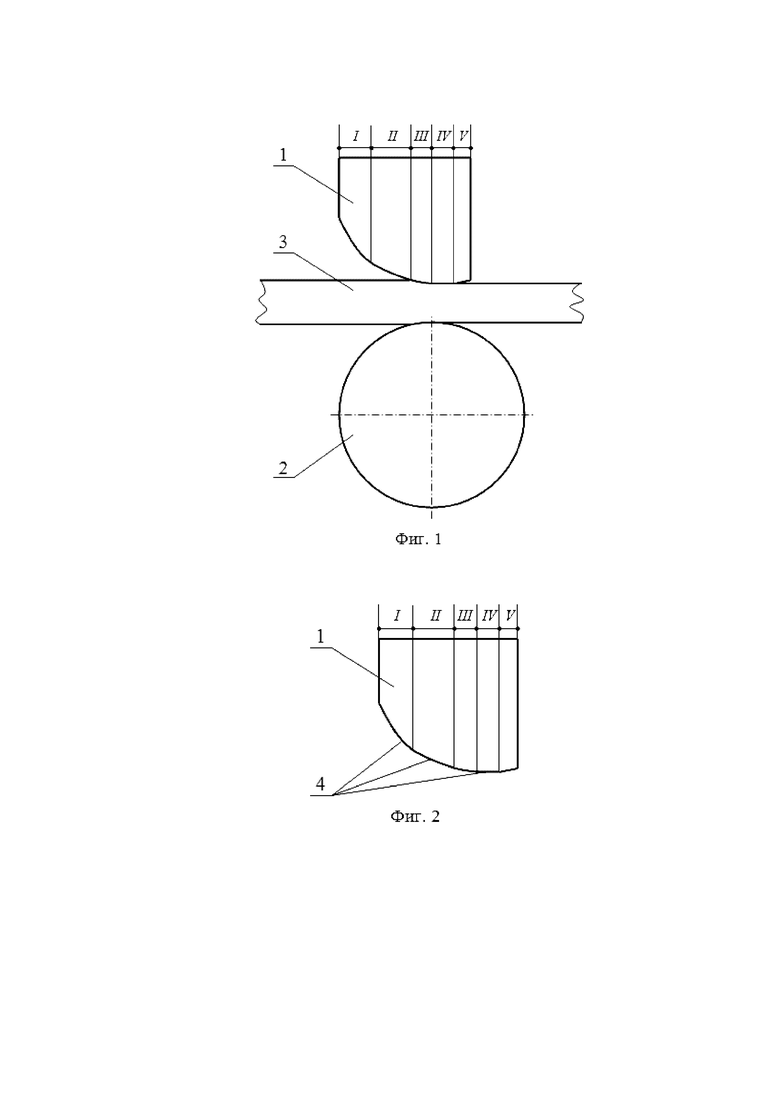
Сущность изобретения поясняется чертежами, где схематично изображён неподвижный деформирующий элемент в составе прокатной клети (фиг. 1, общий вид) и отдельная схема неподвижного деформирующего элемента (фиг. 2, общий вид).
Неподвижный деформирующий элемент 1 является частью устройства прокатной клети, предназначенной для прокатки полосы или ленты 3. Рабочая поверхность 4 неподвижного деформирующего элемента 1 содержит пять зон: входную (I), смазочную (II) с углом наклона 35-50°, деформирующую (III) с углом наклона 7-18°, калибрующую (IV) и выходную (V).
Устройство работает следующим образом.
Исходную заготовку 3 задают в прокатную клеть, содержащую вращающийся валок 2 и неподвижный деформирующий элемент 1. Энергия приводного вращающегося валка 2 обеспечивает стабильное протекание процесса прокатки. Каждая характерная зона рабочей поверхности 4 неподвижного деформирующего элемента 1 выполняет свою функцию. Входная зона (I) обеспечивает чёткую подачу переднего участка заготовки и её фиксацию при прокатке. Смазочная зона (II) гарантирует стабильное насыщение очага деформации смазочным материалом, что существенно снижает коэффициент трения, усилие и момент прокатки. Угол наклона смазочной зоны 35-50° является оптимальным с точки зрения подпитки смазочного материала и достаточным его насыщением очага деформации. Деформирующая зона (III) обеспечивает интенсивное пластическое формоизменение металла в очаге деформации. Оптимальная величина угла наклона 7-18° деформирующей зоны гарантирует стабильность процесса пластического формоизменения металла в очаге деформации. Калибрующая зона (IV) проглаживает металл после интенсивной пластической деформации, обеспечивая требуемый геометрический размер прокатанной полосы или ленты. Выходная зона (V) устраняет вероятность повреждения поверхности прокатанного металла различного рода внешними воздействиями.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ХОЛОДНОЙ ПРОКАТКИ ПОЛОС | 2008 |
|
RU2365440C1 |
| Клеть стана для прокатки полосы | 1979 |
|
SU789169A1 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ ОБЕСПЕЧЕНИЯ РЕГУЛИРУЕМОГО РАСПРЕДЕЛЕНИЯ РАСТЯГИВАЮЩИХ НАПРЯЖЕНИЙ, В ЧАСТНОСТИ, В КРАЕВЫХ ОБЛАСТЯХ ХОЛОДНОКАТАНОЙ МЕТАЛЛИЧЕСКОЙ ЛЕНТЫ | 2004 |
|
RU2358820C2 |
| СПОСОБ СОВМЕЩЕННОГО ЛИТЬЯ, ПРОКАТКИ И ПРЕССОВАНИЯ И УСТРОЙСТВО ДЛЯ ЕГО РЕАЛИЗАЦИИ | 2012 |
|
RU2519078C1 |
| СПОСОБ ПРОКАТКИ МЕТАЛЛИЧЕСКОЙ ЗАГОТОВКИ | 2010 |
|
RU2488455C2 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ ОХЛАЖДЕНИЯ И СМАЗЫВАНИЯ ВАЛКОВ ПРОКАТНОЙ КЛЕТИ | 2002 |
|
RU2287386C2 |
| ДЕФОРМИРУЮЩАЯ КЛЕТЬ | 1999 |
|
RU2160643C2 |
| СПОСОБ АССИМЕТРИЧНОЙ ПРОКАТКИ ПЕРЕДНИХ КОНЦОВ ТОЛСТЫХ ЛИСТОВ НА РЕВЕРСИВНЫХ СТАНАХ | 2012 |
|
RU2486974C1 |
| Клеть для прокатки полосы | 1986 |
|
SU1349809A1 |
| СПОСОБ НАНЕСЕНИЯ ОХЛАЖДАЮЩЕГО СРЕДСТВА | 2006 |
|
RU2418643C2 |
Изобретение относится к обработке металлов давлением и может быть использовано при холодной прокатке полос и ленты. Уменьшение неплоскостности прокатываемой полосы и увеличение деформирующей способности инструмента обеспечивается за счет того, что рабочая поверхность 4 неподвижного деформирующего элемента 1 состоит из пяти регламентированных зон, что позволяет существенно перераспределить усилия в очаге деформации, уменьшить длину очага деформации и повысить деформирующую способность инструмента. 2 ил.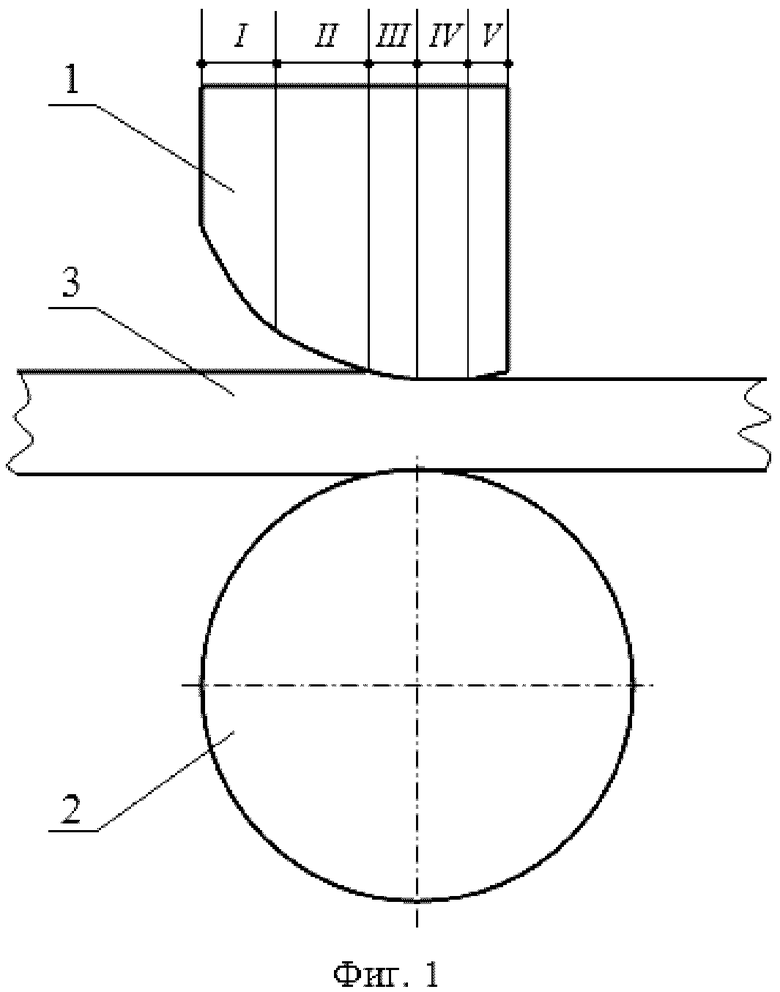
Неподвижный деформирующий элемент для прокатной клети, отличающийся тем, что он имеет рабочую поверхность в виде пяти последовательно расположенных зон, включающих входную зону, смазочную зону с углом наклона 35-50°, деформирующую зону с углом наклона 7-18°, калибрующую зону и выходную зону.
| Клеть для прокатки полосы | 1988 |
|
SU1627294A1 |
| Устройство для асимметричной холодной прокатки полос | 1986 |
|
SU1641480A1 |
| УСТРОЙСТВО для КОНТРОЛЯ и СОРТИРОВКИ ЭЛЕКТРОДЕТОНАТОРОВ ПО СОПРОТИВЛЕНИЯМ | 0 |
|
SU170342A1 |
| WO 2009103436 A1, 27.08.2009. | |||

