Изобретения относятся к области изготовления силикатных огнеупоров с высоким содержанием оксида магния и могут быть использованы в устройствах для разливки стали, в сталеразливочных ковшах, в мартеновских печах и других тепловых агрегатах.
Известна шихта для изготовления форстеритового огнеупора следующего состава, мас. %: оливинит фракции 0,5-3,0 мм - 55-77, тонкомолотая смесь совместного помола спеченного периклаза, хромшпинелида и оливинита в соотношении от 1: 2: 1 до 2:0,5:1,5 и связка - полифосфат натрия или ЛСТ (сверх 100%) - 3-5 (Патент РФ 2064466, C 04 B 35/04, 14.04.93 г.).
Эта шихта не содержит добавок, позволяющих снизить температуру обжига, а также улучшить и стабилизировать качественные показатели изделий из нее. Шихта не нормируется по зерновому составу, что необходимо для обеспечения возможности плотной упаковки зерен в процессе ее прессования при более высоком, чем предусмотрено по технологии, описанной в указанном патенте, давлении, что также позволило бы улучшить и стабилизировать качественные показатели изделий из этой шихты.
Известен способ изготовления огнеупоров на основе оливинитов, заключающийся в подготовке компонентов шихты, приготовлении массы, прессовании изделий при удельном давлении не менее 100 H/мм2, сушке изделий при температуре ~ 150 ± 25oC и обжиге при температуре 1450-1550oC (Временная технологическая инструкция на изготовление опытно-промышленной партии ковшевых огнеупоров на основе оливинитов Хабозеровского месторождения. Приложение к отчету по НИР по договору N 45/95 от 25.04.95 г., тема N 138/4, Санкт-Петербург, 1997 г., с. 48-53).
Используемые в данной технологии прессы СМ 1085 не позволяют получить давление свыше 100 H/мм2. Но даже прессование на более мощных прессах при более высоких конечных давлениях не даст улучшения качества из-за неоптимизированной по зерновому составу шихты. Температура обжига изделий высокая, что усложняет и существенно удорожает получение форстеритовых изделий.
Известны также шихта для изготовления форстеритовых огнеупоров и способ их изготовления (Э.В. Дегтярева, И.С. Кайнарский. Магнезиально-силикатные и шпинельные огнеупоры. М., Металлургия, 1977, с. 30-36).
По содержанию основных составляющих прототипа необходимо отметить следующее. Вещественный состав шихты - 77% обожженного дунита крупностью 3-0 мм и 23% тонкомолотого периклаза - близок к заявляемому, но не содержит спекающей добавки, позволяющей снизить температуру обжига и одновременно улучшить качественные показатели изделий. Она также не нормируется по зерновому составу, что препятствует наиболее плотной упаковке зерен шихты в процессе ее формования на прессах любого типа.
Данный способ предлагает конечное давление прессования 80-100 H/мм2 и обжиг при температуре 1500-1700oC.
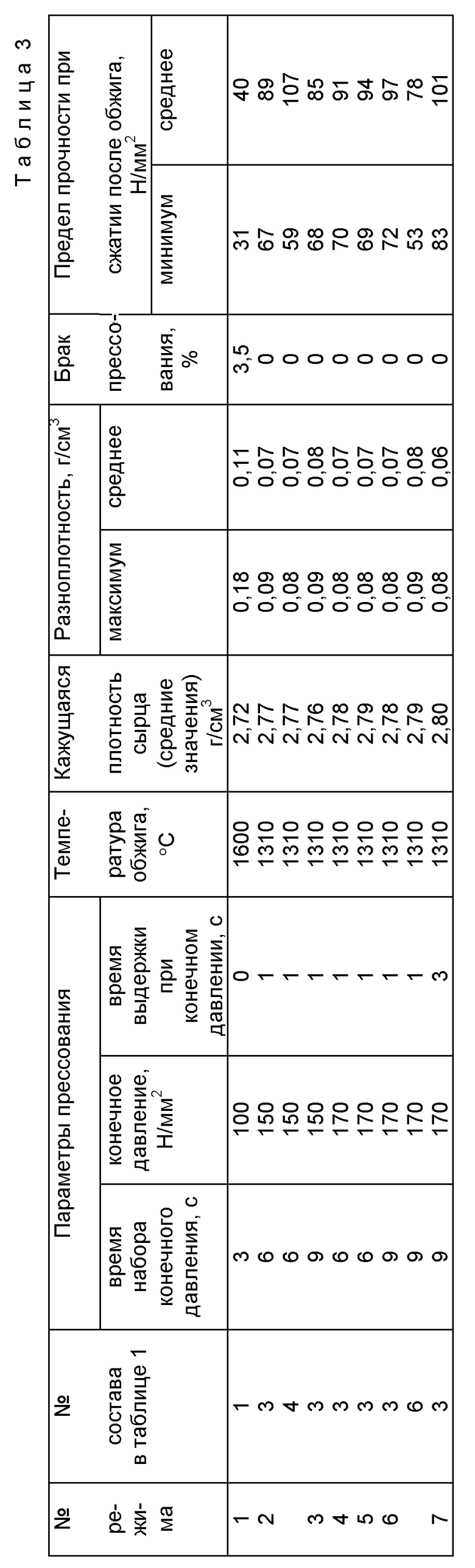
В режиме прессования отсутствует время набора конечного давления, но фактически в производстве это время составляет не более 3 с, что недостаточно как для удаления воздуха из шихты, так и для перемещения зерен шихты для наиболее плотной их упаковки в процессе формирования изделия.
В режиме прессования отсутствует время выдержки при конечном давлении, т.е. внутренние напряжения не успевают выравниваться и остаются в изделиях в виде зон концентраций больших напряжений, что при обжиге приводит к искривлению или растрескиванию изделий, снижает их прочность.
Высокая температура обжига изделий усложняет и существенно удорожает получение изделий.
Задачей, на решение которой направлены изобретения, является упрощение и удешевление технологии изготовления форстеритовых изделий с улучшенными качественными показателями.
Поставленная задача решается за счет того, что шихта для изготовления форстеритовых огнеупоров содержит обожженный дунит фракции 3-0 мм, спеченный периклазсодержащий компонент, который представляет собой измельченную до фракции менее 0,063 мм смесь совместного помола спеченного периклаза и огнеупорной глины следующего состава, мас.%:
Спеченный периклаз - 78-85
Огнеупорная глина - 15-22
при следующем соотношении компонентов шихты, мас.%:
Обожженный дунит фракции 3-0 мм - 75-81
Указанная смесь совместного помола фракции 0,063 мм - 19-25
Лигносульфонаты технического (ЛСТ), сверх 100% - 5-6,
при этом обожженный дунит имеет следующий гранулометрический состав, мас.%:
фракция 3-1 мм - 46-54
фракция 1-0,063 мм - 46-54
Обожженный дунит может быть частично или полностью заменен дробленым браком обожженных форстеритовых изделий.
Кроме того, шихта, с целью повышения содержания в ней окиси магния, может дополнительно содержать до 7% периклазового порошка.
Форстеритовые изделия из шихты заявленного состава изготавливают следующим способом.
Из подготовленных компонентов шихты приготавливают массу, прессуют ее при удельном давлении не менее 150 H/мм2, при этом время набора указанного давления составляет не менее 6 с, а выдержка при набранном давлении - не менее 1 с, изделия сушат и затем обжигают при температуре 1310-1350oC.
Введение в тонкомолотую периклазовую составляющую глины в количестве 15-22%, т. е. на всю шихту 3,3-5,0%, позволяет снизить температуру обжига форстеритовых огнеупоров с 1560-1600oC до 1310-1350oC, что удешевляет и упрощает получение изделий требуемого качества, без дефектов недостаточного спекания.
Нормирование шихты по зерновому составу позволяет эффективно использовать увеличение:
- удельного давления до 150 H/мм2 и более,
- времени набора этого давления до 6 с и более,
- выдержку при этом давлении 1 с и более.
Это обеспечивает повышенную и равномерную плотность упаковки зерен шихты преимущественно без их разрушения, без дефектов от запрессовки воздуха, без концентраций больших напряжений, что обеспечивает после обжига высокий и стабильный уровень прочности изделий при снижении их пористости.
Примеры изготовления форстеритового огнеупора
В вибромельницу М-400 загрузили смесь: 80% периклазового порошка (с содержанием окиси магния 88%) и 20% огнеупорной глины ЛТПК-2. Измельчали 3 ч до зернистости менее 0,063 мм при остатке на сетке N 0063 менее 5% (фактически 3,5%). Полученную горячую смесь совместного помола выдерживали до ее охлаждения до 35oC.
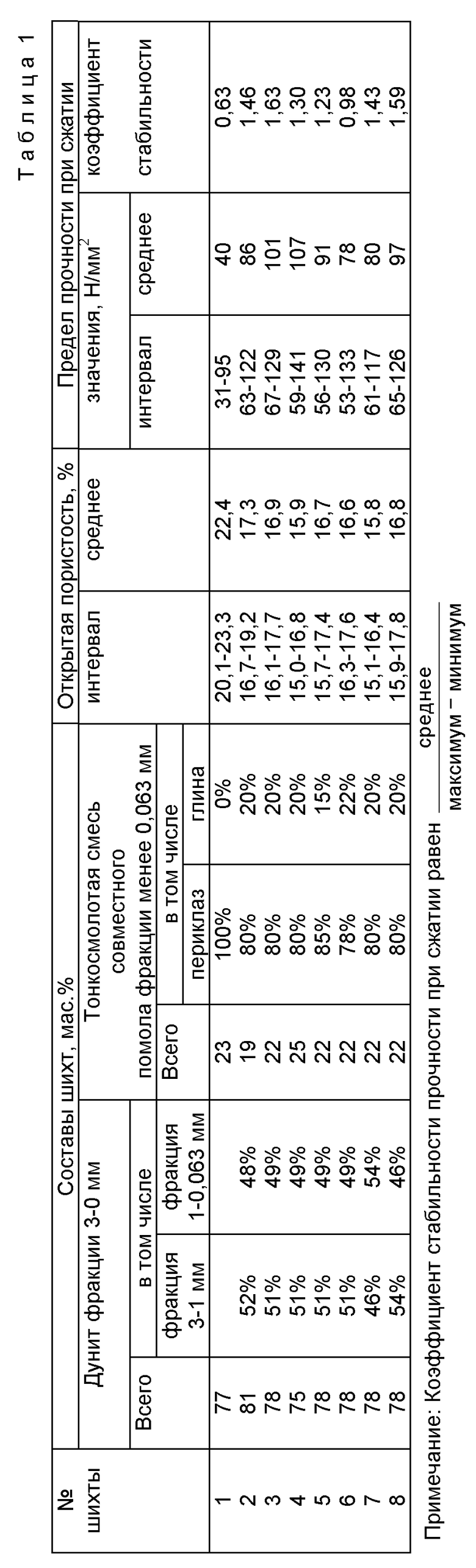
Весовыми дозаторами подготовили порции шихты: 78% обожженного дунита фракции 3-0 мм, содержащий 51,3% фракции 3-1 мм и 48,7% фракции 1-0,063 мм и 22% тонкомолотой смеси совместного помола периклаза и глины, фракции менее 0,063 мм.
В смесительные бегуны СМ-15326М загружают дунит фракции 3-1 мм и 1-0,063 мм и перемешивают 1,5 мин, смесь увлажняют раствором лигносульфонатов технических плотностью 1,24 г/см3, дозируемых объемно до массовой доли 5,5% сверх 100% шихты, перемешивают 2 мин, засыпают тонкомолотую смесь и всю шихту перемешивают 2,5 мин.
Изделия прессовали на пресс Лайс ХПФ-1600 при удельном давлении 150 H/мм2, времени набора конечного давления 6 с и выдержке при конечном давлении 1 с.
Изделия подсушивали в туннельном сушиле в течение 1 суток при температуре до 200oC, охлаждали, укладывали на подину вагонетки на ребро с просветами 5 мм и подавали на обжиг.
Обжиг производили в туннельной печи в течение 108 ч с выдержкой при 1310oC в течение 12 ч.
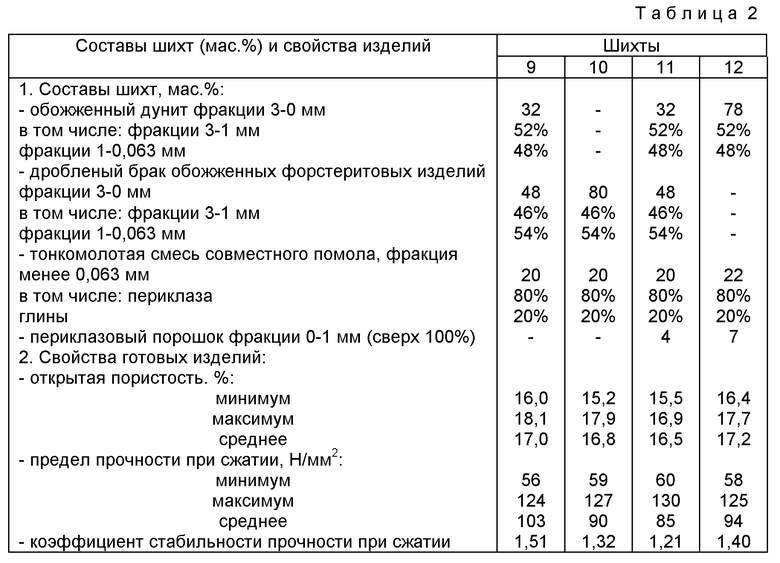
Аналогичным образом изготовляли огнеупоры из шихт, указанных в табл. 2. Порядок загрузки в смеситель компонентов шихт по примерам 11, 12 : фракция 3-1 мм, добавка (сверх 100%) периклазового порошка фракции 1-0 мм, фракция 1-0,063 мм (перемешивание 1,5 мин), раствор лигносульфонатов плотностью 1,24 г/см3 (перемешивание 2 мин), фракция менее 0,063 мм (перемешивание 2,5 мин).
Для изготовления огнеупоров из шихт по примерам 9-10 использовали дробленный до фракции 3-0 мм брак обожженных форстеритовых изделий, изготовленных из шихт по примерам 1-8 (табл. 1).
Суммарное количество фракций 3-1 и 1-0,063 мм во всех шихтах было в пределах 46-54%:
Как видно из табл. 1 и 2, во всех примерах по сравнению с прототипом пористость форстеритовых огнеупоров значительно снижена (на 5,2-6,6%), что существенно повышает их устойчивость к истиранию и химическому воздействию агрессивных сред. При этом их прочность по сравнению с прототипом возросла в 2-2,5 раза, что резко повышает их устойчивость к термомеханическим нагрузкам.
Это позволит увеличить их стойкость по сравнению с прототипом по крайней мере в 2 раза и расширит области их применения, вплоть до использования в составных плитах затворов для шиберной разливки многих серийных марок стали.
Улучшение качественных показателей форстеритовых огнеупоров происходит на фоне упрощения и удешевления технологии их изготовления за счет снижения температуры обжига.
| название | год | авторы | номер документа |
|---|---|---|---|
| ШИХТА ДЛЯ ИЗГОТОВЛЕНИЯ ОГНЕУПОРА С ФОРСТЕРИТОВОЙ СВЯЗЬЮ | 2013 |
|
RU2539519C1 |
| ОГНЕУПОРНАЯ МАССА ДЛЯ ИЗГОТОВЛЕНИЯ БЕЗОБЖИГОВЫХ ФОРСТЕРИТОУГЛЕРОДИСТЫХ ОГНЕУПОРОВ | 2000 |
|
RU2196754C2 |
| ПЕРИКЛАЗОШПИНЕЛЬНЫЕ ОГНЕУПОРНЫЕ ИЗДЕЛИЯ И СПОСОБ ИХ ИЗГОТОВЛЕНИЯ | 2002 |
|
RU2235701C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПЕРИКЛАЗОШПИНЕЛЬНЫХ ОГНЕУПОРНЫХ ИЗДЕЛИЙ | 1997 |
|
RU2116276C1 |
| ПЕРИКЛАЗОВЫЙ КЛИНКЕР | 1996 |
|
RU2085537C1 |
| МАГНЕЗИАЛЬНО-УГЛЕРОДИСТЫЙ ОГНЕУПОР | 1997 |
|
RU2108991C1 |
| МАССА ДЛЯ ИЗГОТОВЛЕНИЯ ОГНЕУПОРОВ | 1992 |
|
RU2069203C1 |
| МАССА ДЛЯ ИЗГОТОВЛЕНИЯ ПЕРИКЛАЗОШПИНЕЛЬНЫХ ОГНЕУПОРОВ | 1997 |
|
RU2148048C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПЕРИКЛАЗОШПИНЕЛЬНОЙ ОГНЕУПОРНОЙ МАССЫ ДЛЯ ПРОИЗВОДСТВА ИЗДЕЛИЙ | 2008 |
|
RU2383512C1 |
| Способ изготовления огнеупорных изделий | 1982 |
|
SU1058938A1 |

Изобретения относятся к области изготовления силикатных огнеупоров с высоким содержанием оксида магния и могут быть использованы в устройствах для разливки стали металлургических и других тепловых агрегатах. Техническим результатом изобретений является упрощение и удешевление технологии изготовления форстеритовых изделий с улучшенными качественными показателями, достигаемое за счет того, что шихта для изготовления форстеритовых огнеупоров содержит обожженный дунит фракции 3 - 0 мм, спеченный периклазсодержащий компонент, который представляет собой измельченную до фракции менее 0,063 мм смесь совместного помола спеченного периклаза и огнеупорной глины следующего состава, мас. %: спеченный периклаз 78 - 85, огнеупорная глина 15 - 22 при следующем соотношении компонентов шихты, мас.%: обоженный дунит фракции 3 - 0 мм 75 - 81, указанная смесь совместного помола фракции 0,063 мм 19 - 25, лигносульфонаты технические (ЛСТ) сверх 100% 5 - 6, при этом обожженный дунит имеет следующий гранулометрический состав, мас.%: фракция 3 - 1 мм 46 - 54, фракция 1 - 0,063 мм 46 - 54. Форстеритовые изделия из шихты указанного состава изготавливают следующим способом. Из подготовленных компонентов шихты приготавливают массу, прессуют ее при удельном давлении не менее 150 Н/мм2, при этом время набора указанного давления составляет не менее 6 с, а выдержка при набранном давлении - не менее 1 с, изделия сушат и затем обжигают при температуре 1310 - 1350oC. 2 с. и 2 з.п.ф-лы, 4 табл.
Спеченный периклаз - 78 - 85
Огнеупорная глина - 15 - 22
при следующем соотношении компонентов шихты, мас.%:
Обожженный дунит фракции 3 - 0 мм - 75 - 81
Указанная смесь совместного помола фракции менее 0,063 мм - 19 - 25
Лигносульфонаты технические (ЛСТ) сверх 100% - 5 - 6,
при этом обожженный дунит имеет следующий гранулометрический состав, мас.%:
Фракция 3 - 1 мм - 46 - 54
Фракция 1 - 0,063 мм - 46 - 54
2. Шихта по п.1, отличающаяся тем, что обожженный дунит частично заменяют дробленым браком обожженных форстеритовых изделий.
| ДЕГТЯРЕВА Э.В., КАЙНАРСКИЙ И.С | |||
| Магнезиально-силикатные и шпинельные огнеупоры | |||
| - М.: Металлургия, 1977, 30 - 36 | |||
| RU 2064466 C1, 27.07.1996 | |||
| ОГНЕУПОРНАЯ МАССА | 0 |
|
SU296738A1 |
| Огнеупорная бетонная смесь | 1979 |
|
SU817009A1 |
| Шихта для изготовления форстеритовых огнеупоров | 1975 |
|
SU554254A1 |
| Шихта для изготовления магнезиальносиликатных огнеупоров | 1991 |
|
SU1779679A1 |
| GB 1565118 A1, 16.04.1980 | |||
| КАРКЛИТ А.К., ДОЛГИХ Т.Н | |||
| Производство и применение форстеритовых огнеупоров | |||
| - Огнеупоры, 1989, N 1, с.32 - 38. | |||
