Изобретение относится к термической обработке стали и может быть использовано в машиностроении для получения требуемого комплекса свойств при изготовлении деталей с конструктивными концентраторами напряжений, работающих в условиях многофакторного силового воздействия.
В современном машиностроении одной из важных задач является разработка эффективных методов, позволяющих создавать материалы, обладающие одновременно высокой ударной вязкостью, циклической прочностью и износостойкостью. Это наиболее актуально для стальных конструкций с конструктивными концентраторами напряжений, работающих в условиях многофакторного силового воздействия, когда на изделие действуют различные по характеру нагрузки (ударные, циклические, контактные). Для повышения долговечности таких деталей необходима поверхностная обработка, обеспечивающая требуемый комплекс физико-механических свойств локального рабочего объема материала, где происходит образование очагов разрушения.
Использование концентрированных источников энергии способствует формированию поверхностных слоев материала деталей, обладающих значительным преимуществом по сравнению с традиционными методами объемной и поверхностной обработками. В частности, применение лазерной обработки позволяет существенным образом изменить широкий комплекс физико-механических свойств поверхностных слоев материала, которые во многом определяют работоспособность изделия.
Известен способ обработки стальных деталей, включающий цементацию, термическую обработку в интервале температур на 30...50oС выше Аc1 и на 30... 50oС ниже АC3, термоциклическую обработку производят в две стадии с проведением на первой стадии термоциклической обработки в интервале температур на 50. ..70oС выше АC3 и на 30...50oС ниже AЧ1, термоциклическую обработку проводят с цементационного нагрева после подстуживания до температуры на 30... 50oС ниже АЧ1, закалку проводят с нагревом при термоциклировании от температуры выше AС1 на 30...50oС [а.с. 852943, кл. С 21 D 1/78, опубл. 07.08.81. Бюллетень 29].
Причинами, препятствующими достижению требуемого технического результата, является невозможность использования метода для деталей, изготавливаемых из углеродистых сталей, закаливаемых на мартенсит в воде, например сталь 35...45. В данном случае повышается хрупкость поверхностного слоя, что приводит к снижению ударной вязкости. Закалка в воде таких сталей способствует возникновению значительных кораблений детали, что может являться причиной появления поверхностных трещин и способствовать снижению эксплуатационных характеристик изделия в целом. Кроме того, данный способ обработки весьма трудоемкий, характеризуется высокими затратами и достаточной продолжительностью.
Известен способ обработки стальных изделий, включающий термическую обработку и азотирование, термическую обработку производят путем термоциклирования в интервале температур на 30...50oС выше AС1 и на 30...50oС ниже точки Аr1 [а.с. 840152, кл. С 21 D 1/78, опубл. 23.06.81. Бюллетень 23].
Причинами, препятствующими достижению требуемого технического результата, является невозможность одновременного повышения ударной вязкости, циклической прочности и износостойкости. В данном случае, в результате формирования мелкозернистого строения материала повышаются только пластичность и ударная вязкость. При этом способ характеризуется высокой трудоемкостью, продолжительностью и значительными затратами.
Известен способ термической обработки стальных конструкций с концентраторами напряжений, включающий нагрев до заданной температуры, выдержку и охлаждение локальных зон, расположенных в заданном месте по отношению к концентратору напряжений, нагрев, выдержку и охлаждение осуществляют многократно, при этом нагрев проводят до температуры выше AC1 в зоне, начинающейся от концентратора напряжений и расположенной на пути распространения трещин [а.с. 1539219, кл. С 21 D 1/78, опубл. 30.01.90. Бюллетень 4].
Причинами, препятствующими достижению требуемого технического результата, является невозможность использования данного способа для деталей с концентраторами напряжений, работающими в условиях многофакторного силового воздействия, когда на изделие в опасном сечении действуют различные по характеру нагрузки (ударные, циклические, контактные), т.к. сама зона концентратора напряжений не подвергается дополнительной термической обработке. При этом является проблематичным высокое повышение хладостойкости при ударном изгибном нагружении, т.к. в условиях эксплуатации трещина может зарождаться в любой области концентратора напряжений. В способе препятствия на пути распространения трещин (области со сжимающими напряжениями) создаются с внешней стороны концентратора напряжений. Так, например, при высоких скоростях нагружения созданные препятствия в виде локальной области сжимающих напряжений могут не оказывать положительного влияния на зарождение и распространение трещины. При этом данный способ может быть использован только для плоских деталей, у которых надрез выходит на боковую поверхность.
Наиболее близким по технической сущности к предлагаемому изобретению является способ термической обработки стальных конструкций с концентраторами напряжений, включающий нагрев зоны концентратора напряжений сфокусированным лучом лазера до температуры ниже AC1 и последующее охлаждение в массу металла, обеспечивающий формирование в зоне концентратора напряжений структур высокотемпературного отпуска [Гурьев В.А., Тескер Е.И. Применение лазерной обработки для деталей с концентраторами напряжений. Металловедение и термическая обработка металлов, 3, 1991, 4-5 с.].
Причинами, препятствующими достижению требуемого технического результата, является невозможность при данном способе обработки одновременно повышать такие важные эксплуатационные характеристики, как ударную вязкость, циклическую прочность и износостойкость, что может быть основным требованием для деталей с конструктивными концентраторами напряжений, работающих в условиях многофакторного силового воздействия. При нагреве сфокусированным лучом лазера зоны концентратора напряжений до температуры ниже AC1 в поверхностном слое формируются разупрочненные участки со структурой сорбита отпуска, характеризующиеся низкой микротвердостью. Так, например, микротвердость объемно закаленной и низкоотпущенной стали 40 составляет 4800...5100 МПа, а после нагрева сфокусированным лучом лазера до температуры ниже AC1 микротвердость в поверхностном слое снижается до 2400...2800 МПа. Именно формирование в поверхностном слое концентратора напряжений структуры сорбита отпуска способствует интенсивному возрастанию ударной вязкости, незначительному повышению циклической прочности и резкому снижению износостойкости по сравнению с исходным состоянием материала. При этом данный способ обработки целесообразно проводить только для предварительно закаленных на мартенсит сталей, когда в результате лазерного нагрева до температуры ниже AC1 происходит резкое снижение микротвердости поверхностного слоя в зоне концентратора напряжений по сравнению с основным объемом детали, что способствует повышению ударной вязкости. Для деталей, находящихся в других исходных структурных состояниях, например после нормализации, происходит незначительное повышение ударной вязкости, циклической прочности и износостойкости только за счет снижения химической неоднородности и уровня остаточных напряжений растяжения в поверхностном слое.
Задачей изобретения является повышение надежности стальных деталей, работающих в условиях многофакторного силового воздействия.
Технический результат - повышение ударной вязкости, циклической прочности и износостойкости.
Поставленный технический результат достигается тем, что в способе термической обработки стальных конструкций с концентраторами напряжений, включающий нагрев зоны концентратора напряжений сфокусированным лучом лазера и последующее охлаждение в массу металла, нагрев зоны концентратора напряжений сфокусированным лучом лазера проводят в интервале AC1 нач-AС1 кон до температуры, обеспечивающей после охлаждения формирование в поверхностном слое структуры мартенсита с содержанием углерода 0,22...0,25% и плотностью дислокаций 2,7. . .3,0•1011 см-2, в процессе нагрева осуществляют дополнительное непрерывное охлаждение обрабатываемой поверхности охлаждающей жидкостью, при этом расстояние от центра лазерного пятна, расположенного на обрабатываемой поверхности, до фронтальной границы распространения охлаждающей жидкости на поверхности детали определяется соотношением
b=R+0,9...1,1 мм,
где b - расстояние от центра лазерного пятна, расположенного на обрабатываемой поверхности, до фронтальной границы распространения охлаждающей жидкости на поверхности детали;
R - радиус лазерного пятна на обрабатываемой поверхности.
Полученные условия повышения ударной вязкости, циклической прочности и износостойкости стальных конструкций с концентраторами напряжений, работающих в условиях многофакторного силового воздействия в предложенном способе, основаны на следующем.
Необходимость выполнения условия, при котором нагрев зоны концентратора напряжений сфокусированным лучом лазера проводят в интервале AC1 нач-AС1 кон до температуры, обеспечивающей после охлаждения формирование в поверхностном слое структуры мартенсита с содержанием углерода 0,22...0,25% и плотностью дислокаций 2,7...3,0•1011 см-2, основана на следующем.
Важная роль во всех теориях упрочнения при закалке сталей отводится углероду и дислокационному строению кристаллической решетки. При закалке стали с увеличением содержания углерода и плотности дислокаций в мартенсите его твердость непрерывно возрастает. Это объясняется тем, что атомы углерода, внедренные в решетку α-железа, закрепляют дислокации, затрудняя их скольжение в мартенсите. Данный эффект сопровождается значительным упрочнением, а также резким снижением сопротивления хрупкому разрушению.
Поэтому необходимым условием получения стали с высокими вязкими, прочностными и триботехническими свойствами является формирование после упрочняющей обработки структуры поверхностного слоя как наиболее нагруженного с определенным оптимальным содержанием углерода и плотностью дислокаций в мартенсите. Вероятно, такая структура должна характеризоваться низким содержанием углерода и высокой плотностью дислокаций в мартенсите. Высокая плотность дислокаций обеспечивает повышение прочностных и триботехнических свойств, а при низком содержании углерода в мартенсите значительная доля дислокаций будет не закреплена атомами углерода и свободно передвигаться, что и должно способствовать сохранению достаточной вязкости.
Формирование подобной структуры может достигаться регулированием технологических параметров упрочняющей обработки (температура нагрева, скорость нагрева и охлаждения).
Следует отметить, что при медленном печном нагреве не представляется возможным формирование структуры с низким содержанием углерода и высокой плотностью дислокаций в мартенсите из-за недостаточных скоростей нагрева и охлаждения, которые не обеспечивают требуемого усиления эффекта фазового наклепа, способствующего повышению плотности дислокаций при низком содержании углерода в мартенсите. Для этих целей могут быть использованы высококонцентрированные источники энергии, например лазерная обработка.
При высокоскоростном лазерном нагреве в стали формируется структура, особенности которой обусловлены степенью завершенности процесса аустенизации при нагреве. В данном случае фазовые превращения протекают в некотором интервале температур от AС1 нач до Ас1 кон. Сдвиг критических точек, в зависимости от скорости нагрева, исходной структуры и химического состава стали, находится обычно в интервале 50...200oС. При недостаточной температуре нагрева в результате повышения критических точек превращение перлита в аустенит (П-->А), избыточного феррита в аустенит (Ф-->А) и гомогенизация (выравнивание концентрации углерода в аустените) могут проходить не полностью. В данном случае при закалке уменьшается концентрация углерода в мартенсите и имеет место неполная закалка, поэтому температуру в интервале AC1 нач-AС1 кон следует выбирать для каждой стали экспериментально с учетом получения требуемого комплекса технологических и эксплуатационных свойств.
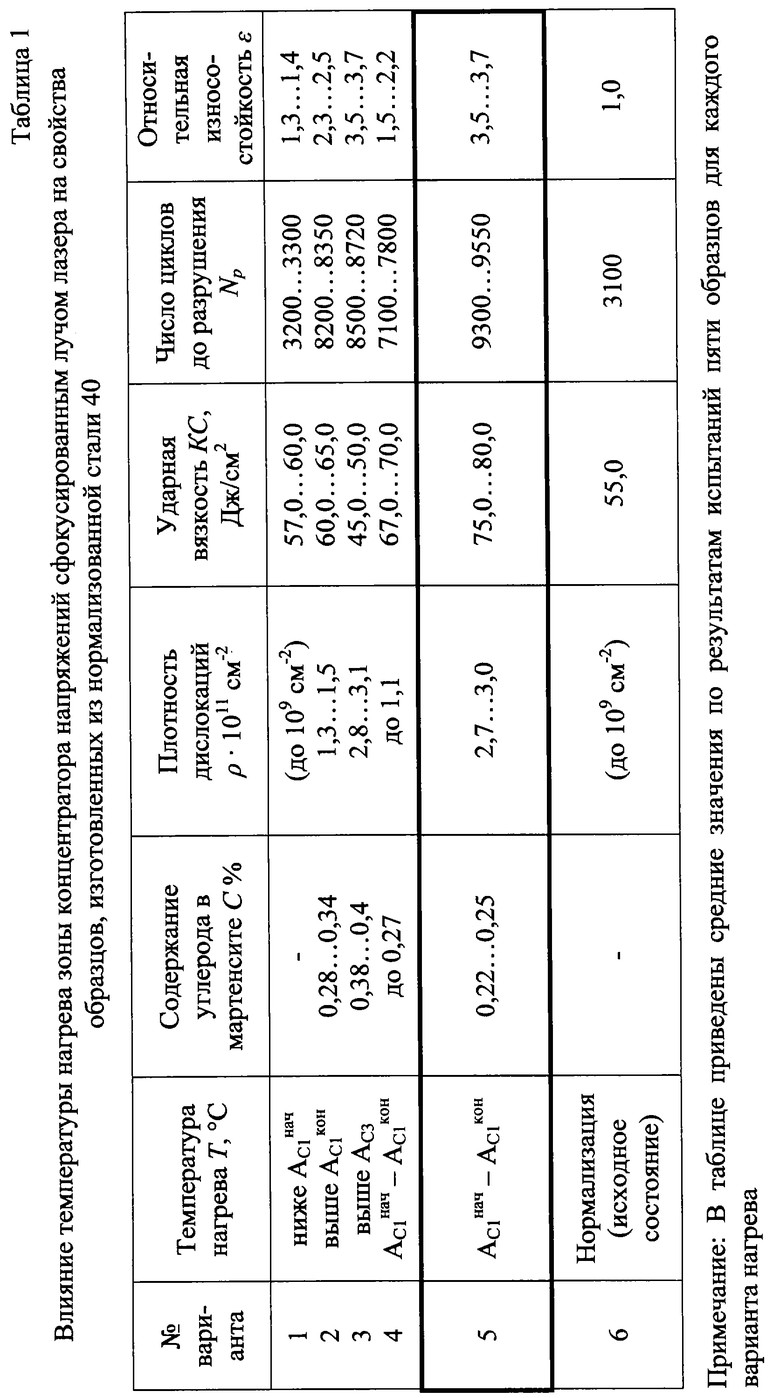
При нагреве зоны концентратора напряжений сфокусированным лучом лазера ниже температуры эвтектоидного превращения (ниже точки AС1) - вариант 1 (см. табл. 1) и последующем охлаждении в массу изделия в поверхностном слое нормализованной стали 40 остается феррито-перлитная структура с низкой твердостью и плотностью дислокаций (до 109 см-2), которые сохраняют высокую подвижность в условиях отсутствия закалочной структуры мартенсита. В данном случае происходит незначительное увеличение ударной вязкости, циклической прочности и износостойкости за счет снижения химической неоднородности и уровня остаточных напряжений растяжения в поверхностном слое.
При этом ударная вязкость равна КС=57,0...60,0 Дж/см2, число циклов до разрушения при испытании на циклическую прочность Np=3200...3300, относительная износостойкость ε=1,3...1,4.
При нагреве зоны концентратора напряжений сфокусированным лучом лазера до температур выше точки AС1 кон происходит полное превращение перлита в аустенит, более полное превращение избыточного феррита в аустенит и более полное насыщение бывших ферритных участков углеродом. Так, например, при лазерной обработке нормализованной стали 40 после нагрева выше точки AС1 кон - вариант 2 (см. табл. 1) и последующего охлаждения в массу металла в поверхностном слое формируется структура мартенсита с содержанием углерода 0,28... 0,34% и плотностью дислокаций 1,3...1,5•1011 см-2.
Ударная вязкость в данном случае равна КС=60,0...65,0 Дж/см2, число циклов до разрушения при испытании на циклическую прочность Np=8200...8350, относительная износостойкость ε=2,3...2,5.
В случае нагрева выше точки АС3 - вариант 3 (см. табл. 1) после охлаждения в поверхностном слое возможно формирование структуры однородного мартенсита с содержанием углерода, близким химическому составу стали (0,38... 0,4%), и повышенной плотностью дислокаций (2,8...3,1•1011 см-2).
При этом ударная вязкость равна КС=45,0...50,0 Дж/см2, число циклов до разрушения при испытании на циклическую прочность Np=8500...8720, относительная износостойкость ε=3,5...3,7.
При указанных температурах нагрева большая часть или практически все дислокации оказываются закрепленными атмосферами из атомов углерода, обладают низкой подвижностью, что сопровождается значительным упрочнением и резким охрупчиванием материала. Это приводит к повышению износостойкости и циклической прочности, а также резкому снижению ударной вязкости.
Нагрев зоны концентратора напряжений сфокусированным лучом лазера в интервале AС1 нач-AС1 кон приводит к изменению в широких пределах содержания углерода (до 0,27%) и плотности дислокаций (до 1,1•1011 см-2) в мартенсите, что оказывает значительное влияние на ударную вязкость (КС=67,0...70,0 Дж/см2), число циклов до разрушения при испытании на циклическую прочность (Np=7100.. . 7800) и относительную износостойкость (ε=1,5...2,2) - вариант 4 (см. табл. 1). В данном случае нагрев зоны концентратора напряжений сфокусированным лучом лазера в интервале AС1 нач-AС1 кон приводит к полному превращению перлита и частичному превращению феррита с образованием малоуглеродистого аустенита. После охлаждения в поверхностном слое образуется структура мартенсита с содержанием углерода до 0,27%. Однако при охлаждении в массу металла плотность дислокаций невысокая (до 1,1•1011 см-2), что приводит, как было показано выше, к повышению ударной вязкости по сравнению с другими вариантами нагрева, но оказывается недостаточной для существенного увеличения циклической прочности и износостойкости. Вероятно, увеличение плотности дислокаций с использованием дополнительных технологических методов позволит повысить указанные характеристики.
С целью максимального повышения плотности дислокаций в мартенсите при нагреве зоны концентратора напряжений сфокусированным лучом лазера в интервале AС1 нач-AС1 кон необходимо выполнение условия, при котором осуществляют дополнительное непрерывное охлаждение обрабатываемой поверхности охлаждающей жидкостью (водой). Именно дополнительное охлаждение обрабатываемой поверхности водой позволяет повысить скорость охлаждения, тем самым усилить эффект фазового наклепа, максимально увеличив плотность дислокаций до 2,7... 3,0•1011 см-2. Исследования показали, что именно формирование в поверхностном слое структуры мартенсита с содержанием углерода 0,22...0,25% и плотностью дислокаций 2,7...3,0•1011 см-2 обеспечивает одновременное повышение ударной вязкости (КС= 75,0. ..80,0 Дж/см2), числа циклов до разрушения при испытании на циклическую прочность (Np=9300...9550) и относительной износостойкости (ε= 3,5. ..3,7) - вариант 5 (см. табл. 1). В данном случае достаточно высокая плотность дислокаций в поверхностном слое обеспечивает повышение циклической прочности и относительной износостойкости. Однако значительная доля дислокаций из-за низкого содержания углерода в мартенсите остается незакрепленной и сохраняет подвижность, тем самым повышая пластичность и способствуя увеличению ударной вязкости.
Необходимость выполнения условия, при котором расстояние от центра лазерного пятна, расположенного на обрабатываемой поверхности, до фронтальной границы распространения охлаждающей жидкости на поверхности детали определяется соотношением
b=R+0,9...1,l мм,
где b - расстояние от центра лазерного пятна, расположенного на обрабатываемой поверхности, до фронтальной границы распространения охлаждающей жидкости на поверхности детали;
R - радиус лазерного пятна на обрабатываемой поверхности - основана на следующем.
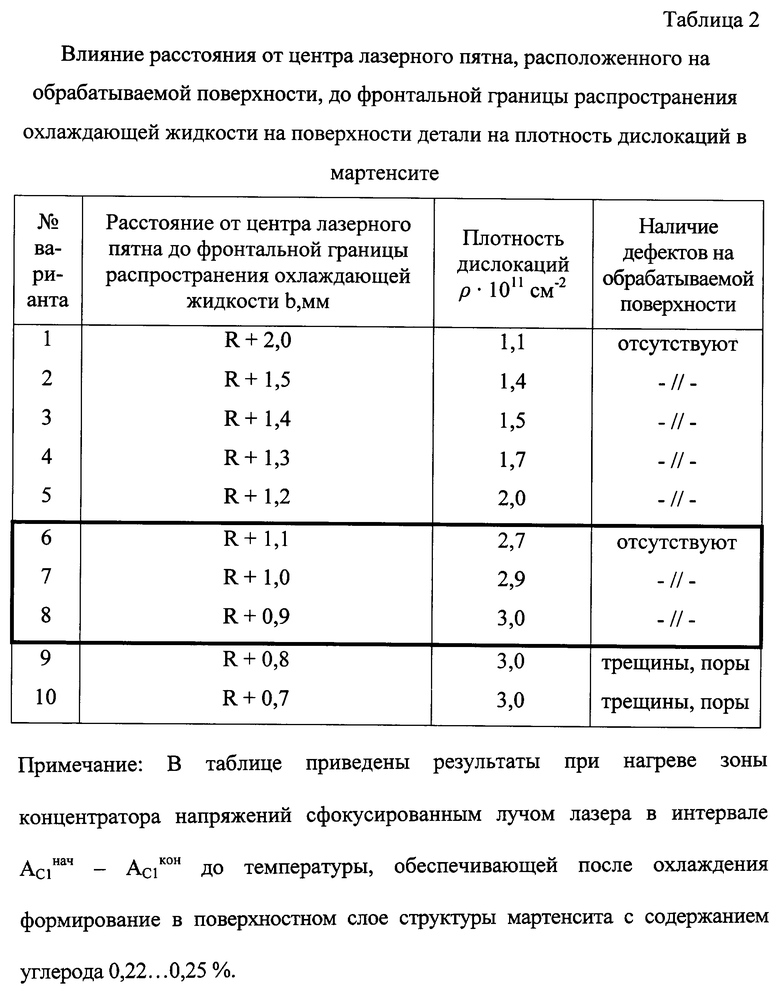
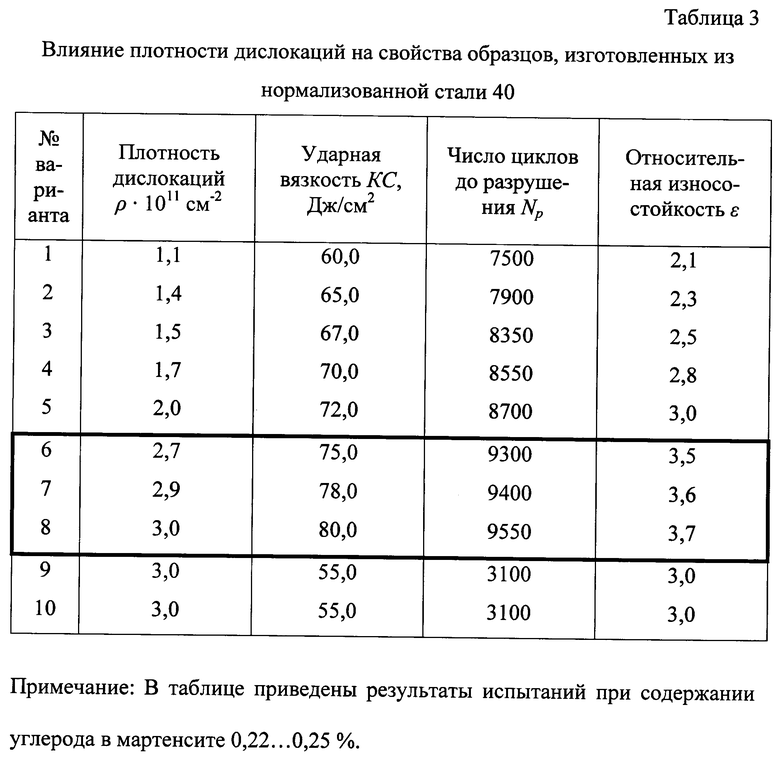
При расстоянии от центра лазерного пятна, расположенного на обрабатываемой поверхности, до фронтальной границы распространения охлаждающей жидкости на поверхности детали более R+1,1 мм (где R - радиус лазерного пятна на обрабатываемой поверхности), в результате значительного удаления центра лазерного пятна от фронтальной границы распространения охлаждающей жидкости, не обеспечивается требуемая скорость охлаждения, в результате которой будет происходить усиление эффекта фазового наклепа. В данном случае плотность дислокаций в мартенсите, содержащем углерод 0,22...0,25%, меньше 2,7•1011 см-2 (1,1. ..2,0•1011 см-2) - вариант 1...5 (см. табл. 2), что не обеспечивает максимального повышения ударной вязкости, циклической прочности и износостойкости. При этом ударная вязкость КС=60,0...72,0 Дж/см2, число циклов до разрушения при испытании на циклическую прочность Np=7500...8700, относительная износостойкость ε=2,1...3,0 - варианты 1...5 (см. табл. 3).
При расстоянии от центра лазерного пятна, расположенного на обрабатываемой поверхности, до фронтальной границы распространения охлаждающей жидкости на поверхности детали, равном R+0,9...1,1 мм (где R - радиус лазерного пятна на обрабатываемой поверхности), обеспечивается скорость охлаждения, в результате которой происходит усиление эффекта фазового наклепа, в результате которого плотность дислокаций в мартенсите, содержащем углерод 0,22... 0,25%, повышается до максимальных значений и становится равной 2,7...3,0•10 см-2 - варианты 6...8 (см. табл. 2). Именно при указанных плотности дислокаций и содержании углерода в мартенсите происходит одновременное максимальное повышение ударной вязкости (КС=75,0...80,0 Дж/см2), циклической прочности (Np= 9300...9550) и относительной износостойкости (ε=3,5...3,7) за счет формирования в поверхностном слое структуры с высокими прочностными и вязкими свойствами - варианты 6...8 (см. табл. 3).
При расстоянии от центра лазерного пятна, расположенного на обрабатываемой поверхности, до фронтальной границы распространения охлаждающей жидкости на поверхности детали менее R+0,9 мм (где R - радиус лазерного пятна на обрабатываемой поверхности) в результате сильного парообразования и вероятности попадания продуктов испарения в зону обработки в поверхностном слое при максимальной плотности дислокаций в мартенсите (3,0•1011см-2) возможно образование различного рода дефектов (трещины, раковины, поры), что способствует снижению эксплуатационных свойств детали - варианты 9...10 (см. табл. 2). В данном случае ударная вязкость КС=55,0 Дж/см2, число циклов до разрушения при испытании на циклическую прочность Np=3100, относительная износостойкость ε=3,0 - варианты 9...10 (см. табл. 3).
Таким образом, в зависимости от радиуса лазерного пятна, расположенного на обрабатываемой поверхности, приведенная выше формула позволяет целенаправленно подходить к выбору места подачи охлаждающей жидкости на обрабатываемую поверхность в процессе нагрева, обеспечивающему в комплексе с другими технологическими мероприятиями, описанными выше, повышение эксплуатационных свойств деталей, работающих в условиях многофакторного силового воздействия.
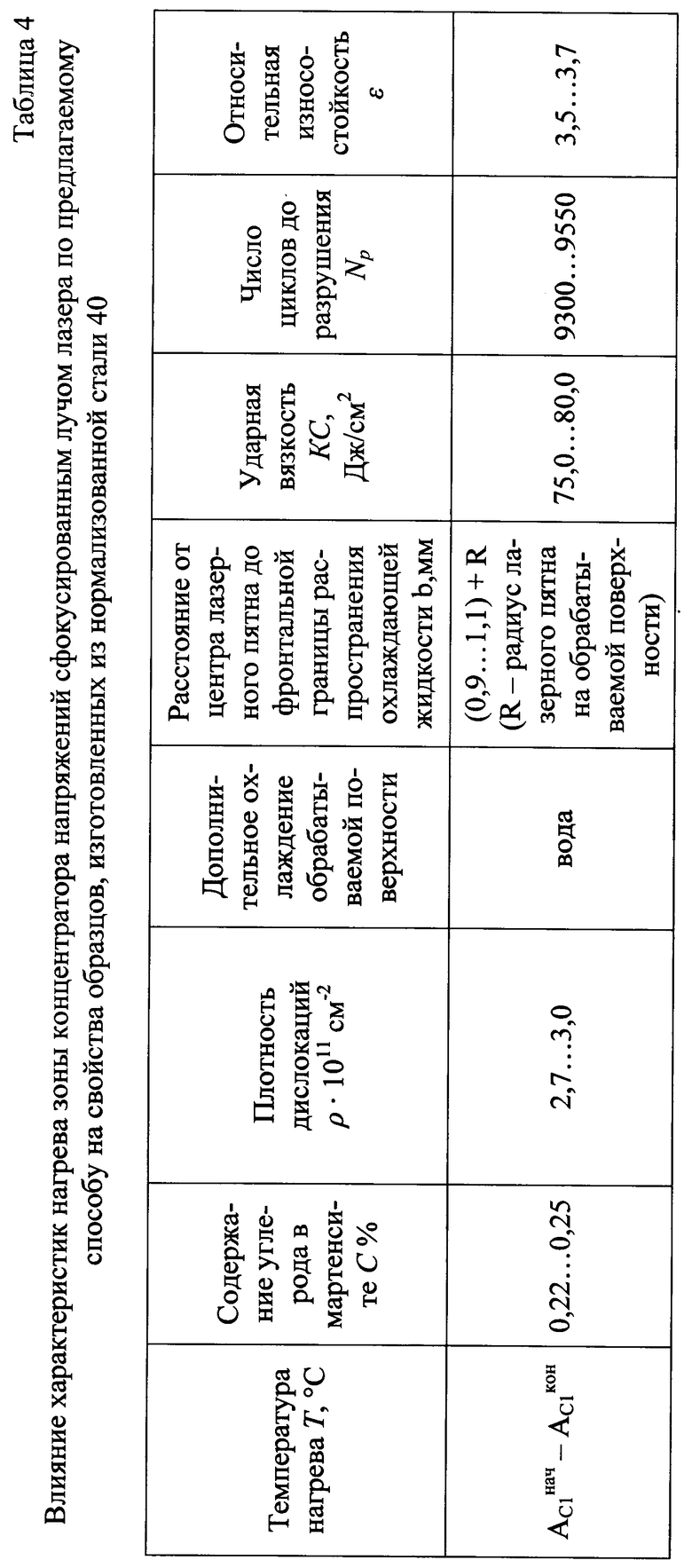
В табл. 4 приведено влияние характеристик нагрева зоны концентратора напряжений сфокусированным лучом лазера по предлагаемому способу на свойства образцов, изготовленных из нормализованной стали 40.
Проведенный заявителем анализ уровня техники, включающий поиск по патентам и научно-техническим источникам информации и выявление источников, содержащих сведения об аналогах заявляемого изобретения, позволили установить, что заявителем не обнаружен аналог, характеризующийся признаками, идентичными всем существенным признакам заявляемого изобретения, а определено из перечня выявленных аналогов прототипа как наиболее близкого по совокупности признаков аналога, позволили выявить совокупность существенных по отношению к усматриваемому заявителем техническому результату отличительных признаков в заявленном объеме, изложенных в формуле изобретения.
Следовательно, заявленное изобретение соответствует требованию "новизна" по действующему законодательству.
Для проверки соответствия заявленного изобретения требованию изобретательного уровня заявитель провел дополнительный поиск известных решений с целью выявления признаков, совпадающих с отличительными от прототипа признаками заявленного изобретения, результаты которого показывают, что заявленное изобретение не следует для специалиста явным образом из известного уровня техники, определенного заявителем, не выявлено влияние предусматриваемых существенными признаками заявленного изобретения преобразований на достижение технического результата.
Следовательно, заявленное изобретение соответствует требованию "новизны" по действующему законодательству.
Пример. Исследования проводились на ударных образцах размером 10•10•55 мм с концентратором напряжений в виде надреза глубиной 2 мм и радиусом 1 мм (образец тип I по ГОСТ 9454-78), изготовленных из среднеуглеродистой нормализованной стали 40.
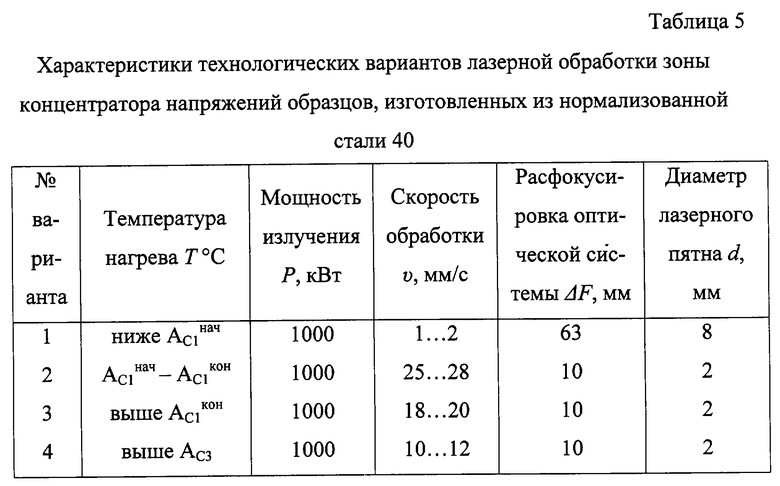
Обработку зоны концентратора напряжений сфокусированным лучом лазера осуществляли на установке непрерывного действия "Комета-2" по технологическим вариантам, характеризующимся различной температурой нагрева поверхности (см. табл. 5). Для увеличения поглощения световой энергии зону концентратора напряжений покрывали гуашью.
На фиг.1 показан ударный образец 7 и обработанная сфокусированным лучом лазера зона концентратора напряжений (обрабатываемая поверхность) 2.
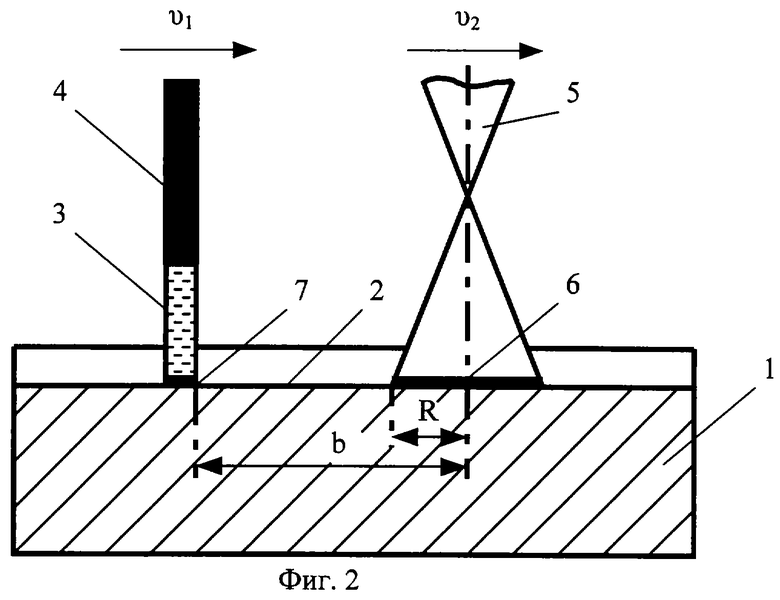
При нагреве в интервале AС1 нач-AС1 кон осуществлялось дополнительное непрерывное охлаждение обрабатываемой поверхности (фиг.2). В качестве охлаждающей жидкости использовали воду 3, которая подавалась в зону концентратора напряжений (на обрабатываемую поверхность) 2 при помощи трубки 4 по направлению движения лазерного луча 5, со скоростью v1, равной скорости v2 передвижения лазерного луча 5 по зоне концентратора напряжений (обрабатываемой поверхности) 2. С целью формирования оптимальных свойств, наряду с изменением температуры нагрева сфокусированным лучом лазера зоны концентратора напряжений (обрабатываемой поверхности) 2 изменяли расстояние от центра лазерного пятна 6, расположенного в зоне концентратора напряжений (на обрабатываемой поверхности) 2 до фронтальной границы распространения охлаждающей жидкости 7 в зоне концентратора напряжений (на обрабатываемой поверхности) ударного образца 1.
Микростроение поверхностного слоя в зоне концентратора напряжений изучали методом оптической микроскопии с использованием микроскопа МИМ-8.
Содержание углерода и плотность дислокаций в мартенсите в поверхностном слое концентратора напряжений определяли рентгеновским способом на дифрактометре ДРОН-3.
Испытания на ударную вязкость проводили по ГОСТ 9454-78 при комнатной температуре на маятниковом копре МК-30.
Число циклов до разрушения при испытании на циклическую прочность определяли на гидропульсаторе МУП-20 при отнулевом цикле нагружения по методу 3-точечного изгиба.
Относительная износостойкость определялась на установке "Савин-Шкода" при внедрении вращающегося эталонного ролика в исследуемую поверхность. За единицу была принята износостойкость стали 40 в нормализованном состоянии.
Ударную вязкость, число циклов до разрушения и относительную износостойкость определяли как среднее значение по результатам испытаний пяти образцов для каждого варианта нагрева зоны концентратора напряжений сфокусированным лучом лазера, а также исходного состояния стали.
При испытании образцов, изготовленных из нормализованной стали 40, были получены следующие результаты: ударная вязкость КС=55 Дж/см2; число циклов до разрушения при испытании на циклическую прочность Np=3100; полученные результаты при определении износостойкости были приняты за единицу - вариант 6 (см. табл. 1).
Также были проведены испытания образцов при различном нагреве зоны концентратора напряжений сфокусированным лучом лазера. Из табл. 1 видно, что максимальные значения ударной вязкости КС=75,0...80,0 Дж/см2, числа циклов до разрушения при испытании на циклическую прочность Np=9300...9550 и относительной износостойкости ε=3,5...3,7 соответствуют пятому варианту, при котором нагрев зоны концентратора напряжений сфокусированным лучом лазера проводят в интервале AС1 нач-АС1 кон температуры, определяемой экспериментально, обеспечивающей после охлаждения формирование в поверхностном слое структуры мартенсита с содержанием углерода 0,22...0,25% и плотностью дислокаций 2,7...3,0•1011 см-2.
Металлографические и рентгеноструктурные исследования показали, что именно при указанном содержании углерода и плотности дислокации в мартенсите происходит одновременное максимальное повышение ударной вязкости, циклической прочности и относительной износостойкости за счет формирования в поверхностном слое структуры с высокими прочностными и вязкими свойствами. Установлено, что в данном случае достаточно высокая плотность дислокаций в поверхностном слое (2,7. . .3,0•1011 см-2) обеспечивает повышение циклической прочности и износостойкости. При этом значительная доля дислокаций из-за низкого содержания углерода в мартенсите (0,22...0,25%) остается незакрепленной и сохраняет подвижность, тем самым повышая пластичность и способствуя увеличению ударной вязкости.
Влияние характеристик нагрева зоны концентратора напряжений сфокусированным лучом лазера по предлагаемому способу на свойства образцов, изготовленных из нормализованной стали 40, приведены в табл. 4. Из табл. 4 видно, что для получения максимальных значений ударной вязкости, циклической прочности и износостойкости необходим нагрев зоны концентратора напряжений сфокусированным лучом лазера в интервале AС1 нач-AС1 кон до температуры, обеспечивающей после охлаждения формирование в поверхностном слое структуры мартенсита с содержанием углерода 0,22. . .0,25% и плотностью дислокаций 2,7...3,0•1011 см-2. При этом в процессе нагрева необходимо осуществлять дополнительное непрерывное охлаждение обрабатываемой поверхности охлаждающей жидкостью (водой), фронтальная граница распространения которой находится от центра лазерного пятна, расположенного на обрабатываемой поверхности на расстояние R+0,9. ..1,1 мм (где R - радиус лазерного пятна на обрабатываемой поверхности).
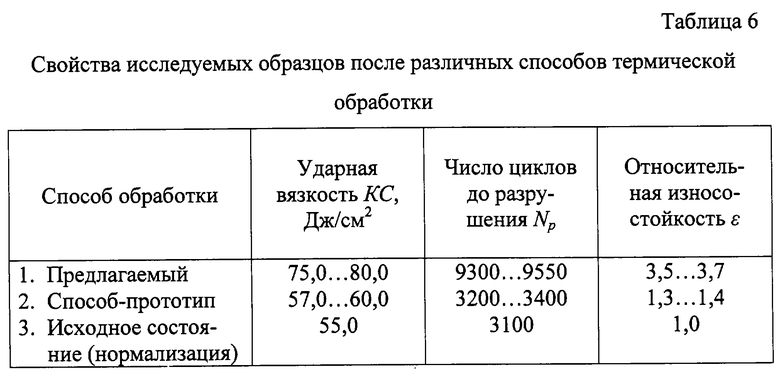
Одновременно проведены испытания образцов в исходном состоянии (после нормализации) и по способу-прототипу. Результаты испытаний представлены в табл. 6.
Из табл. 6 видно, что предлагаемый способ термической обработки стальных конструкций с концентраторами напряжений обеспечивает повышение ударной вязкости, циклической прочности и относительной износостойкости по сравнению со способом-прототипом и исходным состоянием материала.
Итак, использование предлагаемого способа термической обработки стальных конструкций с концентраторами напряжений обеспечивает
- повышение ударной вязкости на 27...32%, циклической прочности в 3 раза, износостойкости в 3,3...3,7 раза по сравнению с исходным состоянием материала;
- повышение ударной вязкости на 24...25%, циклической прочности в 2,8... 2,9 раза, износостойкости в 2,6...2,7 раза по сравнению со способом-прототипом.
Таким образом, вышеизложенные сведения свидетельствуют о выполнении при использовании заявленного изобретения следующей совокупности условий:
- средство, воплощающее заявленное изобретение при его осуществлении, предназначено для использования в машиностроении для получения требуемого комплекса свойств (ударная вязкость, циклическая прочность и износостойкость) при изготовлении деталей с конструктивными концентраторами напряжений, работающих в условиях многофакторного силового воздействия;
- для заявленного изобретения в том виде, как оно охарактеризовано в формуле изобретения, подтверждена возможность его осуществления с помощью выше описанных в заявке средств и методов;
- средство, воплощающее заявленное изобретение при его осуществлении, способно обеспечить достижение усматриваемого заявителем технического результата.
Следовательно, заявленное изобретение соответствует требованию "промышленная применимость" по действующему законодательству.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ВОССТАНОВЛЕНИЯ МЕТАЛЛИЧЕСКИХ ИЗДЕЛИЙ | 1995 |
|
RU2087548C1 |
| СПОСОБ ЛАЗЕРНОЙ ТЕРМИЧЕСКОЙ ОБРАБОТКИ РАБОЧЕЙ ПОВЕРХНОСТИ ЗУБЬЕВ ШЕСТЕРНИ | 2011 |
|
RU2482194C2 |
| СПОСОБ ОБРАБОТКИ ПОВЕРХНОСТЕЙ ТРЕНИЯ | 2000 |
|
RU2161211C1 |
| СПОСОБ РЕМОНТА ДЕФЕКТОВ ЛИТЬЯ | 2001 |
|
RU2194603C1 |
| СПОСОБ ПОЛУЧЕНИЯ АНТИФРИКЦИОННЫХ ПОКРЫТИЙ | 2000 |
|
RU2161171C1 |
| СПОСОБ ЛАЗЕРНОЙ ЗАКАЛКИ СТАЛЬНЫХ ИЗДЕЛИЙ | 1999 |
|
RU2153009C1 |
| Способ лазерной закалки стали при широкой дорожке упрочнения | 2018 |
|
RU2703768C1 |
| СПОСОБ УПРОЧНЕНИЯ РАЗДЕЛИТЕЛЬНОГО ШТАМПА | 2014 |
|
RU2566224C1 |
| Способ лазерной обработки деталей тел вращения из инструментальных сталей | 2020 |
|
RU2734826C1 |
| СПОСОБ ОБРАБОТКИ СТАЛЬНЫХ ИЗДЕЛИЙ | 2000 |
|
RU2194773C2 |
Изобретение относится к термической обработке стали и может быть использовано в машиностроении для получения требуемого комплекса свойств при изготовлении деталей с конструктивными концентраторами напряжений, работающих в условиях многофакторного силового воздействий. Технический результат - повышение ударной вязкости, циклической прочности и износостойкости. Сущность изобретения заключается в том, что нагрев зоны концентратора напряжений сфокусированным лучом лазера проводят в интервале АС1 нач-АС1 кон до температуры, обеспечивающей после охлаждения формирование в поверхностном слое структуры мартенсита с содержанием углерода 0,22...0,25% и плотностью дислокаций 2,7. . .3,0•1011 см-2, в процессе нагрева осуществляют дополнительное непрерывное охлаждение обрабатываемой поверхности охлаждающей жидкостью, при этом расстояние от центра лазерного пятна, расположенного на обрабатываемой поверхности, до фронтальной границы распространения охлаждающей жидкости на поверхности детали определяется соотношением b=R+0,9...1,1 мм, где b - расстояние от центра лазерного пятна, расположенного на обрабатываемой поверхности, до фронтальной границы распространения охлаждающей жидкости на поверхности детали; R - радиус лазерного пятна на обрабатываемой поверхности. 6 табл., 2 ил.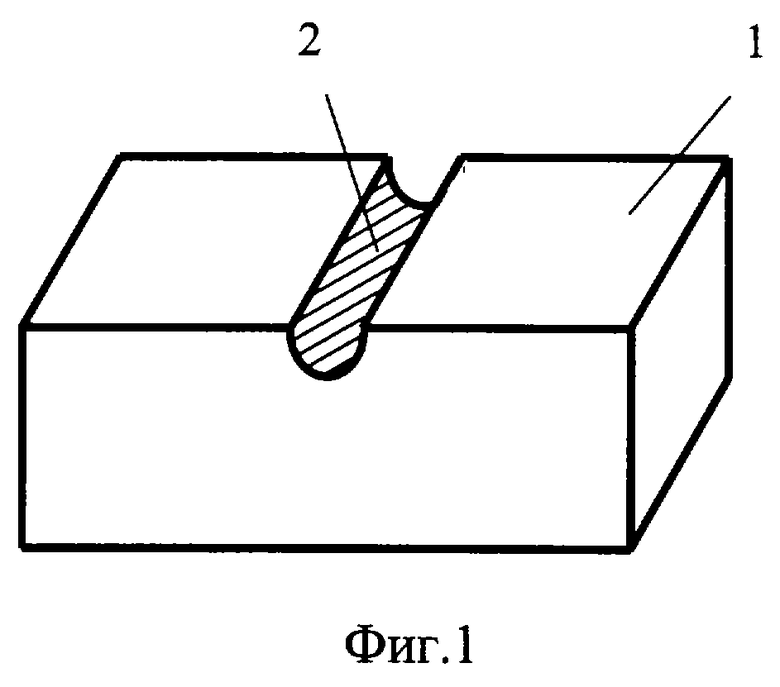
Способ термической обработки стальных конструкций с концентраторами напряжений, включающий нагрев зоны концентратора напряжений сфокусированным лучом лазера и последующее охлаждение в массу металла, отличающийся тем, что нагрев зоны концентратора напряжений сфокусированным лучом лазера проводят в интервале АС1 нач-АС1 кон до температуры, обеспечивающей после охлаждения формирование в поверхностном слое структуры мартенсита с содержанием углерода 0,22. . . 0,25% и плотностью дислокаций 2,7. . . 3,0•1011 см-2, в процессе нагрева осуществляют дополнительное непрерывное охлаждение обрабатываемой поверхности охлаждающей жидкостью, при этом расстояние от центра лазерного пятна, расположенного на обрабатываемой поверхности, до фронтальной границы распространения охлаждающей жидкости на поверхности детали определяется соотношением b= R+0,9. . . 1,1 мм, где b - расстояние от центра лазерного пятна, расположенного на обрабатываемой поверхности, до фронтальной границы распространения охлаждающей жидкости на поверхности детали; R - радиус лазерного пятна на обрабатываемой поверхности.
| ГУРЬЕВ А.В., ТЕСКЕР Е.И | |||
| Применение лазерной обработки для деталей с концентраторами напряжений | |||
| Переносная печь для варки пищи и отопления в окопах, походных помещениях и т.п. | 1921 |
|
SU3A1 |
| СПОСОБ КОНТРОЛЯ ТОЛЩИНЫ УПРОЧНЕННОГО СЛОЯ ПРИ ЛАЗЕРНОЙ ТЕРМИЧЕСКОЙ ОБРАБОТКЕ МЕТАЛЛИЧЕСКИХ ИЗДЕЛИЙ | 1990 |
|
SU1832730A1 |
| СПОСОБ ТЕРМИЧЕСКОЙ ОБРАБОТКИ ДИСКОВ ПИЛ ГОРЯЧЕЙ РЕЗКИ ПРОКАТА | 1996 |
|
RU2113512C1 |
| СПОСОБ ОБРАБОТКИ РЕЗЬБОВОГО ИЗДЕЛИЯ | 1992 |
|
RU2047661C1 |

