Изобретение относится к нанесению гальванических покрытий, предназначено для хромирования мелких деталей эвеиьен пильной цепи и является усовершенствованием устройства по авт. авт.св. № 996528.
Цель изобретения - повьшдение качества хромового покрытия.
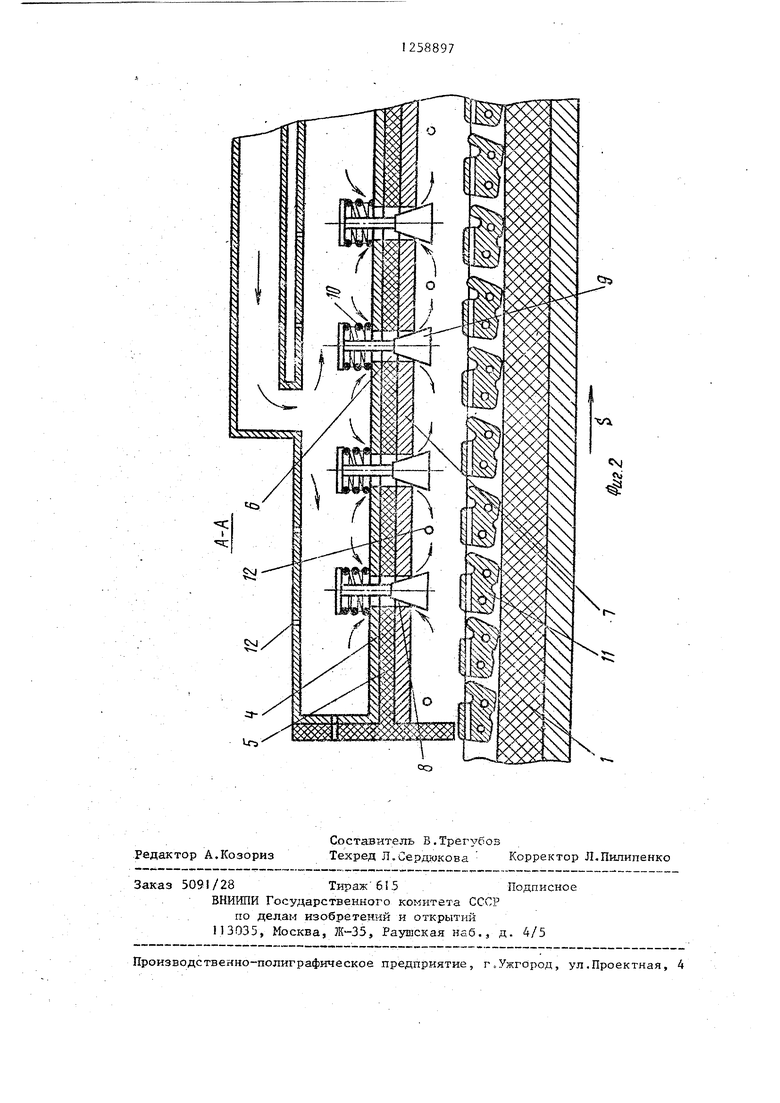
На фиг.1 представлена установка, общий в.ид; на-фиг. 2 - сечение А-А на фиг.1.
Установка содержит бесконечный эластичный ремень 1, на верхней ветви которого размещены ванна 2 травления и ванна 3 хромирования, трубопроводы 4 для подвода электролита. Каждая электролитическая ванна образована корпусом 5 с отверстиями 6 по всей длине для соединения с трубо проводом 4 и поверхностью эластичного ремня 1. Внутри ванны 3 расположен анод 7 с отверстиями 8, оси которых совпадают с отверстиями 6 и которые снабжены клапанами 9, подпружиненными пруясинами, 10, расположенными над поверхностью обрабатываемых деталей 1 Г. Верхние и боковые части трубопроводов 4 и корпуса 5 снабжены стравливающи-ми отверстиями 12.
Установка работает следующим образом.
Детали И 5 подлежащие хромирова- нио, загружают в вибробункер (не показан) , из которого направленно подают их на эластичный бесконечный ремень 1 , после чего включают его- . привод (не показан} и детали поступают вначале в ванну 2 анодного травления, а затем в ванну 3 хромирования. Одновременно с включением привода включают подачу электролита и ток. Электролит под давлением подают в трубопровод 4..За счет разности давлений в трубопроводе 4 и корпусе 5 клапан 9 движется вниз, пружина 10 сжимается и электролит через отверстия 6 и 8 поступает в полость ванн 2 и 3. Пружины 10 рассчитаны на одинаковое усилие, поэтому при достижении заданного давления в трубопроводе 4 срабатывают одногг временно, что позволяет получать равномерное заполнение ванн 2 и 3 по
всей длине. В процессе работы из-за наличия допусков на разнотолщинность по длине .ремня 1 зазор между ремнем 1 и стенками корпуса 5 меняется, что ведет к изменению давления в
полости электролитических ванн 2 и 3. iCnanaH 9 отрабатьшает изменения давлений, открывая или закрьшая отверстия 6 и 8, тем самым поддерживается технологическое давление, предотвращается разрьш сплошности потока в процессе работы.
В процессе работы через стравливаг- ющие отверстия i 2 под давлением электролита выделяющийся газ вытесняется из замкнутых зон. Диаметр стравливающего отверстия 12 выбирают из условия расхода электролита, однако он не должен быть настолько малгхм, чтобы
служить капшшяром.
Конструктивные особенности предлагаемой установки повьпяают качество получаемых покрытий и выход годных изделий.
U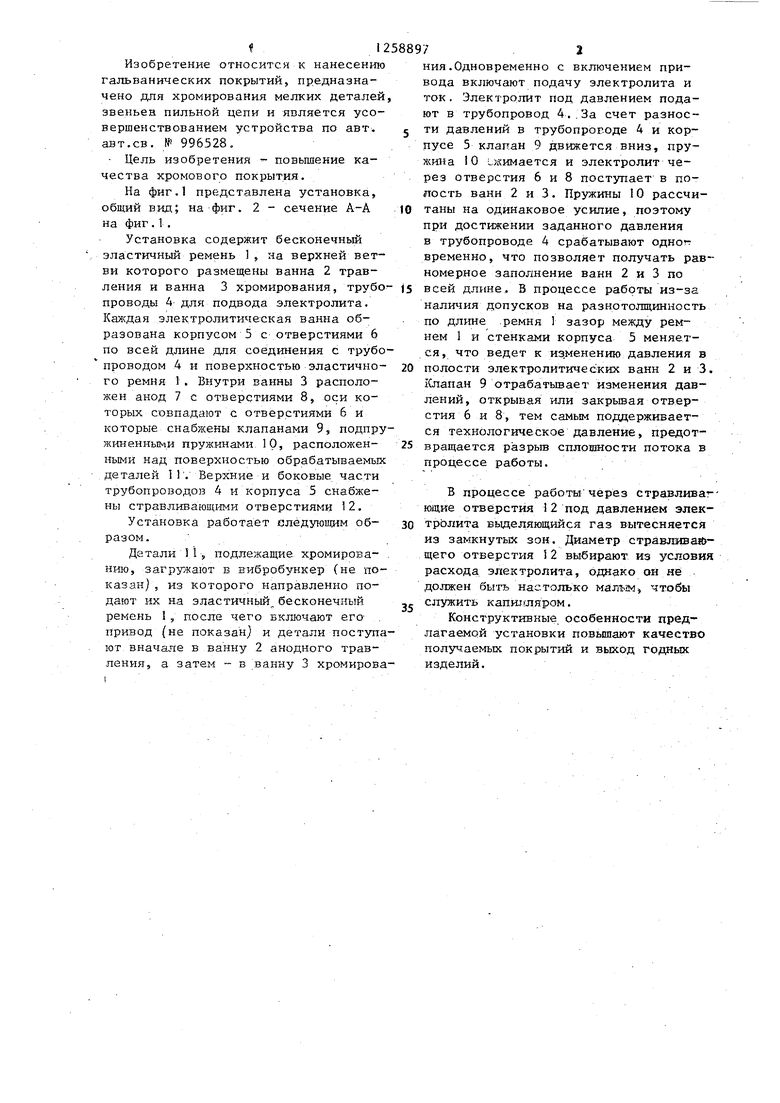
| название | год | авторы | номер документа |
|---|---|---|---|
| Установка для нанесения гальванических покрытий на мелкие детали | 1981 |
|
SU996528A1 |
| Установка для гальванической обработки | 1981 |
|
SU950805A1 |
| Установка для электролитического нанесения покрытий на длинномерные цилиндрические изделия | 2024 |
|
RU2840882C1 |
| Установка для хромирования внутренних поверхностей деталей | 2020 |
|
RU2749954C1 |
| ГАЛЬВАНИЧЕСКИЙ БАРАБАН ДЛЯ ОБРАБОТКИ КРУПНЫХ И МЕЛКИХ ДЕТАЛЕЙ И ПАРТИЙ | 1990 |
|
RU2029800C1 |
| УСТРОЙСТВО ДЛЯ ГАЛЬВАНОМЕХАНИЧЕСКОГО ОСАЖДЕНИЯ ПОКРЫТИЙ | 2012 |
|
RU2503753C1 |
| СПОСОБ ХРОМИРОВАНИЯ | 2002 |
|
RU2215830C1 |
| УСТРОЙСТВО ДЛЯ НАНЕСЕНИЯ ЭЛЕКТРОЛИТИЧЕСКОГО ПОКРЫТИЯ НА ИНСТРУМЕНТ СО СЛОЖНОПРОФИЛЬНЫМИ РАБОЧИМИ УЧАСТКАМИ ПОВЕРХНОСТЕЙ | 2013 |
|
RU2557406C2 |
| Установка для восстановления и упрочнения валов | 1989 |
|
SU1673647A1 |
| Способ плазменно-электрохимического формирования наноструктурированного хромового гладкого покрытия | 2021 |
|
RU2773545C1 |
Редактор А.Козориз
Составитель Б.Трегубов
Техред Л.Сердгокова Корректор Л.Пилипенко
Заказ 5091/28Тираж 615Подписное
ВНИИПИ Государственного комитета СССР . по делам изобретений и открытий
113035, Москва, Ж-35, наб., д. 4/5
Прокзводственно-полиграфическое предприятие, г.Ужгород, ул.Проектная, 4
| Ав.торское свидетельство СССР If | |||
| Установка для нанесения гальванических покрытий на мелкие детали | 1981 |
|
SU996528A1 |
| Видоизменение пишущей машины для тюркско-арабского шрифта | 1923 |
|
SU25A1 |
