(54) ГОРИЗОНТАЛЬНЫЙ КРИСТАЛЛИЗАТОР ДЛЯ НЕПРЕРЫВНОЙ
РАЗЛИВКИ
| название | год | авторы | номер документа |
|---|---|---|---|
| Кристаллизатор с теплопроводным слоем для горизонтального и наклонного непрерывного литья и материал теплопроводного слоя | 1982 |
|
SU1096021A1 |
| МНОГОРУЧЬЕВОЙ КРИСТАЛЛИЗАТОР НЕПРЕРЫВНОГО ГОРИЗОНТАЛЬНОГО ЛИТЬЯ | 1997 |
|
RU2162767C2 |
| Кристаллизатор для непрерывного литья металлов | 1978 |
|
SU725789A1 |
| Способ непрерывного литья полых заготовок | 1989 |
|
SU1703244A1 |
| СПОСОБ НЕПРЕРЫВНОГО ГОРИЗОНТАЛЬНОГО ЛИТЬЯ, УСТАНОВКА ДЛЯ ОСУЩЕСТВЛЕНИЯ СПОСОБА, КРИСТАЛЛИЗАТОР И УСТРОЙСТВО ДЛЯ ВЫТЯЖКИ СЛИТКА | 2005 |
|
RU2304484C2 |
| Способ непрерывного горизонтального литья полых слитков | 1982 |
|
SU1080918A1 |
| Способ горизонтального непрерывного литья заготовок и машина для его осуществления | 1982 |
|
SU1138232A1 |
| Устройство для горизонтального непрерывного литья заготовок круглого поперечного сечения из металлов и сплавов | 1991 |
|
SU1787664A1 |
| УСТАНОВКА ДЛЯ НЕПРЕРЫВНОГО ВЕРТИКАЛЬНОГО ЛИТЬЯ ТРУБНЫХ ЗАГОТОВОК | 2002 |
|
RU2211745C1 |
| СПОСОБ НЕПРЕРЫВНОГО ГОРИЗОНТАЛЬНОГО ЛИТЬЯ, УСТАНОВКА ДЛЯ ОСУЩЕСТВЛЕНИЯ СПОСОБА, МНОГОРУЧЬЕВОЙ КРИСТАЛЛИЗАТОР, ТЯНУЩЕЕ УСТРОЙСТВО И МОТАЛКА ДЛЯ СМАТЫВАНИЯ СЛИТКА В БУНТЫ ДЛЯ ЭТОЙ УСТАНОВКИ | 1993 |
|
RU2027541C1 |
1
Изобретение относится к металлург ни, а точнее к непрерывной разливке ветных и жаропрочных сплавов.
Известны кристаллизаторыс графитовой втулкой, которая одним концом соединена с металлоприемником, а другим вставлена в водоохлажДаемыйкожух 1. В этом устройстве контакт между графитовой втулкой и охлаждающим кожухом достигается притиркой, для чего сопрягаемые поверхности выполняются конусными.
Однако непроизводительный ручной труд и плохие санитарно-гигиеничес-:. кие условия этого способа ограничивают его применение. Кроме того, неравномерность контакта вызывает неравномерность теплообмена, что в свою очередь приводит к короблению и искажению профиля заготовок и возникновению поверхностных дефектов. Известны устройства, устраняюйше притирку и обеспечивающие надежный плотный контакт графитовой втулки с охлаждающим кожухом за счет нанесения сетчатой накатки в первом случае или выполнения продольных во втором на контактирующей с графитовой ртуикой поверхности кожуха 2.
Однако выполнение указанных кожухов представляет некоторые трудности, а также не устраняет неравномерность охлаждения по периметру. Поэтому для получения заготовок, обладающих высокой степенью структурной и химической однородности, они не пригодны.
Известен способ подготовки крис0таллизатора к работе, согласно которому для достижения контакта между конусными сопрягаемыми поверхностями графитовой втулки и охлаждаемого кожуха применена теплопроводная об5мазка из графитового пороижа, замешанного на спиртах или зфирах 3.
Недостатками этого способа подготовки кристаллизатора к работе являются более низкая теплопроводность
0 покрытия по сравнению с чистым графитом, из которого изготовлена втулка, некоторые затруднения, возникающие при удалении обмазки после ее высыхания с поверхности охлаждающего
5 кожуха при замене графитовых втулок, а также невозможность улучшения равномерности теплопровода.
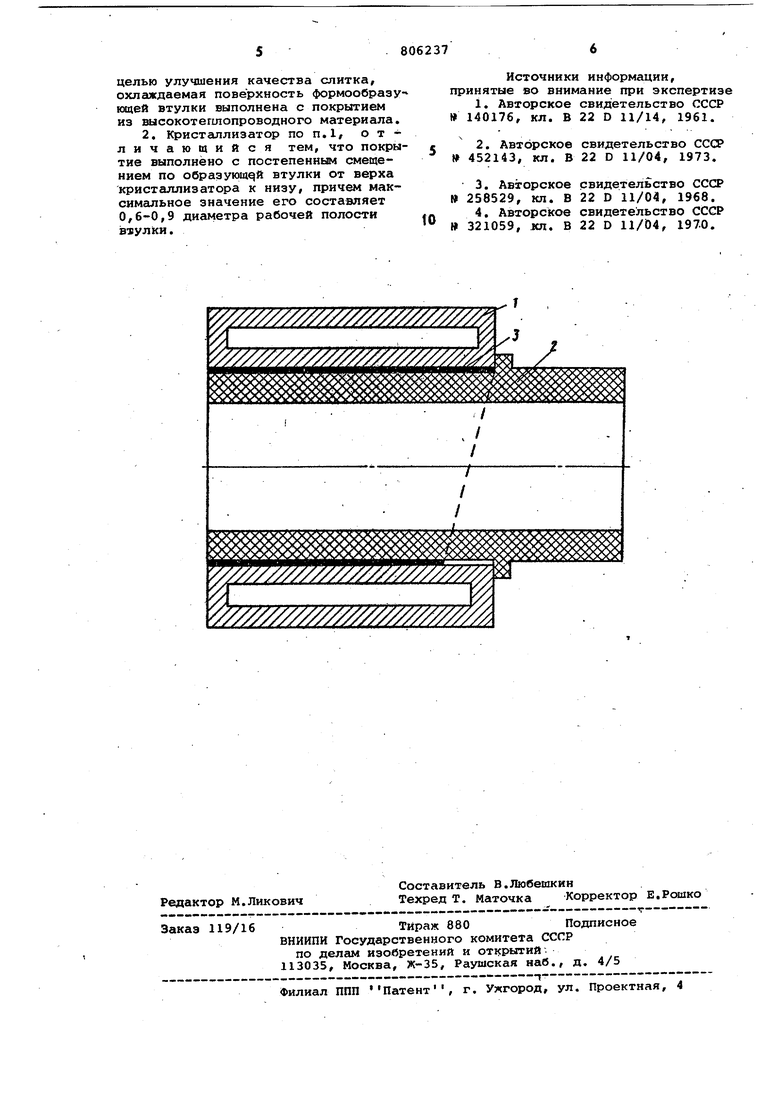
Наиболее близким к предлагаемому по технической сущности и достигае0мому результату является кристаллизатор, состоящий из медного водоохлаждаемого корпуса и керамической формообразующей втулки, в котором для увеличения теплоотвода между корпусом и втулкой установлена промежуточная втулка из легкообраба тываемого неабразивного материала 4., К недостаткам riToro кристаллизатора следует отнести невозможность достижения на практике двойного плотного контакта графито зой втулки с медным охлаждаемым кожухом и металл о керамической втулкой из-за коробления кожуха, вызываемого неравномерностью теплоотвода. Кроме того, наличие дополнительной поверх ности сопряжения ухудшает равномерность теплоотвода, что отрицат ельно сказывается на качестве слит-, ков из цветных и жаропрочных сплавов, склонных к дефектам ликвационного характера и трещинообразова- ; нию. Целью изобретения является повышение качества слитка и повышение стабильности литья за счет улучшени равномерности теплоотвода. Это достигается тем, что охлажда емая поверхность формообразующей втулки выполнена с покрытием из высокотеплопроводного материала, например меди, нанесенной электролити ческим способом. Кроме того, покрытие выполнено с постепенным смещени ем по образующей втулки, максимальное значение.которого составляет 0,6 - 0,9 диаметра рабочей полости втулки. Высокотеплопроводное покрытие позволяет вьгравнивать теплоотвод и тем самым обеспечивает получение качественных отливок. Кроме того, оно значительно повышает стойкость графитовых втулок. Смещение потфыт тия по образующей втулки на величину О,-6-0,9 диаметра рабочей полости позволяет повысить структурную одно родность слитка при литье на машина горизонтального я наклонного типа. Величина смещения 0,6-0,9 диамет ра рабочей полости втулки выбрана из условия запаздывания затвердевания по верху кристаллизатора при го ризонтальном и наклонном непрерывно литье, вызванного термокон.вективным расслоением металла в кристаллизат ре. . Смещение высокотеплопроводного покрытия в нижней части менее, чем 0,6 диаметра рабочей полости.втулк не полностью выравнивает начало за вердевания по верху и низу, а прев шение величины О,9 смещает фронт затвердевания к выходу кристаллиза тора, что снижает скорость литья. На чертеже изображен кристсшлиз тор, продольный разрез. Кристаллизатор для непрерывной азливки состоит из охлаждаемого еталлического корпуса 1, формообразующей графитовой втулки 2,. один конец которой выполнен для соединения с металлоприемником, а другой, входящий в полость охлаждаемого корпуса 1, выполнен с электролитическим покрытием 3 из высокотеплопроводного металла, например меди. Для машин вертикального и радиального типов электролитическое покрытие 3 выполнено rto всей поверхности гра итовой втулки 2, входящей в охлаждав- мый корпус 1, а для машин горизонтального или наклонного типов электролитическое покрытие 3 от начала . зоны охлаждения выполнено с постепенным смещением от верха к низу и в нижней части достигает величины 0,6-0,9 диаметра рабочей полости втулки 2. Пример. Изготовляют кристаллизатор для литья слитков диаметром 90 мм из бронзы марки ОЦС 5-5-5. Для получения высокотеплопроводного покрытия используют способ электролитического осаждения меди на поверхность графитовой втулки.Покрытие наносят в ванне, р&ботающей без перемешивания при плотности тока 1-2 А/дм 2. Состав электролита, г/л:; Си504 200 Фенол10 Добавление фенола способствует получению плотного мелкокристаллического покрытия и выравниванию шероховатой поверхности графитовой втулки.. Анодом служит цилиндр, изготовленный из горячекатаного листа меди марки МО. Изменение температуры поверхности графитовой втулки без покрытия и в высокотеплопроводном слое изучается при помощи термопар типа X-А, показания которых записываются пятью 24-х точечными приборами ЭПП09. Термопары монтируются на поверхности графитовой втулки и в высокотеплопроводном слое в шахматном порядке по 50 штук в верхней и нижней поло.вине. Улучшение равномерности теплоотвода и структурной однородности бронзовых слитков позволяет увеличить выход годного на 20%, Формула изобретения 1. Горизонтальный кристаллизатор для непрерывной разливки включающий водоохлаждаемый корпус и формообразующую втулку, контактирующую через промежуточный материгш, о т личающийся тем, что, с
целью улучшения качества слитка, охлаждаемая поверхность формообразу кяцей втулки выполнена с покрытием из высокотегшопроводного материала, 2. Кристаллизатор по п.1, отличающийся тем, что покрытие выполнено с постепенным смещением по образующей втулки от верха кристаллизатора к низу, причем максимальное значение его составляет 0,6-0,9 диаметра рабочей полости в Булки.
Источники информации, принятые во внимание при экспертизе
У///////////////
