Изобретение относится к химической технологии, в частности к области получения древесных пластиков.
Известны композиции на основе ФФС с использованием различных лигнинсодержащих веществ: сульфатного лигнина (а.с. СССР N 496290, кл. C 08 G 5/05, 1974), гидролизного лигнина (а. с. СССР N 163349, кл. C 08 G 8/28, 1964), шлам-лигнина (а. с. СССР N 441268 кл. C 08 G 8/24, 1974), лигносульфонатов (патент США N 3931070, кл. 260-17.5, опублик. 1976, патент США N 4127544, кл. 260-17.5, опублик. 1978).
Лигнинсодержащие вещества являются многотоннажными отходами химической переработки древесины. Их состав, а следовательно, и химическая реакционная способность по отношению к другим веществам различны. Применение лигнинсодержащих веществ для получения композиций на основе ФФС требует разработки определенных условий для каждого их вида.
Большинство предложенных композиций на основе ФФС и лигнинсодержащих веществ предусматривает предварительную обработку лигнинсодержащих веществ перед применением их в производстве смол. Так, гидролизный лигнин обрабатывают щелочью под давлением и при температуре. Применение сульфатного лигнина для синтеза ЛФФС, как правило, требует предварительного его выделения из черных щелоков, что связано с использованием значительных количеств нейтрализующих щелочь реагентов - серной кислоты или углекислого газа, необходимого кислотоупорного оборудования, а также специальных фильтрующих устройств для отделения лигнина из кислого раствора.
Наиболее близким к изобретению является композиция, полученная на основе ФФС путем конденсации при нагревании в присутствии едкого натра фенола и формальдегида с добавлением к полученному конденсату 40% лигносодержащего карамельного осадка предгидролизатов сульфатцеллюлозного производства в 4%-ном водном растворе щелочи (а.с. СССР N 131406, кл. C 08 G 8/28, опублик. 1987).
Недостатком известной композиции является то, что она содержит в свободном состоянии значительное количество фенола и формальдегида, являющихся токсичными веществами.
Технический результат - снижение токсичности ФФС.
Технический результат достигается тем, что композиция для изготовления древесных пластиков представляет собой продукт взаимодействия ФФС и эмульсии таллового лигнина. Талловый лигнин является отходом сульфатно-целлюлозного производства и представляет собой пастообразный продукт, плохо смешивающийся с водой, и имеет следующие показатели:
Влажность, % - 45,3
Зольность, % - 3,8
Общая кислотность, % ед. H2SO4 - 6,3
Кислотное число, мг KOH/г - 87
Число омыления, мг KOH/г - 115
Сумма жирных, смоляных кислот и нейтральных веществ (СЖН) - 34,5
Лигнин - 6,7
В результате анализа состава смоляных и жирных кислот, выделенных из таллового лигнина, было обнаружено, что в составе жирных кислот преобладают непредельные с числом углеродных атомов C18 с одной, двумя и тремя двойными связями, в том числе и в сопряженном состоянии. Такие кислоты способны полимеризоваться в условиях прессования, что может способствовать повышению прочностных свойств древесных пластиков, полученных на основе смолы, модифицированной талловым лигнином.
Исследования показали наличие в составе таллового лигнина значительного количества смоляных кислот, а в составе последних - высокой массовой доли абиетиеновой кислоты (56,6%). Известно, что смоляные кислоты могут вступать в химические реакции с фенолом и формальдегидом (Славянский А.К., Медников Ф. А. , Технология лесохимических производств, М., Гослесбумиздат, 1962, с. 205). На основании этих данных можно ожидать существенного снижения содержания свободных фенола и формальдегида в клеевых композициях ФФС и таллового лигнина.
С целью хорошего совмещения таллового лигнина со смолой на его основе готовят водно-аммиачную эмульсию. Также можно предположить, что присутствие аммиака в эмульсии будет способствовать связыванию свободного формальдегида в смоле и в древесных пластиках на ее основе.
Эмульсию таллового лигнина готовят следующим образом: в одногорлую колбу помещают 100 массовых частей таллового лигнина, 35 массовых частей 25%-ной аммиачной воды и 100 массовых частей воды. Смесь нагревают до 70-80oC и тщательно перемешивают автоматической мешалкой в течение 30 минут. В результате получается 40% эмульсия таллового лигнина.
Пример 1. В трехгорлую колбу, снабженную мешалкой, термометром, обратным холодильником, загружают 24,62 г фенола, 14,95 щелочи и 18,8 мл воды (из расчета 46% сухих веществ), перемешивают, нагревают и при 40-42oC вводят первую порцию 43,9 г (92,0%) формалина, доводят температуру до 80-85oC и выдерживают при этой температуре 40-45 мин. Затем смесь осторожно в течение 15 мин доводят до кипения и кипятят 10 мин. После кипячения смесь за 10-15 мин охлаждают до 80-85oC, вводят вторую порцию 4,25 г формалина, за 5-10 мин температуру повышают до 85-90oC и выдерживают при этой температуре до достижения вязкости 0,83-0,93 Па/с по B3-4. Массовое соотношение фенола:формальдегида:щелочи - 1:0,9:0:3.
К полученному фенолформальдегидному конденсату добавляют 40%-ный раствор эмульсии таллового лигнина и нагревают при перемешивании при 60oC в течение 30 мин при массовом соотношении фенолформальдегидного конденсата и эмульсии таллового лигнина 80:20.
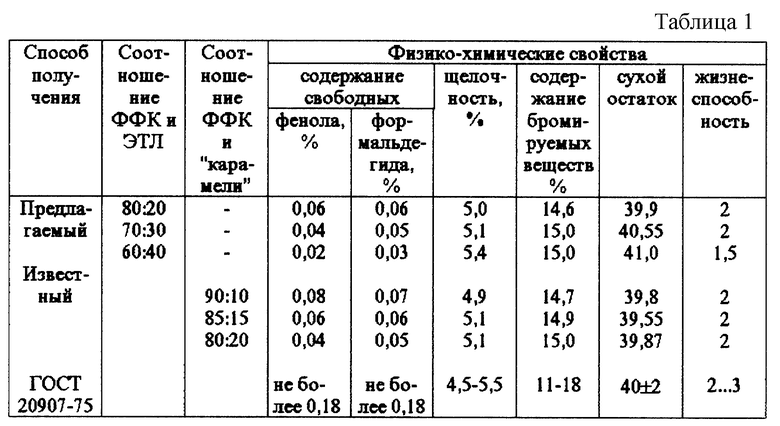
Характеристика модифицированной фенолформальдегидной смолы: свободный фенол 0,06, свободный формальдегид 0,06, жизнеспособность 2 мес.
Пример 2. Проводят аналогично примеру 1 при массовом соотношении фенолформальдегидного конденсата и эмульсии таллового лигнина 70:30.
Характеристика модифицированной фенолформальдегидной смолы: свободный фенол 0,04, свободный формальдегид 0,05, жизнеспособность 2 мес.
Пример 3. Проводят аналогично примеру 1 при массовом соотношении фенолформальдегидного конденсата и эмульсии таллового лигнина 60:40.
Характеристика модифицированной фенолформальдегидной смолы: свободный фенол 0,02, свободный формальдегид 0.03, жизнеспособность 1.5 мес.
Физико-химические свойства фенолформальдегидной смолы приведены в табл. 1.
Модифицированную смолу использовали при производстве фанеры. Клеющие свойства определяли по ГОСТ 20907-75.
Пример 4. Для проклейки использовали шпон хвойных пород древесины. На шпон влажностью 4-7% наносили модифицированную фенолформальдегиднуго смолу при массовом соотношении фенолформальдегидной смолы и эмульсии таллового лигнина 80:20 в количестве 90 г/м2. Плиты шпона собирали в пакеты, выдерживали на воздухе 10-20 мин.
Фанеру склеивали при следующих условиях:
Температура плит пресса, oC - 116±5
Время прессования, мин - 8,5
Удельное давление, МПа - 1,5
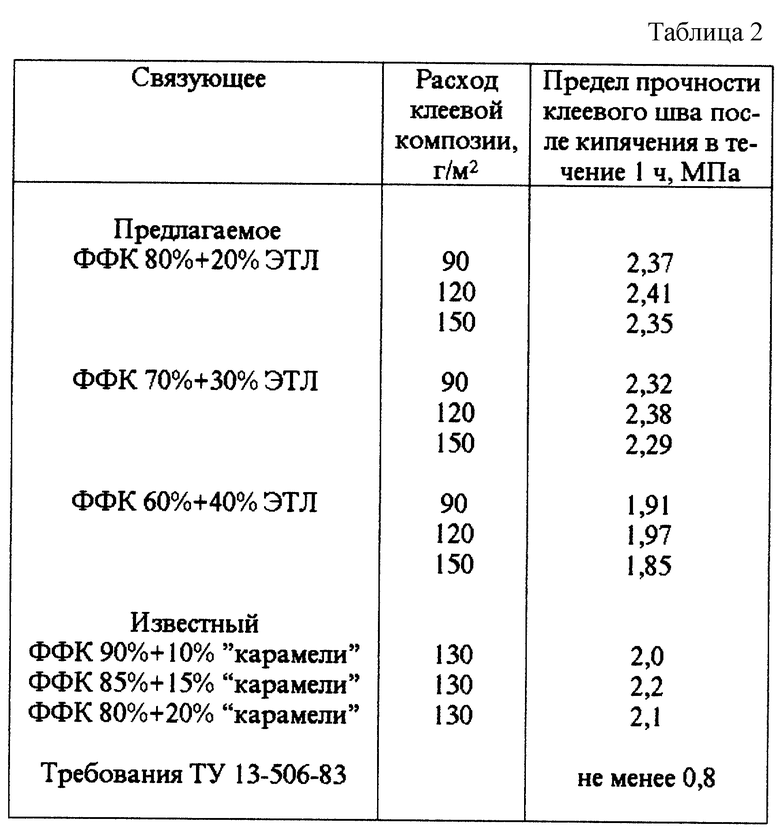
Из каждого склеенного листа вырезали образцы в соответствии с ГОСТ 9620-94, выдерживали в кипящей воде в течение 1 ч, определяли максимальную нагрузку, разрушающую образец при скалывании по клеевому шву. Результаты испытаний приведены в табл. 2.
Пример 5. Проводят аналогично примеру 4 при массовом соотношении фенолформальдегидной смолы и эмульсии таллового лигнина 70:30 с расходом композиции 90 г на м2 шпона. Результаты испытаний приведены в табл. 2.
Пример 6. Проводят аналогично примеру 4 при массовом соотношении фенолформальдегидной смолы и эмульсии таллового лигнина 60:40 с расходом композиции 90 г на м2 шпона. Результаты испытаний приведены в табл. 2.
Пример 7. Проводят аналогично примеру 4 при массовом соотношении фенолформальдегидной смолы и эмульсии таллового лигнина 80:20 с расходом композиции 120 г на м2 шпона. Результаты испытаний приведены в табл. 2.
Пример 8. Проводят аналогично примеру 4 при массовом соотношении фенолформальдегидной смолы и эмульсии таллового лигнина 70:30 с расходом композиции 120 г на м2 шпона. Результаты испытаний приведены в табл. 2.
Пример 9. Проводят аналогично примеру 4 при массовом соотношении фенолформальдегидной смолы и эмульсии таллового лигнина 60:40 с расходом композиции 120 г на м2 шпона. Результаты испытаний приведены в табл. 2.
Пример 10. Проводят аналогично примеру 4 при массовом соотношении фенолформальдегидной смолы и эмульсии таллового лигнина 80:20 с расходом композиции 150 г на м2 шпона. Результаты испытаний приведены в табл. 2.
Пример 11. Проводят аналогично примеру 4 при массовом соотношении фенолформальдегидной смолы и эмульсии таллового лигнина 70:30 с расходом композиции 150 г на м2 шпона. Результаты испытаний приведены в табл. 2.
Пример 12. Проводят аналогично примеру 4 при массовом соотношении фенолформальдегидной смолы и эмульсии таллового лигнина 60:40 с расходом композиции 150 г на м2 шпона. Результаты испытаний приведены в табл. 2.
Источники информации:
1. А.с. СССР N 496290, кл. C 08 J 5/05 1974.
2. А.с. СССР N 163349, кл. C 08 J 8/28 1964.
3. А.с. СССР N 441268, кл. C 08 J 8/24 1974.
4. Патент США N 3931070, кл. 260-17.5, опубл. 1976.
5. Патент США N 4127544, кл. 260-17.5, опубл.1978.
6. А.с. СССР N 1310406, C 08 J 8/28, 1983.
7. Славянский А.К., Медников Ф.А. Технология лесохимических производств. - М.: Гослесбумиздат, 1962, с. 205.4
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ПОЛУЧЕНИЯ МОДИФИЦИРОВАННЫХ ФЕНОЛФОРМАЛЬДЕГИДНЫХ СМОЛ | 1995 |
|
RU2100381C1 |
| СОСТАВ ДЛЯ ДРЕВЕСНОВОЛОКНИСТЫХ ПЛИТ | 1989 |
|
RU2016020C1 |
| КЛЕЕВАЯ КОМПОЗИЦИЯ ДЛЯ ДРЕВЕСНО-ВОЛОКНИСТЫХ ПЛИТ | 2001 |
|
RU2213753C2 |
| Способ получения модифицированной фенолформальдегидной смолы | 1990 |
|
SU1786042A1 |
| СПОСОБ ПОЛУЧЕНИЯ ЛИГНОФЕНОЛОФОРМАЛЬДЕГИДНОЙ СМОЛЫ | 2009 |
|
RU2423390C2 |
| КОМПОЗИЦИЯ ДЛЯ ДРЕВЕСНО-ВОЛОКНИСТЫХ ПЛИТ | 2001 |
|
RU2196791C1 |
| Композиция для древесноволокнистых плит | 1990 |
|
SU1778123A1 |
| Способ получения модифицированной фенолформальдегидной смолы | 1985 |
|
SU1310406A1 |
| СПОСОБ ПОЛУЧЕНИЯ БУМАЖНОГО МАТЕРИАЛА ДЛЯ ВНУТРЕННЕГО СЛОЯ ДЕКОРАТИВНОГО БУМАЖНО-СЛОИСТОГО ПЛАСТИКА | 1996 |
|
RU2096549C1 |
| Способ получения лигнофенолформальдегидной смолы | 2023 |
|
RU2812555C1 |
Изобретение относится к химической технологии, в частности к области получения древесных пластиков. Технический результат - снижение токсичности фенолформальдегидных смол (ФФС). Технический результат достигается тем, что используют связующее для низкотоксичных древесных пластиков, представляющее собой продукт взаимодействия ФФС и 40%-ной водно-аммиачной эмульсии таллового лигнина при следующем соотношении, мас.%: фенолформальдегидная смола 60 - 80; эмульсия таллового лигнина 20 - 40. Талловый лигнин является отходом сульфатно-целлюлозного производства и представляет собой пастообразный продукт, плохо смешивающийся с водой. 2 табл.
Связующее для низкотоксичных древесных пластиков, представляющее собой модифицированную лигнинсодержащим продуктом фенолформальдегидную смолу, отличающееся тем, что оно представляет собой продукт взаимодействия фенолформальдегидной смолы и 40%-ной водно-аммиачной эмульсии таллового лигнина при следующем соотношении компонентов, мас.%:
Фенолформальдегидная смола - 60 - 80
Эмульсия таллового лигнина - 20 - 40
| Способ получения модифицированной фенолформальдегидной смолы | 1985 |
|
SU1310406A1 |
| Способ получения фенолформальдегидного связующего | 1985 |
|
SU1249029A1 |
| Способ получения феноллигнинформальдегидной смолы | 1973 |
|
SU496290A1 |
| Состав для изготовления древесно-волокнистых плит | 1988 |
|
SU1707035A1 |
| СПОСОБ ПОЛУЧЕНИЯ МОДИФИЦИРОВАННЫХ ФЕНОЛФОРМАЛЬДЕГИДНЫХ СМОЛ | 1995 |
|
RU2100381C1 |
