Изобретение относится к обработке металлов давлением и может быть использовано для изготовления профилированных труб и плоских профилированных изделий из различных сталей и сплавов.
Известен способ изготовления профилированных труб, предусматривающий установку на оправку заготовки изделия и ее деформацию импульсной энергией - взрывным способом (см. описание изобретения к авторскому свидетельству N 18024451, МПК B 21 D 26/12, 27.11.95).
Недостатками известного способа являются образование разнотолщинности в теле заготовки (до 0,15 мм), а также невозможность изготовления длинномерных труб (до 3 м) и плоских изделий ввиду нарушения их геометрии по длине и толщине.
Кроме того, известный способ не позволяет формообразовывать труднодеформируемые материалы из высокопрочных сталей и сплавов и требует значительных временных затрат, т.е. осуществляется в несколько стадий:
- технологическая подготовка заготовки;
- деформация заготовки с получением профиля по внутреннему диаметру;
- термообработка и окончательное формообразование требуемого профиля.
В конечном результате это приводит к ухудшению качества изделия (в частности, появлению разнотолщинности), значительному расходу энергии на нагрев и предварительному формообразованию заготовки.
Задачей заявляемого технического решения является исключение указанных недостатков. Это достигается тем, что в способе изготовления профилированных труб и плоских профилированных изделий, предусматривающем установку на оправку заготовки изделия и ее деформацию импульсной энергией, внутренний периметр заготовки устанавливают равным наружному периметру оправки, при этом импульсную энергию создают по величине усилием, достаточным для создания пластической деформации на участках максимального изменения профиля заготовки (исключающим хрупкую деформацию). Причем на участках максимального изменения профиля заготовки или оправки могут наносить слой эластичного материала толщиной 0,5-1,0 мм.
Установление внутреннего периметра заготовки равным наружному периметру оправки и создание усилия по величине, достаточного для создания пластической деформации на участках максимального изменения профиля заготовки, позволяет практически исключить разнотолщинность изделия и максимально уменьшить количество операций, в частности за счет исключения стадии специальной технологической подготовки заготовки.
Нанесение слоя эластичного материала наиболее оптимально влияет на исключение разнотолщинности заготовки за счет исключения утонения стенки изделия и изменения профиля готового изделия.
Нанесения слоя эластичного материала толщиной менее 0,5 мм может привести к местному утонению стенки изделия на участках максимального изменения профиля заготовки.
Нанесение слоя толщиной более 1,0 мм может привести к изменению профиля готового изделия.
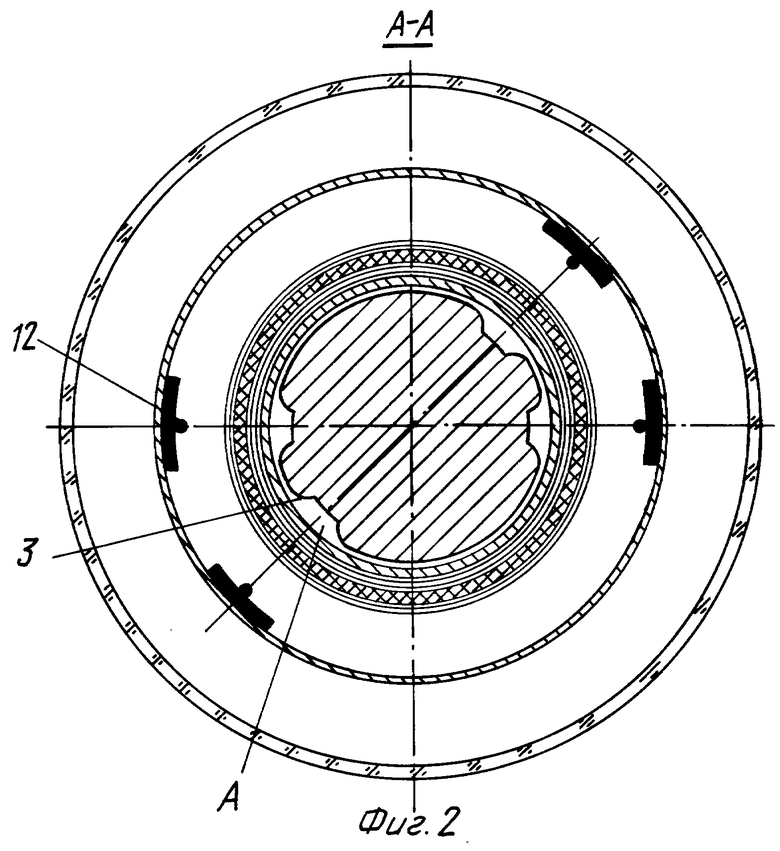
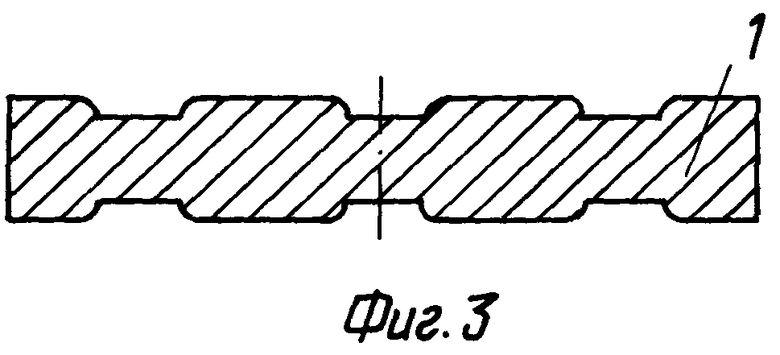
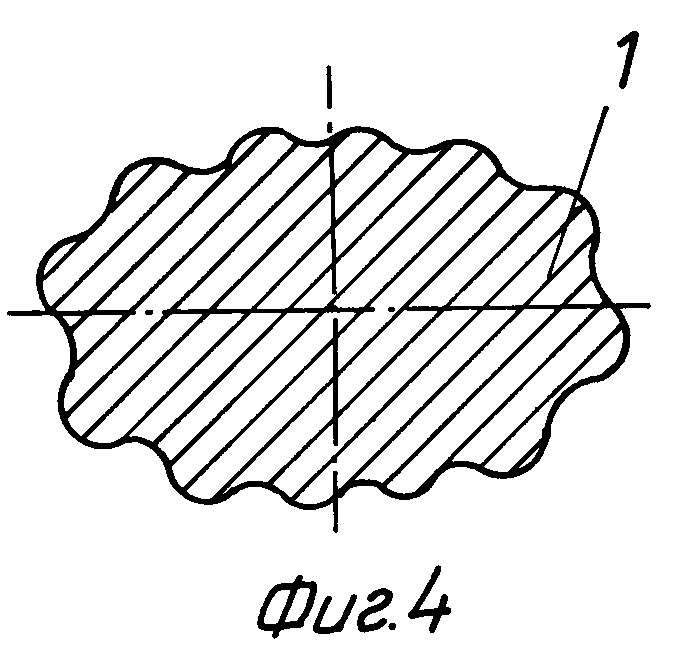
Способ поясняется чертежами, где на фиг. 1 изображен общий вид конструкции для изготовления профилированной трубы из труднодеформируемого (аустенитная сталь Х18Н10Т) материала; на фиг. 2 - поперечное сечение по фиг. 1; на фиг. 3 - оправка для изготовления плоского профилированного изделия; на фиг. 4 - вариант оправки для изготовления эллиптического профилированного изделия.
На чертежax изображено: оправка 1, заготовка 2, эластичное вещество 3, герметизирующие фланцы 4, пиротехнический состав 5, термоизолирующее вещество 6, резиновый мешок 7, фланцы 8, бассейн 9 с жидкостью 10, каркас 11, шнуровой заряд взрывчатого вещества (ВВ) 12, распределенный заряд листового ВВ 13, зона А - зона максимального прогиба профиля оправки 1.
Пример осуществления заявляемого способа.
На оправку 1 цилиндрической формы (см. фиг. 1, 2) помещали заготовку 2 из аустенитной стали Х18Н10Т, внутренний периметр которой равнялся наружному периметру оправки 1. Заготовка представляла собой цилиндр с внутренним диаметром 152 мм, длиной 3100 мм и толщиной стенки 2,2 мм. В зонах А максимального перегиба профиля оправки 1 наносили слой эластичного вещества 3, например полиуретана. Производили сборку конструкции следующим образом. На торцы заготовки 2 устанавливали герметизирующие фланцы 4 с подводом к вакуум-системе. На поверхность заготовки 2 помещали пиротехнический состав 5 и слой термоизолирующего вещества 6 на основе асбеста. Затем поверх собранного пакета размещали резиновый мешок 7, герметизировали сборку с помощью фланцев 8, помещали сборку в бассейн 9 из разрушаемого материала, например органического стекла, с жидкостью 10, размещали на каркасе 11 на расчетном расстоянии шнуровой заряд ВВ 12, например ДШ-В. Напротив максимального прогиба заготовки в зонах А на каркасе 11 размещали распределенный заряд листового ВВ 13, например тротила. Далее вакуумировали сборку с помощью вакуум-системы. Производили воспламенение пиротехнического состава 5 с помощью огнепроводного шнура в нескольких точках по длине и образующей заготовки. После разогрева заготовки до температуры 800-1000oC инициировали с помощью электродетонаторов взрыв листового и шнурового ВВ. В результате заготовка 2 приняла форму оправки 1, при этом в зонах А максимального прогиба профиля заготовки 2 за счет перераспределения импульса энергии уменьшилось изменение толщины материала заготовки 2 до 0,1 мм.
Данный способ позволяет изготавливать профилированные изделия на оправках плоской (фиг. 3) и эллиптической (фиг. 4) форм с длиной заготовки более 3 м при сохранении равнотолщинности получаемого изделия.
При изготовлении профилированного плоского изделия способ осуществляется таким же образом, что и при изготовлении профилированной трубы, при условии предварительного демпфирования заготовки по профилю, близкому к профилю оправки (по сечению).
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ ТЕКСТУРОВАННОЙ КУМУЛЯТИВНОЙ ОБЛИЦОВКИ | 2011 |
|
RU2502038C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ГОФРИРОВАННЫХ ТРУБ | 2003 |
|
RU2240190C1 |
| МНОГОЦЕЛЕВАЯ БОЕВАЯ ЧАСТЬ С ТРАНСФОРМИРУЕМОЙ ОБОЛОЧКОЙ УДАРНОГО ДЕЙСТВИЯ | 2000 |
|
RU2174210C1 |
| УСТРОЙСТВО ДЛЯ ФОРМОВАНИЯ КЕРАМИЧЕСКИХ ИЗДЕЛИЙ ИЗ ВОДНЫХ ШЛИКЕРОВ | 2001 |
|
RU2207949C2 |
| СПОСОБ РОТАЦИОННОЙ ВЫТЯЖКИ ТОНКОСТЕННЫХ ДЕТАЛЕЙ СЛОЖНОГО ПРОФИЛЯ | 2009 |
|
RU2420367C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ БИМЕТАЛЛИЧЕСКИХ ТРУБ СВАРКОЙ ВЗРЫВОМ | 2013 |
|
RU2537671C1 |
| СПОСОБ ПРАВКИ ПОЛЫХ ОСЕСИММЕТРИЧНЫХ ДЕТАЛЕЙ | 2001 |
|
RU2201828C2 |
| УСТРОЙСТВО ДЛЯ ФОРМОВАНИЯ КЕРАМИЧЕСКИХ ИЗДЕЛИЙ ИЗ ВОДНЫХ ШЛИКЕРОВ | 2000 |
|
RU2191688C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ТОНКОСТЕННЫХ ОБОЛОЧЕК | 2010 |
|
RU2426617C1 |
| ОСКОЛОЧНАЯ ОБОЛОЧКА БОЕПРИПАСА С ЗАДАННОЙ ФРАГМЕНТАЦИЕЙ И СПОСОБ ЕЕ ИЗГОТОВЛЕНИЯ | 2004 |
|
RU2267739C1 |
Изобретение применяется для изготовления профилированных труб и плоских профилированных изделий из различных сталей и сплавов. Способ изготовления профилированных труб и плоских профилированных изделий предусматривает установку на оправку заготовки изделия и ее деформацию импульсной энергией. Внутренний периметр заготовки устанавливают равным наружному периметру оправки. Импульсную энергию создают по величине усилием, достаточным для создания пластической деформации на участках максимального изменения профиля заготовки. 1 з.п. ф-лы, 4 ил.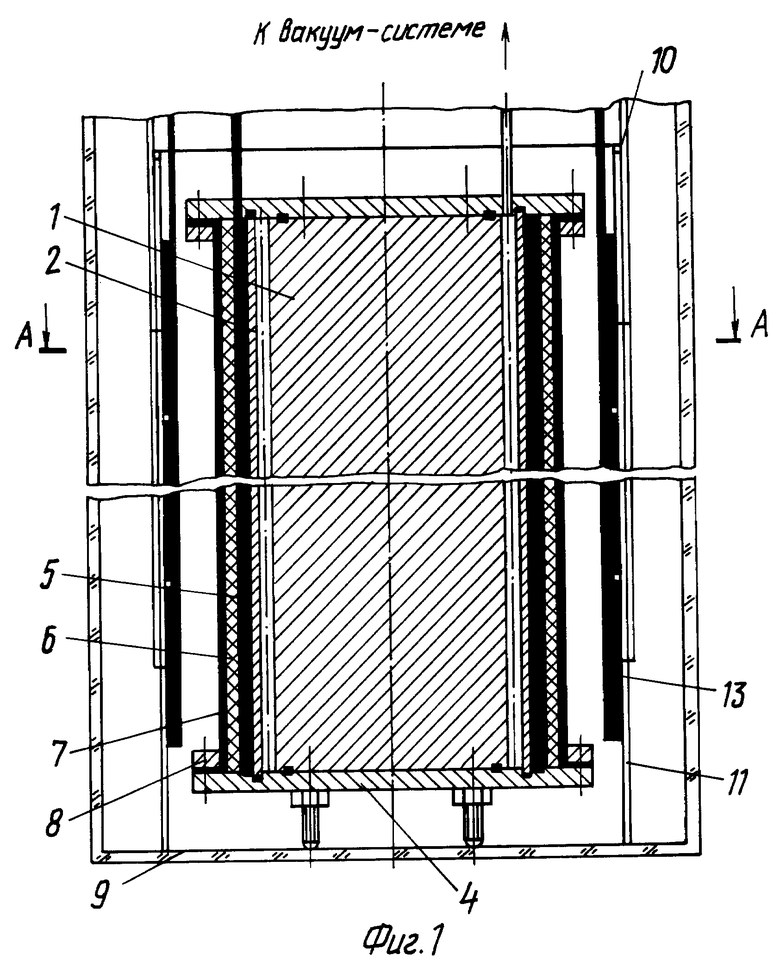
| SU 18024451 A1, 27.11.1995 | |||
| Устройство для получения наружных винтовых гофров на трубных заготовках | 1989 |
|
SU1731360A1 |
| Установка для взрывной гидропластичной финишной обработки трубчатых заготовок | 1983 |
|
SU1303223A1 |
| УСТРОЙСТВО для ГИДРАВЛИЧЕСКОЙ ШТАМПОВКИ | 0 |
|
SU150084A1 |
| 0 |
|
SU192156A1 | |
| Измеритель плотности отработавших газов | 1983 |
|
SU1203410A1 |

