Изобретение относится к устройствам для термообработки деталей, а именно к изготовлению пружин кручения.
Известна электрическая печь для термообработки пружин, содержащая футерованный корпус, расположенный в нем горизонтально ротор, механизм загрузки в виде штанги с упорами, имеющей возможность плоскопараллельного перемещения под ротором, при этом ротор выполнен с радиально расположенными по его образующей фигурными разделительными планками, образующими гнезда в форме призм с прорезью под штангу (а.с. СССР N 1420326, кл. F 27 B 7/00, 1988).
Недостаток известной печи заключается в невозможности ее применения для термообработки пружин кручения, а также в сложной конструкции и автоматизации. Кроме того, при подаче деталей имеются большие энергетические потери.
Наиболее близким по технической сущности является электрическая карусельная печь, содержащая корпус, диск, механизм поворота, устройства загрузки и выгрузки (Рустем С.Л. Оборудование термических цехов. - М., 1971, с. 77-79).
Такую печь не представляется возможным встроить в одну технологическую линию с другим оборудованием, так как ее очень сложно автоматизировать. Одним из главных недостатков также являются значительные энергетические потери при подаче деталей и их выгрузке. Еще один недостаток состоит в сложной конструкции и низкой производительности.
Изобретение решает задачу расширения технологических возможностей печи, снижения энергетических потерь, упрощения конструкции и повышения производительности.
Поставленная задача решена тем, что печь для отпуска пружин, содержащая корпус, диск, механизм поворота, устройства загрузки и выгрузки, дополнительно снабжена реле времени, а диск выполнен с возможностью перемещения по позициям и на нем закреплены соответственно каждой позиции лотки. Устройство загрузки имеет механизм отсечки и механизм подачи, состоящие каждый из створки и пневмоцилиндра, а устройство выгрузки состоит из приемной крышки, пневмоцилиндра и склиза. Устройство загрузки и устройство выгрузки автоматически связаны между собой и выполнены с возможностью поочередной загрузки и выгрузки.
Данное конструктивное выполнение печи позволяет ее автоматизировать и значительно повысить производительность.
Устройства загрузки и выгрузки выполнены таким образом, что печь легко встроить в одну технологическую линию с другим оборудованием, например с гибочно-навивочным автоматом.
Благодаря механизмам отсечки и подачи устройства загрузки, рабочих частей устройства выгрузки, а также возможности поочередной загрузки и выгрузки, существенно снижаются энергетические потери в печи, так как нет прямого доступа воздуха.
Реле времени задает и контролирует режим отпуска.
Изобретение поясняется чертежами.
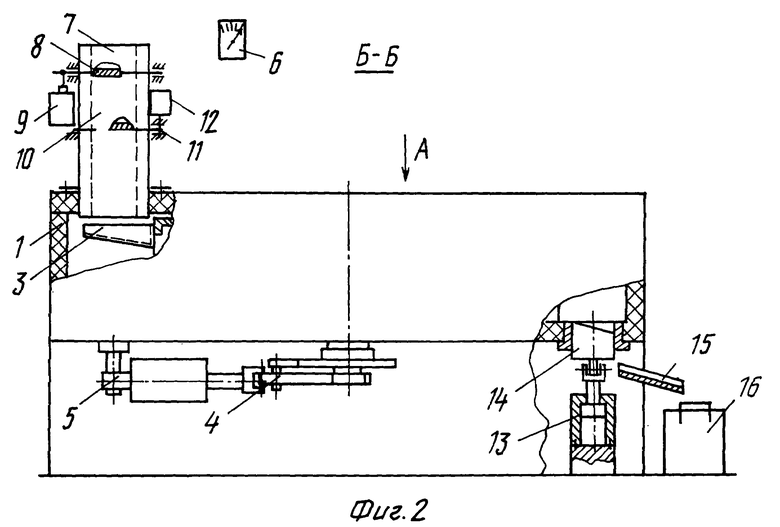
На фиг. 1 представлен вид сверху печи, на фиг. 2 - частичный разрез по Б-Б.
Печь для отпуска пружин содержит корпус 1, внутри которого расположен диск 2 с закрепленными на нем лотками 3, механизм поворота 4 диска, работающий от пневмоцилиндра 5. Поворот диска осуществляется на один шаг, соответствующий одной позиции. Время выдержки деталей на позиции зависит от времени отпуска и задается реле времени 6. Количество лотков равно количеству позиций.
Печь имеет устройство загрузки деталей и устройство выгрузки деталей. Устройство загрузки деталей включает механизм отсечки 7 со створкой 8 и пневмоцилиндром 9 и механизм подачи 10 со створкой 11 и пневмоцилиндром 12. Устройство выгрузки деталей содержит пневмоцилиндр 13, приемную крышку 14 и склиз 15, по которому обработанные детали поступают в тару 16. Позиция выгрузки расположена перед позицией загрузки.
Печь для отпуска пружин работает следующим образом.
По технологическому циклу обработки детали поступают в устройство загрузки к створке 8 механизма отсечки 7. Подается команда от реле времени 6 на срабатывание пневмоцилиндра 9 механизма отсечки, створка которого открывается и детали поступают к створке 11 механизма подачи 10. После этого пневмоцилиндр механизма отсечки возвращается в исходное положение, отсекая створкой поток деталей, и дает команду пневмоцилиндру 12 механизма подачи на открытие створки механизма подачи. Детали попадают во внутреннее пространство корпуса 1 печи и поступают в лоток 3, а пневмоцилиндр подачи возвращается в исходное положение и дает команду на разгрузку лотка, находящегося на позиции разгрузки. Детали высыпаются на приемную крышку 14 устройства выгрузки. Затем с позиции разгрузки поступает команда на жестко связанный с приемной крышкой пневмоцилиндр 13 устройства выгрузки, который, срабатывая, опускает крышку, и детали через склиз 15 самотеком высыпаются в тару 16. Пневмоцилиндр возвращается в исходное положение и дает команду пневмоцилиндру 5 механизма поворота 4. Диск 2 с лотками поворачивается на одну позицию, а пневмоцилиндр механизма поворота возвращается в исходное положение и дает команду на механизм отсечки устройства загрузки, который еще будет ждать команду от реле времени. Выдержав заданное реле время выдержки, цикл повторяется.
Использование в производстве пружин предлагаемой печи позволяет повысить производительность, улучшить эксплуатационные характеристики, обеспечить хорошее качество пружин и существенно уменьшить количество брака.
| название | год | авторы | номер документа |
|---|---|---|---|
| ПЕЧЬ ДЛЯ ОТПУСКА ПРУЖИН | 1999 |
|
RU2164250C2 |
| АВТОМАТИЧЕСКАЯ ЛИНИЯ ДЛЯ ИЗГОТОВЛЕНИЯ ПРУЖИН КРУЧЕНИЯ | 1999 |
|
RU2147965C1 |
| УСТРОЙСТВО ПОДАЧИ ДЕТАЛЕЙ | 2013 |
|
RU2533980C1 |
| АВТОМАТ ДЛЯ ГОРЯЧЕЙ ВЫСАДКИ ГОЛОВОК ТРАКОВЫХ ПАЛЬЦЕВ | 2001 |
|
RU2213639C2 |
| СПОСОБ ЗАГРУЗКИ ЗАГОТОВОК В УСТАНОВКЕ ДЛЯ ПЛАЗМЕННОЙ НАПЛАВКИ | 1999 |
|
RU2165833C2 |
| АВТОМАТИЗИРОВАННАЯ ЛИНИЯ ДЛЯ СБОРКИ И СВАРКИ КУЗОВОВ АВТОМОБИЛЕЙ | 1995 |
|
RU2102210C1 |
| УСТРОЙСТВО ДЛЯ ПОВЕРХНОСТНОЙ ОБРАБОТКИ ДЕТАЛЕЙ | 1997 |
|
RU2116881C1 |
| Поточная линия для изготовления деталей типа тел вращения | 1980 |
|
SU1016210A1 |
| АВТОМАТИЗИРОВАННЫЙ КОМПЛЕКС ДЛЯ ИЗГОТОВЛЕНИЯ ЛИСТОВ РЕССОР | 2001 |
|
RU2202430C2 |
| СТАНОК ДЛЯ СУПЕРФИНИШНОЙ ОБРАБОТКИ КОЛЕЦ | 1992 |
|
RU2033916C1 |
Изобретение относится к устройствам для термообработки деталей, а именно к изготовлению пружин кручения. Техническим результатом изобретения является расширение технологических возможностей печи, снижение энергетических потерь. Печь для отпуска пружин содержит корпус, диск, механизм поворота, устройства загрузки и выгрузки, реле времени. Диск выполнен с возможностью перемещения по позициям и на нем закреплены соответственно каждой позиции лотки. Устройство загрузки имеет механизм отсечки и механизм подачи, состоящие каждый из створки и пневмоцилиндра, а устройство выгрузки состоит из приемной крышки, пневмоцилиндра и склиза. Устройство загрузки и устройство выгрузки автоматически связаны между собой и выполнены с возможностью поочередной загрузки и выгрузки. 2 ил.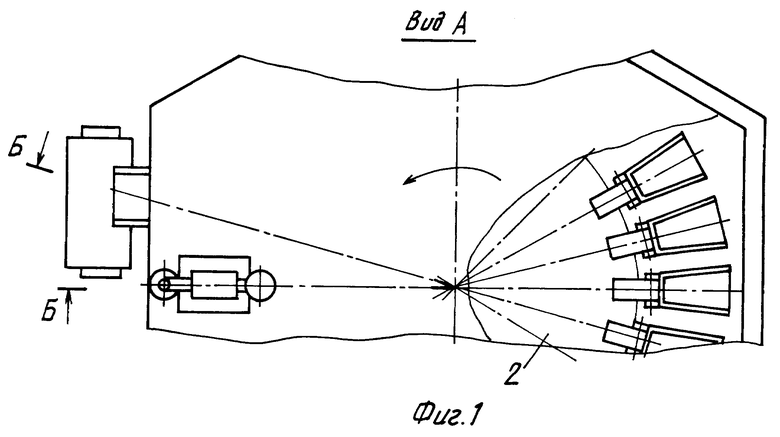
Печь для отпуска пружин, содержащая корпус, диск, механизм поворота, устройства загрузки и выгрузки, отличающаяся тем, что печь снабжена реле времени, а диск выполнен с возможностью перемещения по позициям и на нем закреплены соответственно каждой позиции лотки, при этом устройство загрузки имеет механизм отсечки и механизм подачи, состоящие каждый из створки и пневмоцилиндра, а устройство выгрузки состоит из приемной крышки, пневмоцилиндра и склиза, причем устройство загрузки и устройство выгрузки автоматически связаны между собой и выполнены с возможностью поочередной загрузки и выгрузки.
| РУСТЕМ С.А | |||
| Оборудование термических цехов | |||
| - М., 1971, с.77,79 | |||
| Карусельная печь для нагрева цилиндрических заготовок | 1978 |
|
SU768834A1 |
| Кольцевая печь для нагрева баллонов | 1989 |
|
SU1756369A1 |
| Кольцевая печь с вращающимся подом | 1985 |
|
SU1320630A1 |
| КОЛЬЦЕВАЯ ПЕЧЬ С ВРАЩАЮЩИМСЯ ПОДОМ | 1991 |
|
RU2008596C1 |
| US 5340399 A1, 23.08.1994 | |||
| СПОСОБ БИОЛОГИЧЕСКОЙ ОЧИСТКИ СТОЧНЫХ ВОД | 2006 |
|
RU2329956C2 |
| Кольцевая печь для термической обработки мелких изделий | 1985 |
|
SU1341474A1 |

