Предлагаемое изобретение относится к черной металлургии, а также к машинам непрерывного литья с многороликовым тянущеправильным устройством и может быть использовано при создании систем автоматического управления процессом непрерывного литья стальных заготовок.
Известно устройство управления электрическими приводами роликов установки непрерывной разливки (ЕР, N 0463203 A1, кл. B 22 D 11/16, 1992), содержащее датчики тока двигателей тянущих роликов, соединенные с входами вычислительного блока, системы регулирования двигателей роликов, вход одной из которых соединен с выходом вычислительного блока.
Недостатком устройства является то, что оно не позволяет регулировать распределение моментов двигателей тянущих роликов вдоль зоны вторичного охлаждения.
Наиболее близким к изобретению является устройство автоматического управления электроприводом зоны вторичного охлаждения машины непрерывного литья (патент N 2133651, кл. B 22 D 11/16, 1998 г.), содержащее датчики тока двигателей тянущих роликов, соединенные с входами вычислительного блока, системы регулирования двигателей роликов, причем датчики тока выполнены с возможностью измерения суммарного тока двигателей, расположенных на радиальном и криволинейном участках, а системы регулирования выполнены с возможностью регулирования двигателей, расположенных на радиальном, криволинейном и горизонтальном участках машины непрерывного литья.
Недостатками устройства являются: во-первых, в устройстве не учитывается текущее изменение сил трения в механической части привода роликов и износ роликов, что приводит к ошибке в регулировании равномерного распределения усилия вытягивания слитка вдоль зоны вторичного охлаждения и появлению гнездообразных и перпендикулярных трещин, во-вторых, в зоне закрытия жидкой фазы слитка (середина горизонтального участка) распределение нагрузок не регулируется, что приводит к образованию натяжения в слитке и образованию осевых трещин, в-третьих, в устройстве предлагается ручное задание значений токов на радиальном и криволинейном участках, что из-за широкого сортамента отливаемых слитков (ширина, марка стали, начальная температура разливаемого металла) и часто изменяемой скорости литья приводит к ошибке в задании этих токов, что дополнительно приводит к образованию гнездообразных и перпендикулярных трещин.
Технический результат предлагаемого изобретения заключается в том, что достигается более точное распределение усилия вытягивания слитка между участками зоны вторичного охлаждения, в результате чего повышается качество слитка за счет снижения числа и глубины гнездообразных и перпендикулярных трещин. Кроме этого, технический результат заключается в том, что за счет снижения натяжения в зоне закрытия жидкой фазы уменьшается число осевых трещин, что также приводит к повышению качества слитка.
Технический результат достигается за счет того, что в устройстве автоматического управления электроприводом зоны вторичного охлаждения машины непрерывного литья с многороликовым тянущеправильным устройством и двигателями вращения тянущих роликов, содержащем датчики тока двигателей тянущих роликов, расположенные на радиальном и криволинейном участках и имеющие возможность измерения суммарных токов на этих участках, выходы которых соединены с вычислительным блоком, системы регулирования двигателей роликов дополнительно установлены датчики двигателей тянущих роликов, расположенные на горизонтальном до закрытия жидкой фазы и горизонтальном после закрытия жидкой фазы участках машины непрерывного литья с возможностью измерения суммарных токов на них, выходы которых соединены с вычислительным блоком, а системы регулирования выполнены с возможностью регулирования двигателей радиального, криволинейного, горизонтального до закрытия жидкой фазы и горизонтального после закрытия жидкой фазы участках, причем их входы соединены с выходами вычислительного блока.
На фиг. 1 изображена структурная схема устройства автоматического управления электроприводом зоны вторичного охлаждения машины непрерывного литья; на фиг. 2 - внутренняя структура вычислительного блока.
Устройство автоматического управления электроприводом зоны вторичного охлаждения машины непрерывного литья, содержащее двигатели 1 вращения тянущих роликов радиального 2, криволинейного 3, горизонтального до закрытия жидкой фазы 4 и горизонтального после закрытия жидкой фазы 5 участков, предназначенных для вытягивания непрерывного слитка 6, внутри которого имеется незатвердевшая жидкая фаза 7, содержит датчики суммарного тока двигателей радиального 8, криволинейного 9, горизонтального до закрытия жидкой фазы 10 и горизонтального после закрытия жидкой фазы 11 участков и системы регулирования двигателей радиального 12, криволинейного 13, горизонтального до закрытия жидкой фазы 14 и горизонтального после закрытия жидкой фазы 15 участков. Выходы датчиков 8, 9, 10 и 11 соединены с входами вычислительного блока 16, а его выходы соединены с первыми входами систем регулирования 12, 13, 14 и 15. Кроме этого, системы регулирования имеют второй вход задания на скорость вытягивания слитка Uзс.
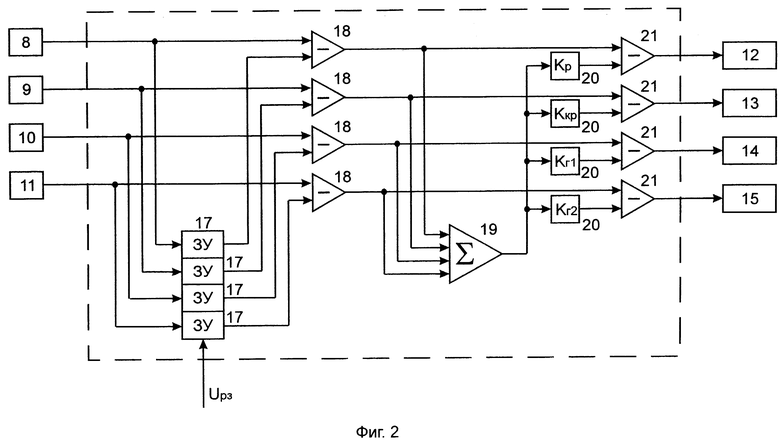
Вычислительный блок 16 имеет пять входов: четыре входа текущих значений суммарных токов двигателей радиального, криволинейного, горизонтального до закрытия жидкой фазы и горизонтального после закрытия жидкой фазы участков, которые соединены с выходами соответствующих датчиков 8, 9, 10 и 11 и вход разрешения записи Upз. Четыре выхода вычислительного блока 16 соединены с входами систем регулирования двигателей радиального 12, криволинейного 13, горизонтального до закрытия жидкой фазы 14 и горизонтального после закрытия жидкой фазы 15 участков.
Текущие значения суммарных токов радиального 8, криволинейного 9, горизонтального до закрытия жидкой фазы 10 и горизонтального после закрытия жидкой фазы 11 участков подсоединены к запоминающим устройствам 17 и вычитающим устройствам 18, вторые входы которых соединены с соответствующими выходами запоминающих устройств 17, а выходы соединены с первыми входами соответствующих вычитающих устройств 21 и входами сумматора 19, выход которого через делители 20 соединены со вторыми входами соответствующих вычитающих устройств 21, на выходах которых получаются основные сигналы коррекции по суммарным токам радиального, криволинейного, горизонтального до закрытия жидкой фазы и горизонтального после закрытия жидкой фазы участков, которые соединены с входами соответствующих систем регулирования 12, 13, 14 и 15. Сигнал разрешения записи Uрз соединен с управляющими входами запоминающих устройств 17.
Устройство работает следующим образом. Перед вытягиванием очередного слитка проводится прокрутка роликов на холостом ходу. С помощью датчиков суммарного тока двигателей 8, 9, 10 и 11 производится измерение суммарных токов холостого хода электродвигателей радиального Ixx.p, криволинейного Ixx.кр, горизонтального до закрытия жидкой фазы Ixx.г1 и горизонтального после закрытия жидкой фазы Ixx.г2 участков, значения которых поступают на входы соответствующих запоминающих устройств 17, сигнал разрешения записи Uрз активизируется и значения токов холостого хода запоминаются.
В рабочем режиме с помощью двигателей 1 тянущих роликов радиального 2, криволинейного 3 и горизонтального 4 и 5 участков вытягивается слиток 6. Датчики тока 8, 9, 10 и 11 измеряют рабочие значения токов соответственно радиального Ip.p, криволинейного Iр.кр, горизонтального до закрытия жидкой фазы Iр.г1 и горизонтального после закрытия жидкой фазы Iр.г2 участков. Текущие значения рабочих токов Ip.i поступают в вычислительный блок 16 на входы соответствующих вычитающих устройств 18, где происходит расчет значений полезных токов Iп.i вытягивания слитка радиального Iп.р., криволинейного Iп.кр, горизонтального до закрытия жидкой фазы Iп.г1 и горизонтального после закрытия жидкой фазы Iп.г2 участков по выражению Iп.i = Ip.i - Ixx.i и расчет полного полезного тока Iп двигателей всех участков зоны вторичного охлаждения с помощью сумматора 19 по выражению Iп= ΣIп.i. После этого в вычислительном блоке 16 происходит расчет основных корректирующих сигналов с помощью вычитающих устройств 21 и делителей 20 по выражению ΔIi= Iп.i-Iп/Ki при известных заранее заданных коэффициентах соотношения между токами радиального Кр, криволинейного Ккр, горизонтального до закрытия жидкой фазы Кг1 и горизонтального после закрытия жидкой фазы Кг2 участков (например, на радиальном участке поддерживается 9% Iп, криволинейном 50% Iп, горизонтальном до закрытия жидкой фазы 35% Iп и горизонтальном после закрытия жидкой фазы - 6% Iп) с целью поддержания на неизменном заданном уровне соотношения между соответствующими составляющими полного полезного тока.
Если в процессе эксплуатации машины непрерывного литья по мере износа механической части привода роликов происходит изменение значений токов холостого хода по участкам или при изменении таких технологических параметров литья заготовки, как температура подаваемого жидкого металла, скорости вытягивания слитка и др., которые изменяют заданное относительное соотношение между полезными токами участков, в вычислительном блоке происходит расчет корректирующих сигналов на все системы регулирования с целью поддержания на заданном неизменном уровне соотношения полезных токов по участкам.
Таким образом, вычислительный блок 16 воздействует на системы регулирования радиального 12, криволинейного 13, горизонтального до закрытия жидкой фазы 14 и горизонтального после закрытия жидкой фазы 15 участков так, чтобы поддерживалось оптимальное заданное распределение усилий вытягивания слитка между указанными участками зоны вторичного охлаждения, при котором уменьшается возможность образования гнездообразных и перпендикулярных трещин на радиальном и криволинейном участках и осевых трещин на горизонтальном участке.
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО АВТОМАТИЧЕСКОГО УПРАВЛЕНИЯ ЭЛЕКТРОПРИВОДОМ ЗОНЫ ВТОРИЧНОГО ОХЛАЖДЕНИЯ МАШИНЫ НЕПРЕРЫВНОГО ЛИТЬЯ | 1998 |
|
RU2133651C1 |
| СПОСОБ КОНТРОЛЯ И КОМПЛЕКСНОЙ ДИАГНОСТИКИ СОСТОЯНИЯ ВЫТЯЖНЫХ РОЛИКОВ И ЗВЕНЬЕВ ИХ ПРИВОДОВ В ЗОНЕ ВТОРИЧНОГО ОХЛАЖДЕНИЯ УСТАНОВКИ НЕПРЕРЫВНОЙ РАЗЛИВКИ МЕТАЛЛОВ И СПЛАВОВ | 2002 |
|
RU2230627C1 |
| Устройство автоматического управ-лЕНия СиСТЕМОй ВТОРичНОгО ОХлАждЕНияМАшиНы НЕпРЕРыВНОгО лиТья | 1979 |
|
SU839670A1 |
| УСТАНОВКА НЕПРЕРЫВНОЙ РАЗЛИВКИ МЕТАЛЛОВ С КРИВОЛИНЕЙНОЙ ТЕХНОЛОГИЧЕСКОЙ ОСЬЮ | 2001 |
|
RU2212978C2 |
| СПОСОБ НЕПРЕРЫВНОЙ РАЗЛИВКИ МЕТАЛЛОВ НА УСТАНОВКАХ С КРИВОЛИНЕЙНОЙ ТЕХНОЛОГИЧЕСКОЙ ОСЬЮ | 1998 |
|
RU2127168C1 |
| УСТРОЙСТВО ДЛЯ ОПРЕДЕЛЕНИЯ ПЛОЩАДИ | 1995 |
|
RU2082950C1 |
| СПОСОБ НЕПРЕРЫВНОГО ЛИТЬЯ ЗАГОТОВОК | 2011 |
|
RU2490083C2 |
| СПОСОБ НЕПРЕРЫВНОЙ РАЗЛИВКИ СТАЛИ | 2007 |
|
RU2366532C1 |
| СПОСОБ НЕПРЕРЫВНОГО ЛИТЬЯ ЗАГОТОВОК И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2002 |
|
RU2220812C2 |
| СПОСОБ НЕПРЕРЫВНОЙ РАЗЛИВКИ СЛЯБОВ НА УСТАНОВКАХ С КРИВОЛИНЕЙНОЙ ТЕХНОЛОГИЧЕСКОЙ ОСЬЮ И УСТАНОВКА ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2001 |
|
RU2206428C2 |
Изобретение относится к черной металлургии, а именно к машинам непрерывного литья с многороликовым тянущеправильным устройством. Технический результат - более точное распределение усилия вытягивания слитка между участками зоны вторичного охлаждения и, соответственно, повышение качества слитка за счет снижения числа и глубины гнездообразных и перпендикулярных трещин. Устройство с многороликовым тянущеправильным устройством и двигателями вращения тянущих роликов содержит датчики тока двигателей тянущих роликов, расположенные на радиальном и криволинейном участках и имеющие возможность измерения суммарных токов на этих участках, выходы которых соединены с вычислительным блоком, системы регулирования двигателей роликов. Устройство дополнительно снабжено датчиками двигателей тянущих роликов, расположенных на горизонтальном до закрытия жидкой фазы и горизонтальном после закрытия жидкой фазы участках машины непрерывного литья с возможностью измерения суммарных токов на них, выходы которых соединены с вычислительным блоком. Системы регулирования выполнены с возможностью регулирования двигателей радиального, криволинейного, горизонтального до закрытия жидкой фазы и горизонтального после закрытия жидкой фазы участков, причем их входы соединены с выходом вычислительного блока. 2 ил.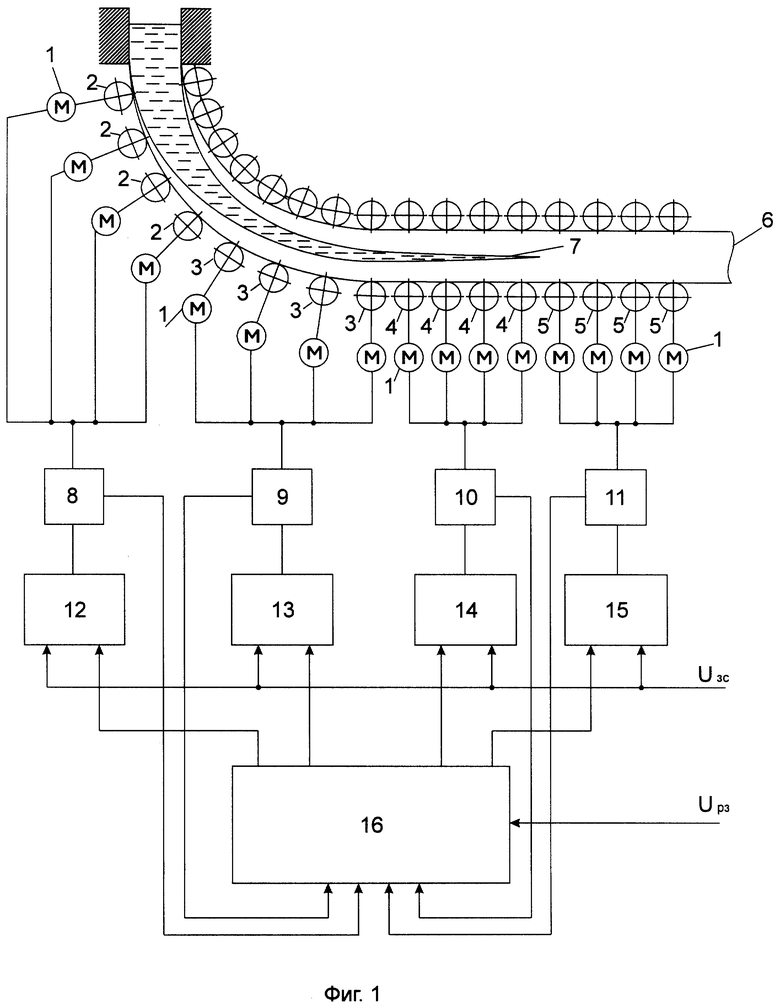
Устройство автоматического управления электроприводом зоны вторичного охлаждения машины непрерывного литья с многороликовым тянущеправильным устройством и двигателями вращения тянущих роликов, содержащее датчики тока двигателей тянущих роликов, расположенные на радиальном и криволинейном участках и имеющие возможность измерения суммарных токов на этих участках, выходы которых соединены с вычислительным блоком, системы регулирования двигателей роликов, отличающееся тем, что оно дополнительно снабжено датчиками двигателей тянущих роликов, расположенных на горизонтальном до закрытия жидкой фазы и горизонтальном после закрытия жидкой фазы участках машины непрерывного литья с возможностью измерения суммарных токов на них, выходы которых соединены с вычислительным блоком, а системы регулирования выполнены с возможностью регулирования двигателей радиального, криволинейного, горизонтального до закрытия жидкой фазы и горизонтального после закрытия жидкой фазы участках, причем их входы соединены с выходом вычислительного блока.
| УСТРОЙСТВО АВТОМАТИЧЕСКОГО УПРАВЛЕНИЯ ЭЛЕКТРОПРИВОДОМ ЗОНЫ ВТОРИЧНОГО ОХЛАЖДЕНИЯ МАШИНЫ НЕПРЕРЫВНОГО ЛИТЬЯ | 1998 |
|
RU2133651C1 |
| Электродвигатель со встроенным тормозом | 1972 |
|
SU463203A1 |
| Устройство автоматического управ-лЕНия СиСТЕМОй ВТОРичНОгО ОХлАждЕНияМАшиНы НЕпРЕРыВНОгО лиТья | 1979 |
|
SU839670A1 |
| US 447915, 16.10.1984. | |||

