Изобретение относится к порошковой металлургии, в частности к способам нанесения покрытий из порошковых материалов на поверхности деталей.
Известен способ нанесения покрытий из материалов на поверхность деталей, включающий нанесение "сырого" порошка, смешанного с флюсом, на поверхность детали, нагрев детали до температуры спекания порошка и изотермическую выдержку (Ярошевич В.К., Белоцерковский М.А. Антифрикционные покрытия из металлических порошков. "Наука и техника", 1981, с. 55-60).
Однако, данный способ не обеспечивает надежного сцепления порошкового материала с поверхностью детали.
В качестве ближайшего аналога выбран способ нанесения покрытий из порошковых материалов на поверхности деталей, включающий нанесение порошка на поверхность детали, ступенчатый нагрев до температуры спекания порошка и изотермическую выдержку (а.с. СССР N740406, кл. B 22 F, В 30 В 11/34).
Данный способ не обеспечивает надежного сцепления порошкового материала с поверхностью детали, т.к. температура процесса не достигает температуры плавления порошка. Поэтому смачивания расплавом порошкового материала поверхности детали не происходит, а спекание осуществляется за счет протекания диффузионных процессов при припекании, не обеспечивающих высокой прочности сцепления.
Техническая задача, на решение которой направлено заявленное техническое решение - повышение прочности сцепления порошкового материала за счет образования тонкого слоя расплава на стыке между поверхностью детали и порошковым материалом.
Указанный технический результат достигается тем, что в способе нанесения покрытий из металлических порошков, включающем нанесение порошка на поверхность детали, нагрев детали и изотермическую выдержку, согласно изобретению, начальный нагрев детали осуществляют до момента достижения на стыке с порошковым материалом температуры, равной температуре плавления последнего, а затем нагрев прекращают и повторно возобновляют при снижении температуры до температуры спекания порошка, при которой осуществляют изотермическую выдержку.
Одновременно с прекращением начального нагрева осуществляют охлаждение свободной поверхности детали и прекращают его при достижении на стыке между поверхностью детали и порошковым материалом температуры спекания последнего.
Проведение нагрева указанным способом обеспечивает расплавление порошкового материала на стыке с поверхностью детали и смачивание последней, чем обеспечивается надежное сцепление двух материалов. Причем в объеме порошковый материал не расплавляется, а спекается за счет всегда имеющего место градиента температур по толщине порошкового слоя.
Охлаждение свободной поверхности детали после прекращения начального нагрева сокращает период снижения температуры до температуры спекания порошкового материала и способствует уменьшению толщины расплавленного слоя, тем самым повышая качество получаемого покрытия, а кроме того, увеличивает производительность процесса.
Сущность изобретения поясняется схемой процесса нагрева, изображающей зависимость температуры свободной поверхности детали (кривая 1), температуры на стыке (кривая 2) и на свободной поверхности порошкового материала (кривая 3) от времени процесса.
Начальный нагрев ведут в течение времени τ1, до момента достижения на стыке между деталью и порошковым материалом температуры плавления (Tпл) последнего (кривая 2), после чего нагрев прекращают. В течение времени τ2 происходит снижение температуры до температуры спекания порошкового материала (Tсп). В этот момент нагрев возобновляют, а температуру на стыке поддерживают равной температуре спекания порошка в течение времени τ3 изотермической выдержки.
Доведение температуры нагрева на стыке между деталью и порошком до температуры плавления последнего обеспечивает смачивание расплавом поверхности подложки, что гарантирует хорошее сцепление между двумя материалами. После достижения температуры на стыке до температуры спекания порошкового материала процесс ведут в этом режиме в течение времени изотермической выдержки. При этом температура спекания в зависимости от природы порошкового материала находится в пределах 0,75-0,95 Tпл. Из-за всегда имеющего место градиента температур как по толщине детали (ΔT), так и по толщине порошкового слоя (ΔTсп), температуру спекания порошкового материала на стыке следует поддерживать по верхнему пределу. В противном случае спекания свободной поверхности порошкового материала может не произойти, т.к. ее температура из-за градиента может оказаться меньше нижнего предела температуры спекания.
Примеры выполнения способа.
Пример 1.
На стальную пластинку толщиной 4 мм насыпали сферический бронзовый порошок, смешанный с флюсом (хлористый аммоний). Индукционный нагрев осуществляли со стороны свободной поверхности детали с помощью высокочастотного генератора ВЧГ 10/044. Температуру свободной поверхности порошкового материала определяли радиационным пирометром "ТЭРА-50" с записью на графопостроитель, а температуру на стыке - термопарой и потенциометром.
Начальный нагрев вели до температуры на стыке, равной температуре плавления бронзы (950oC), после чего нагрев прекращали и ждали, когда температура снизится до температуры спекания бронзы (900oC), при которой осуществляли изотермическую выдержку в течение трех минут, при этом температура на свободной поверхности порошкового материла была 840oC (ΔTсп = 60oC).
Пример 2.
Опыт проводили аналогично примеру 1, но после нагрева стыка до температуры плавления бронзы (950oC) нагрев прекращали, а свободную поверхность детали охлаждали холодным воздухом до достижения температуры спекания бронзы (900oC), после чего охлаждение прекращали и проводили изотермическую выдержку также в течение трех минут.
В данном опыте за счет охлаждения снижение температуры с 950 до 900oC происходило в три раза быстрее. Микроструктурный анализ показал, что у обоих образцов на стыке имеется слой расплавленной бронзы, однако его толщина в примере 2 была в два раза меньше (0,1 мм).
Прочность сцепления порошковых слоев с подложкой (по методу сдвига) была в обоих опытах примерно одинаковой, однако более чем в два раза большей, чем у образца, полученного известным способом без расплавления, при спекании при температуре 900oC.
Использование предлагаемого способа позволяет получать порошковые покрытия с намного большей прочностью сцепления, чем по известному способу. Изготавливаемые из таких биметаллических материалов подшипники скольжения имеют большую несущую способность и износостойкость.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ НАНЕСЕНИЯ ПОКРЫТИЙ ИЗ МЕТАЛЛИЧЕСКИХ ПОРОШКОВ | 2005 |
|
RU2293798C2 |
| СПОСОБ НАНЕСЕНИЯ МЕТАЛЛИЧЕСКИХ ПОКРЫТИЙ НА НАРУЖНУЮ ПОВЕРХНОСТЬ ДЕТАЛЕЙ | 2000 |
|
RU2193077C2 |
| СПОСОБ ЦЕНТРОБЕЖНОЙ БИМЕТАЛЛИЗАЦИИ ВТУЛОК | 2005 |
|
RU2288070C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ БИМЕТАЛЛИЧЕСКОЙ ВТУЛКИ ПОДШИПНИКА СКОЛЬЖЕНИЯ | 2006 |
|
RU2316414C1 |
| СПОСОБ ТЕРМОЦИКЛИЧЕСКОЙ ДИФФУЗИИ МЕТАЛЛИЧЕСКИХ ПОРОШКОВ ДЛЯ ВОССТАНОВЛЕНИЯ ИЗНОШЕННЫХ ПОВЕРХНОСТЕЙ БРОНЗОВЫХ ВТУЛОК СКОЛЬЖЕНИЯ | 2012 |
|
RU2514249C2 |
| СПОСОБ НАНЕСЕНИЯ МЕТАЛЛИЧЕСКИХ ПОКРЫТИЙ НА ТОРЦЕВУЮ ПОВЕРХНОСТЬ ДЕТАЛЕЙ | 2001 |
|
RU2190501C1 |
| Способ нанесения износостойкого и коррозионно-стойкого покрытия из порошковых твердых сплавов | 2020 |
|
RU2761568C1 |
| СПОСОБ ЦЕНТРОБЕЖНОЙ БИМЕТАЛЛИЗАЦИИ ВТУЛОК | 2004 |
|
RU2272695C2 |
| СПОСОБ ВОССТАНОВЛЕНИЯ ВТУЛОК ПОДШИПНИКОВ СКОЛЬЖЕНИЯ | 2005 |
|
RU2289499C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ОПОРЫ СКОЛЬЖЕНИЯ | 2004 |
|
RU2274777C2 |
Изобретение относится к порошковой металлургии, в частности к способам нанесения покрытий из порошковых материалов на поверхности деталей. Способ включает нанесение порошка на поверхность детали, нагрев детали и изотермическую выдержку, причем начальный нагрев детали осуществляют до момента достижения на стыке с порошковым материалом температуры, равной температуре плавления последнего, а затем нагрев прекращают и повторно возобновляют при снижении температуры до температуры спекания порошка, при которой осуществляют изотермическую выдержку. Изобретение направлено на повышение прочности сцепления порошкового материала с поверхностью детали за счет образования тонкого слоя расплава на стыке между поверхностью и порошковым материалом. 1 з.п.ф-лы, 1 ил.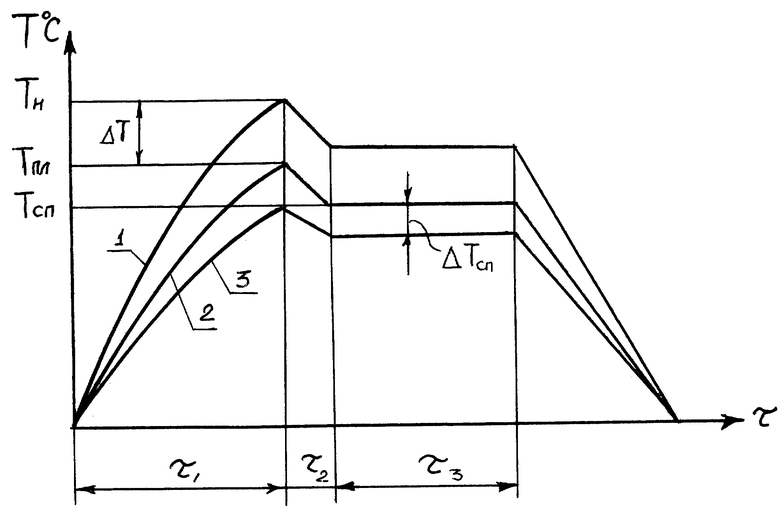
| Способ нанесения покрытий из порошкового материала | 1977 |
|
SU740406A1 |
| Способ изготовления фрикционных изделий | 1980 |
|
SU944786A1 |
| Способ получения антифрикционных пористых покрытий на поверхности углеродистой или нержавеющей стали | 1987 |
|
SU1530331A1 |
| 0 |
|
SU388968A1 | |
| СПОСОБ НАНЕСЕНИЯ ТОНКИХ СЛОЕВ ПОРОШКОВЫМИ КОМПОЗИЦИЯМИ | 1996 |
|
RU2117075C1 |

