Изобретение относится к литейному производству, а именно к изготовлению деталей центробежной наплавкой.
Известен способ изготовления изделий типа тел вращения, например дисков, из проволочных и жаропрочных материалов методами плазменного и газотермического напыления, включающий нагрев твердого исходного материала в виде прутка с образованием поверхностной пленки расплава, ее распыление путем воздействия на исходный материал потоком газа или плазмы, осаждение частиц и отвердевание материала на "холодной" поверхности вращаемой дисковой подложки (а.с. РФ, 95104177/02, Кл. B 22 F 5/00).
Однако этот способ не позволяет наносить упрочняющее покрытие на рабочие торцевые поверхности одновременно нескольких деталей типа шайб с двух сторон.
В качестве ближайшего аналога выбран способ нанесения металлических покрытий на торцевую поверхность деталей, включающий установку деталей в матрицу, загрузку в ее полость шихты, закрепление матрицы в опорных фланцах, вращение и нагрев матрицы (в кн. Ярошевич В.К, Белоцерковский М.А. Антифрикционные покрытия из металлических порошков. - Мн.: Наука и техника, 1981. - С. 60).
Недостатком такого способа является невозможность нанесения упрочняющего покрытия на рабочие торцевые поверхности одновременно более двух плоских деталей типа шайб с двух сторон.
Технической задачей, на решение которой направлено изобретение, является повышение производительности процесса нанесения металлических покрытий на рабочие торцевые поверхности деталей типа шайб.
Указанная техническая задача решается тем, что в отличие от ближайшего аналога по предлагаемому способу для нанесения двустороннего металлического покрытия между деталями с зазором к ним размещают разделительные элементы, выполненные из инертного к наносимому покрытию материала. При одностороннем нанесении покрытия по одной детали устанавливают по краям матрицы, а остальные попарно сторонами, не подлежащими покрытию, друг к другу, причем разделительные элементы располагают с покрываемой стороны деталей. Поверхности деталей, не подлежащие покрытию, изолируют герметизирующим материалом. Зазор между деталями и разделительными элементами равен толщине наносимого слоя упрочняющего покрытия в соответствии с технологической документацией. Инертный материал разделительных элементов и герметизирующий материал, изолирующий поверхности деталей, не подлежащие покрытию, обеспечивают разделение деталей после завершения процесса нанесения покрытия.
Предлагаемое изобретение позволяет наносить одно- и двусторонние металлические покрытия на рабочие торцевые поверхности одновременно нескольких деталей, благодаря чему повышается производительность процесса. Высокое качество наносимого покрытия обеспечивается протеканием процесса в поле центробежных сил, действие которых способствует уплотнению покрытия и удалению из него газовых и шлаковых включений.
Сущность изобретения поясняется чертежами, где:
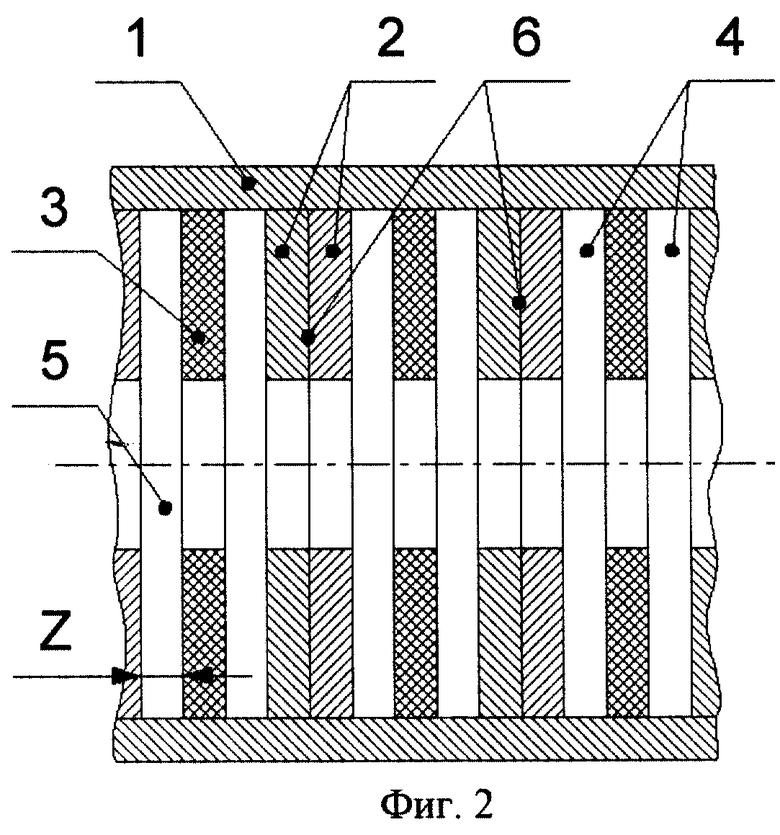
на фиг.1 показана схема нанесения двустороннего упрочняющего покрытия на торцевые поверхности деталей типа шайб по предлагаемому способу;
на фиг. 2 показана схема нанесения одностороннего упрочняющего покрытия на торцевые поверхности деталей типа шайб по предлагаемому способу.
В матрицу 1 поочередно с деталями 2 с зазором Z к ним установлены разделительные элементы 3 (фиг.1).
Зазор Z между деталями 2 и разделительными элементами 3 равен толщине наносимого слоя упрочняющего покрытия в соответствии с технологической документацией и в разных вариантах может быть образован за счет соединения по прессовой посадке Т- или Г-образной формы разделительных элементов или деталей, дистанционных колец, установленных между ними.
Предлагаемое устройство работает следующим образом.
При двустороннем нанесении покрытия в матрицу 1 поочередно с деталями 2 с зазором Z к ним устанавливают разделительные элементы 3, выполненные, например, из графита (фиг.1). Количество одновременно устанавливаемых деталей ограничено только длиной матрицы, назначаемой в соответствии с технологическими возможностями оборудования. Образовавшиеся при этом полости 4 между деталями и разделительными элементами, а также внутреннюю полость 5 сборки заполняют шихтой материала наносимого покрытия (на фиг.1 не показана) в количестве, необходимом для заполнения их расплавом. После этого полученную сборку закрепляют в опорных фланцах станка для центробежного нанесения покрытий (на фиг.1 не показан) и сообщают ей вращательное движение. Затем сборку равномерно нагревают до полного расплавления шихты внутри матрицы. В результате этого на торцевых поверхностях деталей с двух сторон формируется слой упрочняющего покрытия толщиной, равной зазору Z между деталями и разделительными элементами. Вытеканию расплавленной шихты из матрицы 1 в атмосферу препятствуют герметизирующие опорные фланцы станка. Прекращают нагрев и после охлаждения сборки из матрицы извлекают детали с покрытием, чередующиеся с разделительными элементами. Детали и разделительные элементы разделяют между собой.
В отличие двустороннего при одностороннем нанесении покрытия по одной детали 2 устанавливают по краям матрицы, а остальные попарно сторонами, не подлежащими покрытию, друг к другу, причем разделительные элементы 3 располагают с покрываемой стороны деталей (фиг.2). Поверхности 6 деталей, не подлежащие покрытию, изолируют герметизирующим материалом, например раствором огнеупорной глины.
Применение предлагаемого устройства позволяет наносить металлические покрытия на рабочие торцевые поверхности одновременно нескольких деталей, в результате чего повышается производительность процесса их изготовления.
Изобретение относится к литейному производству и может быть использовано для изготовления деталей центробежной наплавкой. В матрицу поочередно с деталями, с зазором по отношению к ним устанавливают разделительные элементы. Полости между деталями и разделительными элементами и внутреннюю полость заполняют шихтой материала наносимого покрытия. Сборку закрепляют на станке и сообщают ей вращательное движение. Сборку нагревают до полного расплавления шихты. На торцевых поверхностях деталей с двух сторон формируется слой покрытия. При одностороннем нанесении покрытия по одной детали устанавливают по краям матрицы, остальные - попарно сторонами, не подлежащими покрытию, друг к другу. Разделительные элементы располагают с покрываемой стороны деталей. Возможность одновременного нанесения покрытия на несколько деталей обеспечивает повышение производительности процесса. 2 з.п.ф-лы, 2 ил.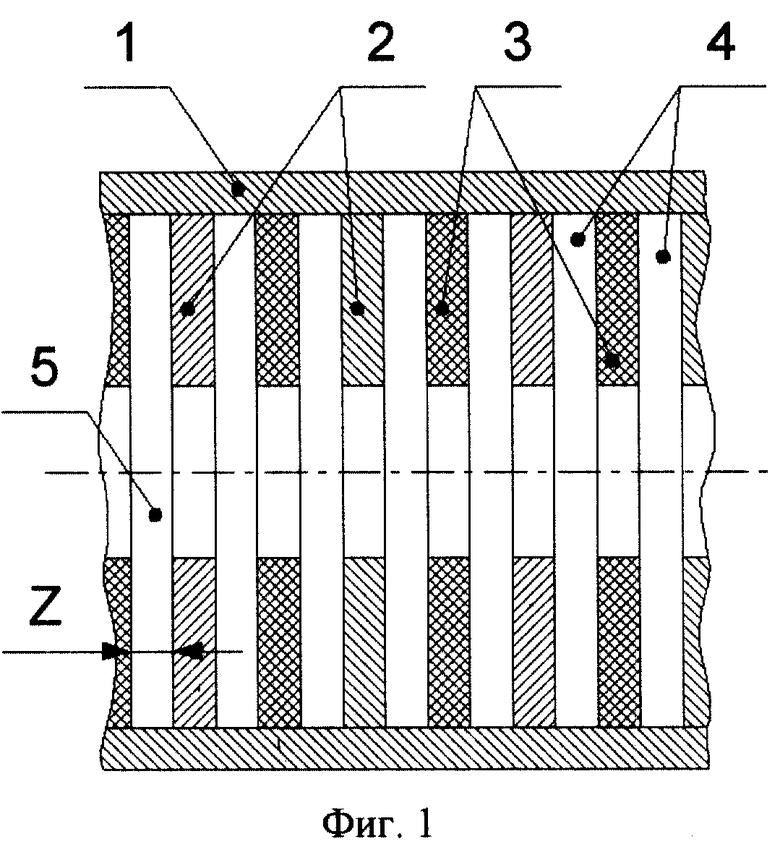
| ЯРОШЕВИЧ В.К., БЕЛОЦЕРКОВСКИЙ М.А | |||
| Антифрикционные покрытия из металлических порошков | |||
| - Минск: Наука и техника, 1981, с | |||
| Способ получения молочной кислоты | 1922 |
|
SU60A1 |
| Установка для центробежной биметаллизации втулок | 1973 |
|
SU472746A1 |
| Способ центробежного литья | 1984 |
|
SU1219241A1 |
| US 4113002, 12.10.1978 | |||
| US 6116328 A, 12.09.2000 | |||
| RU 95104177 A1, 12.10.1996. | |||
