Изобретение относится к порошковой металлургии, в частности к способам нанесения покрытий из порошковых материалов на поверхности деталей.
Известен способ нанесения покрытий на наружную поверхность деталей, включающий помещение порошка в зазор между деталью и формой, нагрев и перемещение детали с формой (А. С. 645757, МКИ В 22 F 7/04, приоритет от 12.07.76).
Однако данный способ имеет высокую трудоемкость. В качестве ближайшего аналога выбран способ нанесения покрытий из порошковых материалов на наружную поверхность деталей, включающий загрузку порошка в форму с установленной в ней деталью, вращение формы вокруг оси и нагрев (Ярошевич В.К., Белоцерковский М.А. Антифрикционные покрытия из металлических порошков "Наука и техника", 1981, с. 63-64).
Данный способ трудоемок и малопроизводителен, требует применения сложной технологической оснастки (формы и устройства для крепления детали).
Техническая задача, на решение которой направлено заявленное техническое решение - снижение трудоемкости и повышение производительности процесса нанесения покрытия на наружную поверхность детали, а также упрощение конструкции технологической оснастки.
Указанный технический результат достигается тем, что в способе нанесения металлических покрытий на наружную поверхность деталей, включающем загрузку шихты в форму, ее вращение и нагрев, согласно изобретению частоту вращения формы задают из условия равномерного распределения расплавленного металла по ее поверхности, после чего вводят внутрь формы деталь, а частоту вращения формы замедляют до величины, достаточной для заполнения расплавом зазора между формой и деталью, затем осуществляют выдержку, после которой нагрев прекращают.
Нанесение покрытия указанным способом обеспечивает значительное снижение трудоемкости и повышение производительности процесса, а выдержка детали в расплаве необходима для выхода из расплава шлака, нагрева детали, что гарантирует надежное сцепление двух материалов.
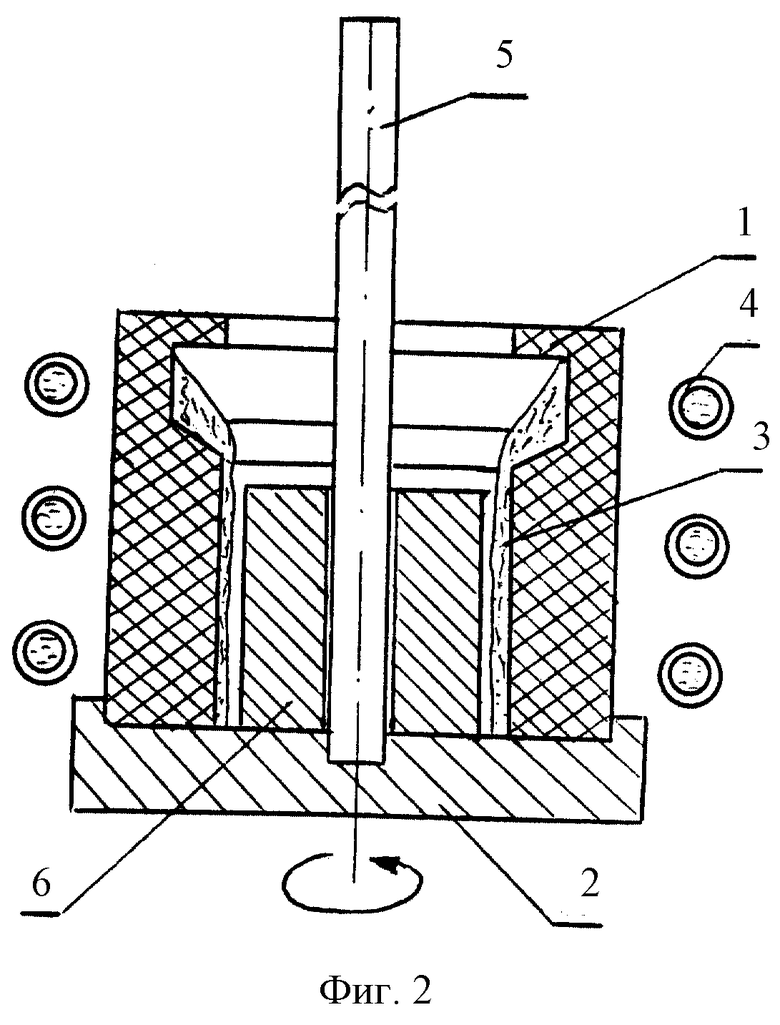
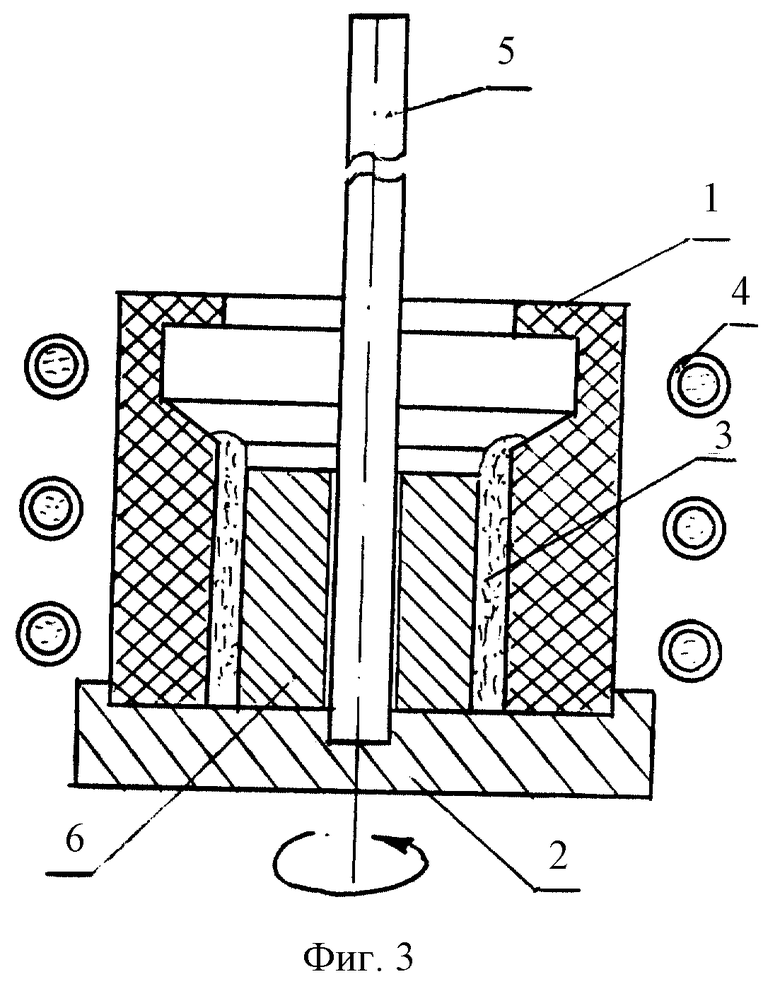
Сущность изобретения поясняется чертежами, где на фиг.1 показана начальная стадия процесса, когда шихта, засыпанная в форму, еще не расплавилась, на фиг.2 - расплав распределился по поверхности формы и туда введена деталь, на фиг.3 - частота вращения формы замедлена, и расплав заполнил зазор между формой и деталью.
Способ осуществляют следующим образом. Графитовую форму 1 (фиг.1) закрепляют на основании 2, соединенном с приводом вращения. Внутрь формы 1 загружают шихту 3 (порошок или стружка, смешанные с флюсом), после чего включают привод вращения и высокочастотный генератор, посредством индуктора 4 нагревающий форму и через нее шихту. После расплавления шихты расплав 3 под действием центробежной силы распределяется по поверхности формы 1 и тогда внутрь формы по направляющей 5 вводится деталь 6 (см. фиг.2). После этого частоту вращения замедляют, и расплав 3, опускаясь под собственным весом, заполняет зазор между формой 1 и деталью 6. При данной частоте вращения формы осуществляют выдержку до тех пор, пока деталь нагреется до необходимой температуры, которая зависит от природы наносимого металла, после чего нагрев прекращают, а после застывания расплава деталь с покрытием вынимают из формы.
Осуществление процесса предлагаемым способом значительно снижает трудоемкость и повышает производительность процесса за счет более простой и быстрой загрузки шихты, установки и снятия детали. Причем загрузку шихты и установку детали можно осуществлять при вращающейся форме. Значительно упрощается конструкция технологической оснастки, необходимая для реализации способа.
Пример выполнения способа.
На стальную втулку с наружным диаметром 40 мм осуществляли нанесение покрытия из бронзы Бр 05Ц5С5 толщиной 2 мм (зазор между формой и деталью). Начальную частоту вращения формы задавали из расчета обеспечения линейной скорости на ее внутренней поверхности 6 м/с. Нагрев осуществляли с помощью высокочастотного генератора ВЧГ10/0.44, а температуру детали измеряли радиационным пирометром "ТЭРА-50" и потенциометром КСП-3. После расплавления шихты деталь вводили внутрь формы, а ее частоту вращения снизили до скорости 2 м/с и выдерживали 20 с до нагрева детали до 700oС, после чего нагрев выключили. Исследование нанесенного слоя бронзы показало, что его сцепление с основой и качество слоя высокие, отсутствуют поры, раковины и несплавления с основой.
Использование предлагаемого способа позволяет получать покрытия на наружной поверхности деталей с гораздо меньшей трудоемкостью и более высокой производительностью, чем по известному способу. Нанесенные покрытия имеют высокие показатели прочности сцепления и качества рабочего слоя.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ НАНЕСЕНИЯ ПОКРЫТИЙ ИЗ МЕТАЛЛИЧЕСКИХ ПОРОШКОВ | 1999 |
|
RU2164966C2 |
| СПОСОБ НАНЕСЕНИЯ ПОКРЫТИЙ ИЗ МЕТАЛЛИЧЕСКИХ ПОРОШКОВ НА ЦИЛИНДРИЧЕСКИЕ ДЕТАЛИ | 2006 |
|
RU2338007C2 |
| СПОСОБ НАНЕСЕНИЯ МЕТАЛЛИЧЕСКИХ ПОКРЫТИЙ НА ТОРЦЕВУЮ ПОВЕРХНОСТЬ ДЕТАЛЕЙ | 2001 |
|
RU2190501C1 |
| СПОСОБ НАНЕСЕНИЯ РАБОЧИХ СЛОЕВ НА ЦИЛИНДРИЧЕСКИЕ ДЕТАЛИ | 2006 |
|
RU2310016C1 |
| СПОСОБ ЦЕНТРОБЕЖНОЙ БИМЕТАЛЛИЗАЦИИ ВТУЛОК | 2004 |
|
RU2272695C2 |
| ФЛАНЕЦ ДЛЯ ЦЕНТРОБЕЖНОЙ НАПЛАВКИ ДЕТАЛЕЙ | 2000 |
|
RU2187410C2 |
| ФЛАНЕЦ ДЛЯ ЦЕНТРОБЕЖНОЙ НАПЛАВКИ ДЕТАЛЕЙ | 2000 |
|
RU2187411C1 |
| СПОСОБ ВОССТАНОВЛЕНИЯ ДЕТАЛЕЙ ЭЛЕКТРОШЛАКОВОЙ НАПЛАВКОЙ | 2004 |
|
RU2272703C2 |
| СПОСОБ НАНЕСЕНИЯ МЕТАЛЛИЧЕСКОГО ПОКРЫТИЯ НА ПОВЕРХНОСТЬ ДЕТАЛИ | 2021 |
|
RU2764253C1 |
| Способ получения покрытий из металлических порошков | 1987 |
|
SU1785818A1 |
Изобретение относится к порошковой металлургии, в частности к способам нанесения покрытий из порошковых материалов на поверхности деталей. Технической задачей изобретения является снижение трудоемкости и повышение производительности процесса нанесения покрытия на наружную поверхность детали, а также упрощение конструкции технологической оснастки. Способ включает загрузку шихты в форму, ее вращение и нагрев, при этом частоту вращения формы задают из условия равномерного распределения расплавленного металла по ее поверхности, после чего вводят внутрь формы деталь, а частоту вращения формы замедляют до величины, достаточной для заполнения расплавом зазора между формой и деталью, затем осуществляют выдержку до тех пор, пока деталь нагреется до необходимой температуры, после которой нагрев прекращают. Нанесенные покрытия имеют высокие показатели прочности сцепления и качества рабочего слоя. 3 ил.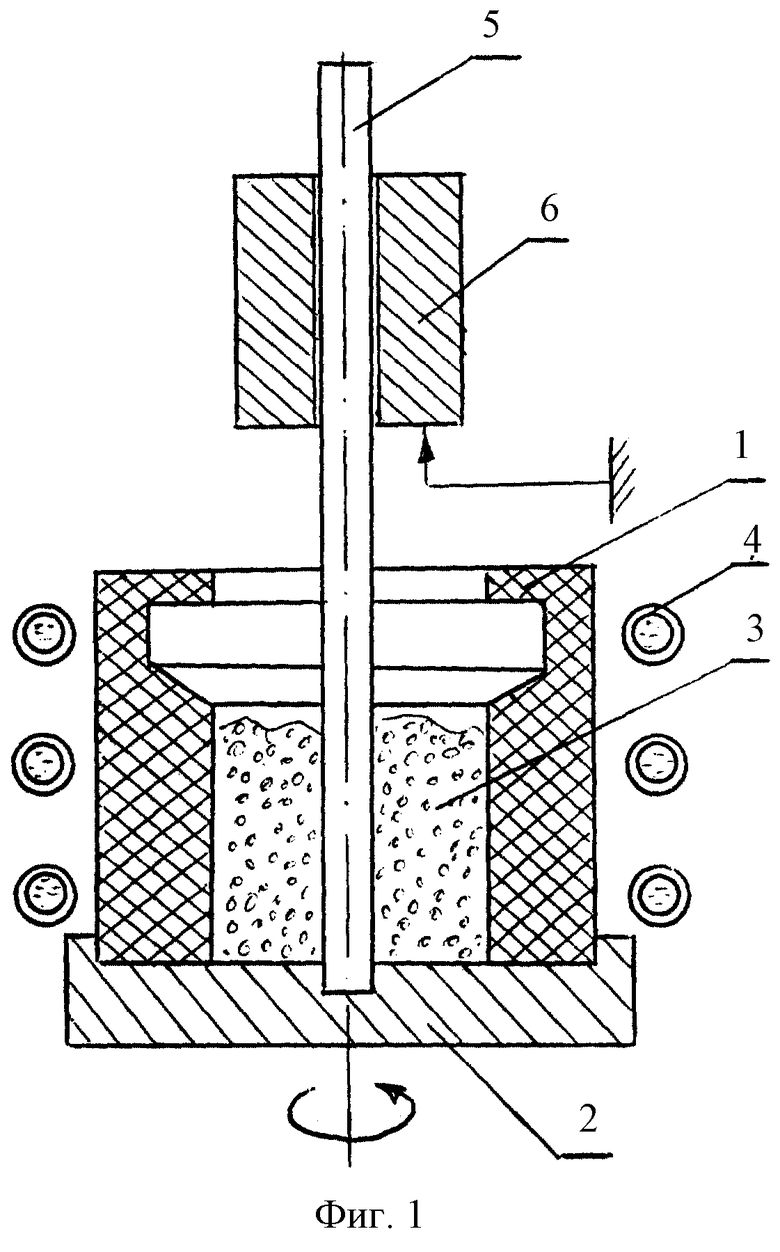
Способ нанесения металлических покрытий на наружную поверхность деталей, включающий загрузку шихты в форму, ее вращение и нагрев, отличающийся тем, что частоту вращения формы задают из условия равномерного распределения расплавленного металла по ее поверхности, после чего вводят внутрь формы деталь, а частоту вращения формы замедляют до величины, достаточной для заполнения расплавом зазора между формой и деталью, затем осуществляют выдержку до тех пор, пока деталь нагреется до необходимой температуры, после которой нагрев прекращают.
| Ярошевич В.К | |||
| и др | |||
| Антифрикционные покрытия из металлических порошков | |||
| - Минск, Наука и Техника, 1981, с, 63-64 | |||
| Способ нанесения порошковых покрытий на наружные поверхности изделий | 1984 |
|
SU1556816A1 |
| Способ нанесения покрытий из порошкового материала | 1977 |
|
SU740406A1 |
| Способ нанесения покрытий из порошковых материалов | 1981 |
|
SU977113A1 |
| 0 |
|
SU388968A1 | |
