Изобретение относится к области трубопрокатного производства и наиболее эффективно может быть использовано при производстве высокоточных труб на станах поперечно-винтовой прокатки с четырехвалковыми клетями и касается также перевалки четырехвалковых клетей.
Известна конструкция четырехвалковой клети стана поперечно-винтовой прокатки, см. а.с. СССР №380376, кл. В21В 19/02, заявл. 28.06.71 г., опубл. 15.05.73 г., содержащая станину закрытого типа, расположенные по диагонали внутри станины барабаны с валками, механизмы установки валков и механизмы поворота барабанов.
Основным недостатком конструкции этой четырехвалковой клети является то, что перевалку в ней можно осуществлять только сменой валков, а это трудоемкий процесс и занимает много времени, поскольку валки с подушками необходимо отсоединять от барабана и с помощью специальных устройств извлекать узел валка из станины. В результате этого валки редко меняются, изнашиваются, и точность настройки очага деформации снижается, что приводит к уменьшению точности получаемых труб.
Из известных конструкций четырехвалковых клетей станов поперечно-винтовой прокатки наиболее близкой по технической сущности является конструкция четырехвалковой клети, описанная в а.с. СССР №348250, кл. В21В 19/00, заявл. 17.02.71 г., опубл. 23.08.72 г.
Эта конструкция четырехвалковой клети стана поперечно-винтовой прокатки содержит станину, состоящую из корпуса и шарнирно соединенной с ним крышки, размещенные внутри станины два вертикально расположенных барабана с валками и установленные в окнах станины в подвижных опорах два горизонтально расположенных барабана с валками, механизмы установки валков и механизмы поворота барабанов. Механизмами установки валков здесь являются гидроцилиндры, штоки которых закреплены на их торцевой стенке, а барабанами - корпуса гидроцилиндров. Механизмы поворота барабанов с валками выполнены в виде реек, контактирующих с зубчатой нарезкой, имеющейся на корпусах гидроцилиндров. Кроме того, на корпусах гидроцилиндров закреплены цилиндрические катки, перемещающиеся в выполненных в корпусе станины дугообразных направляющих.
Основным недостатком конструкции этой четырехвалковой рабочей клети является то, что горизонтально расположенные в ней барабаны с валками находятся в подвижных опорах, и усилия прокатки воспринимаются закрепленными на барабанах - корпусах гидроцилиндров цилиндрическими катками, имеющими линейный контакт с дугообразными направляющими. Это вызывает постоянный зазор между поверхностями катков и дугообразных направляющих, в результате чего уменьшается точность настройки очага деформации. Кроме того, наличие малых контактных поверхностей, воспринимающих значительные усилия прокатки, приводит к их быстрому износу и смятию и дальнейшему уменьшению точности настройки очага деформации из-за смещения барабанов с валками относительно предварительной настройки.
Другим недостатком рассматриваемой конструкции является длительное время ее перевалки, поскольку перевалку здесь можно осуществлять только отсоединением валков от барабанов - корпусов гидроцилиндров, так как сами барабаны жестко закреплены в станине, и извлекать их достаточно трудно.
Задачей настоящего изобретения является повышение точности настройки очага деформации и ускорение процесса перевалки.
Поставленная задача достигается тем, что в четырехвалковой клети стана поперечно-винтовой прокатки, содержащей станину, состоящую из корпуса и шарнирно соединенной с ним крышки, размещенные в станине два вертикально и два горизонтально расположенных барабана с валками, механизмы установки валков и механизмы поворота барабанов, согласно изобретению корпус станины выполнен в виде двух боковин, соединенных между собой поперечной траверсой, крышка станины - в виде траверсы, по конструкции аналогичной поперечной траверсе корпуса станины, при этом вертикально расположенные барабаны с механизмами установки валков размещены в поперечной траверсе корпуса станины и крышке, горизонтально расположенные барабаны размещены в расточках станины, а взаимодействующие с ними механизмы установки валков - в боковинах корпуса станины, кроме того каждый механизм поворота барабана выполнен в виде расположенных в станине двух винтовых упоров, контактирующих с закрепленными на барабане сухарями.
Такое конструктивное выполнение четырехвалковой клети стана поперечно-винтовой прокатки позволяет повысить точность настройки очага деформации и ускорить процесс перевалки.
Повышение точности настройки очага деформации достигается за счет того, что горизонтально расположенные в расточках станины барабаны с валками опираются на размещенные в боковинах корпуса станины механизмы установки валков, воспринимающие все усилия прокатки, как это и принято в прокатном производстве.
Ускорение процесса перевалки в предложенной конструкции рабочей клети достигается благодаря извлечению валков вместе с барабанами. Для этого необходимо лишь отвести от барабанов нажимные винты механизмов установки валков и винтовые упоры механизмов поворота барабанов.
Для пояснения изобретения ниже приводится конкретный пример выполнения изобретения со ссылкой на прилагаемые чертежи, на которых:
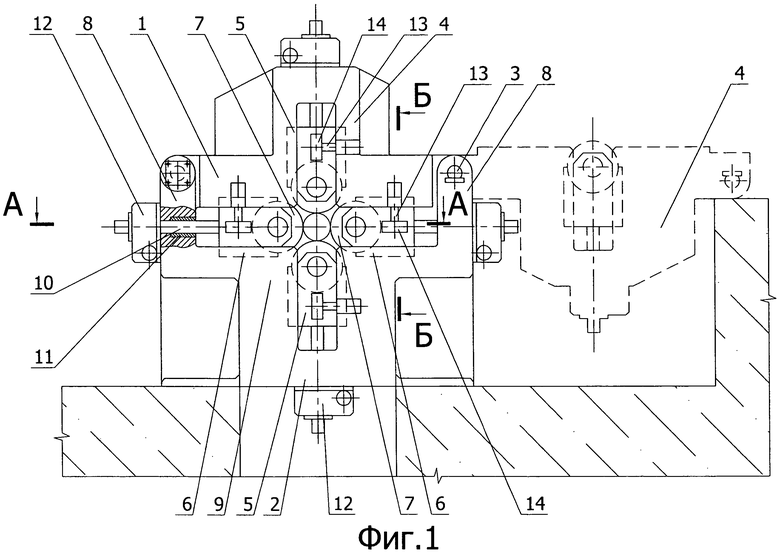
на фиг.1 изображена четырехвалковая клеть стана поперечно-винтовой прокатки,
на фиг.2 - то же, разрез А-А на фиг.1,
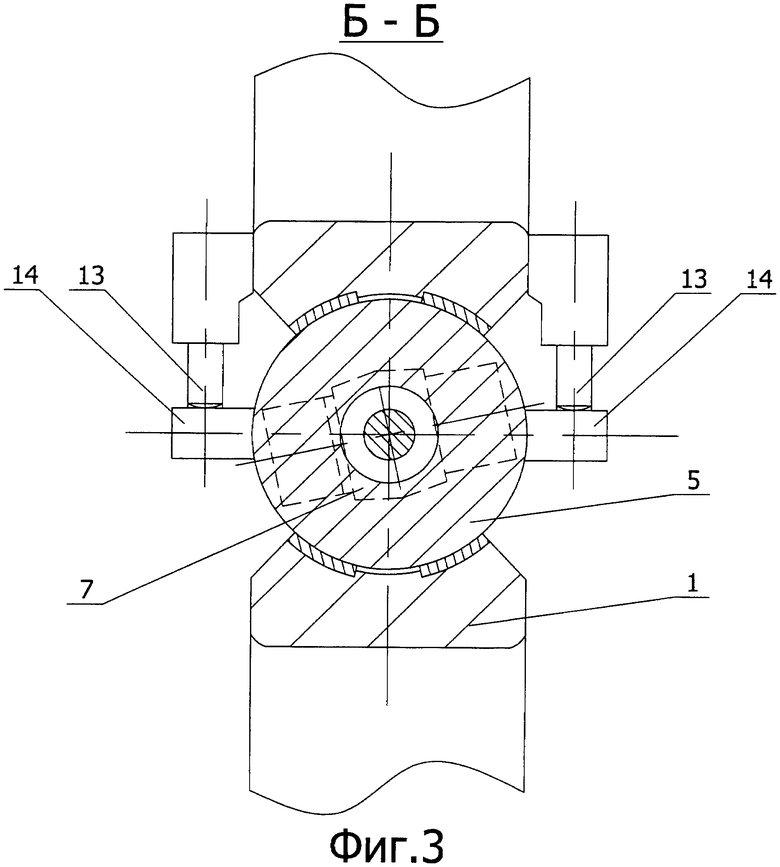
на фиг.3 - то же, разрез Б-Б на фиг.1.
Четырехвалковая клеть стана поперечно-винтовой прокатки содержит станину 1, состоящую из корпуса 2 и соединенной с ним посредством шарнира 3 крышки 4, размещенные внутри станины два вертикально расположенных барабана 5 и два горизонтально расположенных барабана 6 с валками 7, механизмы установки валков и механизмы поворота барабанов.
Корпус 2 станины 1 выполнен в виде двух боковин 8, соединенных между собой поперечной траверсой 9, а крышка станины - в виде траверсы, по конструкции аналогичной поперечной траверсе 9 корпуса 2 станины 1. Нижний вертикально расположенный барабан 5 с механизмом установки валков размещен в поперечной траверсе 9 корпуса 2 станины 1, а верхний вертикально расположенный барабан 5 с механизмом установки валков - в крышке 4. Горизонтально расположенные барабаны 6 размещены в расточках станины 1, а взаимодействующие с ними механизмы установки валков - в боковинах корпуса 2 станины 1.
Каждый механизм установки валков содержит нажимной винт 10 с гайкой 11 и электромеханический привод 12, а каждый механизм поворота барабана выполнен в виде расположенных в станине двух винтовых упоров 13, контактирующих с закрепленными на барабане сухарями 14.
Перед началом процесса прокатки очаг деформации настраивают на определенный размер изделий с помощью механизмов установки валков и механизмов поворота барабанов. При прокатке все усилия, воспринимаемые валками 7, неподвижно закрепленными в барабанах 6, передаются контактирующим с ними нажимным винтам 10 механизмов установки валков, размещенных в станине 1, которая и воспринимает эти усилия. Это позволяет сохранять точность настройки очага деформации.
Перевалку клети осуществляют следующим образом.
Крышку 4 клети откидывают на 180° любым известным способом. Затем отводят нажимные винты 10 механизмов установки валков и винтовые упоры 13 механизмов поворота барабанов. Из корпуса 2 станины 1 сначала извлекают горизонтально расположенные барабаны 6 с валками 7, потом - нижний вертикально расположенный барабан 5 с валком 7 и затем из откинутой крышки 4 станины 1 извлекают верхний барабан 5 с валком 7.
Предложенная конструкция четырехвалковой клети стана поперечно-винтовой прокатки по сравнению с известными позволяет повысить точность настройки очага деформации и ускорить процесс перевалки.
| название | год | авторы | номер документа |
|---|---|---|---|
| Трехвалковая клеть стана продольной прокатки и способ перевалки валков трехвалковой клети стана продольной прокатки | 2018 |
|
RU2677581C1 |
| Рабочая клеть стана поперечно-винтовой прокатки | 1977 |
|
SU651861A1 |
| ДВУХВАЛКОВАЯ КЛЕТЬ СТАНА ПОПЕРЕЧНО-ВИНТОВОЙ ПРОКАТКИ | 2002 |
|
RU2227071C2 |
| Станина клети стана винтовой прокатки | 1976 |
|
SU556853A1 |
| ЧЕТЫРЕХВАЛКОВАЯ КАЛИБРОВОЧНАЯ КЛЕТЬ | 2010 |
|
RU2450874C2 |
| ЧЕТЫРЕХВАЛКОВЫЙ МНОГОКЛЕТЬЕВОЙ ПРОКАТНЫЙ СТАН | 2006 |
|
RU2352410C2 |
| ТРЕХВАЛКОВАЯ КЛЕТЬ СТАНА ПОПЕРЕЧНО-ВИНТОВОЙ ПРОКАТКИ | 2007 |
|
RU2338607C1 |
| РАБОЧАЯ КЛЕТЬ СТАНА ХОЛОДНОЙ ПРОКАТКИ ТРУБ | 2012 |
|
RU2488454C1 |
| Трехвалковая клеть винтовой прокатки | 1979 |
|
SU780913A1 |
| Кассета вертикальных валков универсальной клети | 1981 |
|
SU946701A1 |

Изобретение предназначено для повышения точности настройки очага деформации и ускорения процесса перевалки валков при производстве высокоточных труб на станах поперечно-винтовой прокатки с четырехвалковыми клетями. Четырехвалковая клеть стана поперечно-винтовой прокатки содержит станину, состоящую из корпуса и шарнирно соединенной с ним крышки, размещенные в станине два вертикально и два горизонтально расположенных барабана с валками, механизмы установки валков и механизмы поворота барабанов. Возможность создания жесткой конструкции, воспринимающей все усилия прокатки, а также возможность извлечения валков, при их перевалке, вместе с барабанами обеспечивается за счет того, что корпус станины выполнен в виде двух боковин, соединенных между собой поперечной траверсой, крышка станины - в виде траверсы, по конструкции аналогичной поперечной траверсе корпуса станины. Вертикально расположенные барабаны с механизмами установки валков размещены в поперечной траверсе корпуса станины и крышке, горизонтально расположенные барабаны размещены в расточках станины, а взаимодействующие с ними механизмы установки валков - в боковинах корпуса станины. Кроме того, каждый механизм поворота барабана выполнен в виде расположенных в станине двух винтовых упоров, контактирующих с закрепленными на барабане сухарями. 3 ил.
Четырехвалковая клеть стана поперечно-винтовой прокатки, содержащая станину, состоящую из корпуса и шарнирно соединенной с ним крышки, размещенные в станине два вертикально и два горизонтально расположенных барабана с валками, механизмы установки валков и механизмы поворота барабанов, отличающаяся тем, что корпус станины выполнен в виде двух боковин, соединенных между собой поперечной траверсой, конструкция крышки станины аналогична конструкции поперечной траверсы корпуса станины, при этом вертикально расположенные барабаны с механизмами установки валков размещены в поперечной траверсе корпуса станины и крышке, горизонтально расположенные барабаны размещены в расточках станины, а взаимодействующие с ними механизмы установки валков - в боковинах корпуса станины, при этом каждый механизм поворота барабана выполнен в виде расположенных в станине двух винтовых упоров, контактирующих с закрепленными на барабане сухарями.
| РАБОЧАЯ КЛЕТЬ ТРУБОПРОКАТНОГО СТАНА | 0 |
|
SU348250A1 |
| УНИВЕРСАЛЬНАЯ ЧЕТЫРЕХВАЛКОВАЯ КЛЕТЬ ДЛЯ ПРОФИЛИРОВАНИЯ ТРУБ | 2006 |
|
RU2302305C1 |
| Клеть с многовалковым калибром для продольной прокатки | 1980 |
|
SU933137A1 |
| Клеть трубоформовочного стана | 1976 |
|
SU623606A1 |
| DE 3823135 A1, 11.01.1990. | |||

