Изобретение относится к диффузионной сварке в вакууме и может быть использовано в авиационной и других отраслях промышленности.
Известен способ диффузионной сварки двух элементов, при котором сдавливающее усилие прилагают перпендикулярно к поверхности контакта элементов, нагревают зону контакта элементов до температуры сварки и осуществляют изотермическую выдержку (а.с. СССР N 1706811, В 23 К 20/14, 1990 г).
Недостатком известного способа является возможность образования дефектов в зоне сварки.
Наиболее близким по технической сущности является способ диффузионной сварки двух элементов, при котором сдавливающее усилие прилагают перпендикулярно к поверхности контакта элементов, нагревают зону контакта элементов до температуры сварки и осуществляют изотермическую выдержку (а.с. СССР N 1296342, В 23 К 20/14, 1985 г).
Недостатком известного способа является возможность образования дефектов в зоне сварки.
Техническим результатом изобретения является повышение качества сварного соединения.
Технический результат достигается за счет того, что при диффузионной сварке двух элементов сдавливающее усилие прилагают перпендикулярно к поверхности контакта элементов, нагревают зону контакта элементов до температуры сварки, причем в процессе пластической деформации свариваемых поверхностей смещают один из элементов и осуществляют изотермическую выдержку.
Величина смещения равна величине пластической деформации.
Известен способ сварки металлов давлением в вакууме путем нагрева и сжатия, при котором сдавливающее усилие прилагают перпендикулярно к поверхности контакта элементов, нагревают зону контакта элементов до температуры сварки и осуществляют изотермическую выдержку (патент РФ 1202170, В 23 К 20/14, 1984).
Известно, что давление пуансоном на свариваемые детали осуществляется тогда, когда плоскость контакта деталей перпендикулярна движению пуансона, а также когда усилие, передаваемое пуансоном, разлагается на составляющие, одна из которых нормальна к поверхности контакта деталей (соосные, конические и т.п. сочленения), (Казаков Н.В., Диффузионная сварка в вакууме, М..Машиностроение, 1968, с 101-102). Теоретически при контакте элементарный микровыступ, который представляет собой прямой круговой конус, в процессе деформации преобразуется в прямой усеченный конус. В зоне контакта микровыступов возможно образование дефектов (Э.С.Каракозов. Соединение металлов в твердой фазе, М., Металлургия, 1979, с 45, 76-78, 206 -210).
В предлагаемом техническом решении сдавливающее усилие прилагают перпендикулярно к поверхности контакта деталей. Сдавливающее усилие деформирует элементарный микровыступ в прямой усеченный конус. Одновременно производят смещение одного из элементов, деформируя прямой усеченный конус усилием, направленным на боковую поверхность прямого усеченного конуса. Смещение производят вдоль или поперек сварного шва. Данный прием позволяет обеспечить максимальную фактическую площадь контакта свариваемых элементов, разорвать старые и образовать новые межатомные связи в поле упругих искажений вокруг дислокаций.
На чертеже показана схема реализации способа диффузионной сварки двух элементов. На чертеже: I - положение стенки в первый момент сварки; II - положение стенки после окончания пластической деформации.
Способ диффузионной сварки двух элементов реализуется следующим образом.
Заготовка содержит полку 1 и стенку 2. Стенку 2 прижимают к полке 1. Сдавливающее усилие прилагают перпендикулярно к поверхности контакта полки 1 и стенки 2. Электронным лучом нагревают зону контакта элементов до температуры сварки. Величину сдавливающего усилия и температуру сварки выбирают из условия достижения сверхпластичности свариваемых материалов, обеспечивающих максимальную скорость пластической деформации в зоне стыка. В процессе пластической деформации стенку 2, смещают относительно полки 1. Смещение стенки 2 производят вдоль или поперек сварного шва. Скорость сближения свариваемых поверхностей возрастает за счет сдвига микровыступов. Заполняются впадины между микровыступами и осуществляется полный контакт свариваемых поверхностей. Данный прием позволяет обеспечить максимальную фактическую площадь контакта свариваемых элементов, разорвать старые и образовать новые межатомные связи в поле упругих дислокаций.
Величина смещения "а" равна величине "б" пластической деформации. После прекращения деформации зоны стыка на заданную величину осуществляют изотермическую выдержку при температуре сварки.
Пример конкретного выполнения. Сваривали детали из сплава ВТ 8М. Стенку прижимают к полке с усилием 430 кг. Электронным лучом нагревают зону стыка до температуры 850 - 900oC. Стенка вдавливается в полку на 0,3 мм. Одновременно к полке прилагается смещающее усилие 150 кг, и полка смещается на 0,3 мм вдоль стыка. После окончания деформации осуществляют изотермическую выдержку в течение 10 минут. Металлографические исследования показали отсутствие дефектов в зоне сварки.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ДИФФУЗИОННОЙ СВАРКИ ДВУХ ЭЛЕМЕНТОВ | 1999 |
|
RU2164462C2 |
| СПОСОБ ДИФФУЗИОННОЙ СВАРКИ ДВУХ ЭЛЕМЕНТОВ | 1999 |
|
RU2164199C1 |
| СПОСОБ СВАРКИ ДАВЛЕНИЕМ С ПОДОГРЕВОМ | 2016 |
|
RU2641215C2 |
| СПОСОБ ДИФФУЗИОННОЙ СВАРКИ ПОРОШКОВОГО ЖАРОПРОЧНОГО СПЛАВА НА НИКЕЛЕВОЙ ОСНОВЕ | 2014 |
|
RU2555279C1 |
| Способ изготовления диффузионной сваркой газотурбинных лопаток из двухфазных титановых сплавов | 1990 |
|
SU1706811A1 |
| СПОСОБ ДИФФУЗИОННОЙ СВАРКИ | 2002 |
|
RU2214896C1 |
| Способ диффузионной сварки | 1990 |
|
SU1757825A1 |
| СПОСОБ ДИФФУЗИОННОЙ СВАРКИ В ВАКУУМЕ МНОГОСЛОЙНЫХ ИЗДЕЛИЙ ИЗ РАЗНОРОДНЫХ НЕРЖАВЕЮЩИХ СТАЛЕЙ | 2009 |
|
RU2387524C1 |
| СПОСОБ ДИФФУЗИОННОЙ СВАРКИ ЛИТЕЙНОГО ЖАРОПРОЧНОГО СПЛАВА НА НИКЕЛЕВОЙ ОСНОВЕ | 2014 |
|
RU2558692C1 |
| СПОСОБ ДИФФУЗИОННОЙ СВАРКИ МНОГОСЛОЙНОГО ПАКЕТА ИЗ СТЕКЛА И МОНОКРИСТАЛЛИЧЕСКОГО КРЕМНИЯ | 2012 |
|
RU2491158C1 |
Изобретение может быть использовано при диффузионной сварке в вакууме изделий, содержащих полку и стенку. Сдавливающее усилие прилагают перпендикулярно к поверхности контакта элементов. Производят нагрев зоны контакта элементов и изотермическую выдержку. В процессе пластической деформации смещают один из элементов относительно другого на величину, равную величине пластической деформации. За счет осуществления полного контакта поверхностей свариваемого узла повышается качество сварного соединения. 1 ил.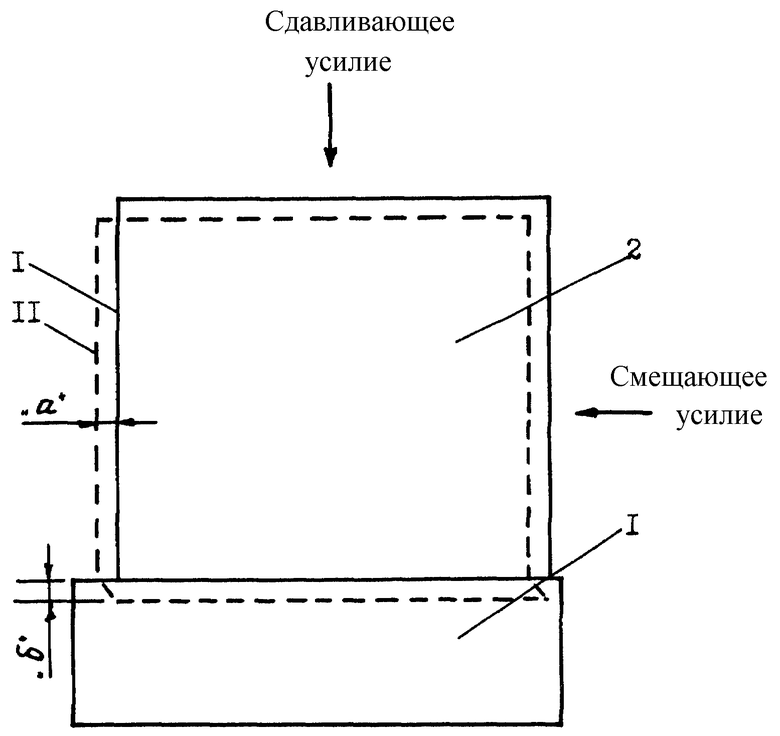
Способ диффузионной сварки двух элементов, при котором сдавливающее усилие прилагают перпендикулярно к поверхности контакта элементов, нагревают зону контакта элементов до температуры сварки и осуществляют изотермическую выдержку, отличающийся тем, что в процессе пластической деформации свариваемых поверхностей смещают один из элементов вдоль или поперек сварочного шва, причем величина смещения равна величине пластической деформации.
| Способ диффузионной сварки | 1985 |
|
SU1296342A1 |
| Установка для диффузионной сварки | 1971 |
|
SU350333A1 |
| Способ диффузионной сварки и устройство для его осуществления | 1986 |
|
SU1449287A1 |
| СПОСОБ СВАРКИ МЕТАЛЛОВ ДАВЛЕНИЕМ | 1984 |
|
RU1202170C |
| US 4315591 | |||
| Устройство для электрической сигнализации | 1918 |
|
SU16A1 |
| ВКЛАДЫШ СФЕРИЧЕСКОГО ШАРНИРА | 1998 |
|
RU2130134C1 |

