Изобретение относится к диффузионной сварке в вакууме и может быть использовано во многих отраслях промышленности.
Известен способ диффузионной сварки двух элементов, при котором на полке предварительно выполняют выступ, узел сдавливают и нагревают, причем деформируемую часть стенки выполняют толщиной, равной 0,8 - 0,95 ее толщины, а выступ выполняют высотой 0,4 - 1,0 высоты деформируемой части стенки и шириной, равной толщине этой части (а.с. СССР 1296342, B 23 K 20/14, 1985 г.).
Недостатком известного способа является возможность искажения геометрии сварного соединения.
Наиболее близким по технической сущности является способ диффузионной сварки, при котором полку и перпендикулярную ей стенку устанавливают с предварительным сжатием между ограничительными элементами оснастки, нагревают зону соединения до температуры сварки, сдавливают и осуществляют изотермическую выдержку (а.с. СССР 1706811, B 23 K 20/14, 1990 г.). Стенка представляет собой перо лопатки газотурбинного двигателя. При сварке необходимо обеспечить геометрию пера лопатки, которая имеет переменное сечение. Искажение геометрии пера лопатки не допускается.
Недостатком известного способа является возможность искажения геометрии сварного соединения.
Задачей изобретения является повышение выхода годных деталей за счет исключения искажения геометрии сварного соединения.
Технический результат достигается за счет того, что при диффузионной сварке двух элементов, при котором полку и перпендикулярную ей стенку устанавливают с предварительным сжатием между ограничительными элементами оснастки, нагревают зону соединения до температуры сварки, сдавливают и осуществляют изотермическую выдержку, причем на полке предварительно выполняют зоны свободной деформации, расстояние от кромки стенки до зоны свободной деформации равно 1 - 2 максимальной толщины торца стенки.
Глубина зоны свободной деформации составляет 0,5 - 0,8 высоты полки.
Известно выполнение на свариваемых деталях зоны свободной деформации, которая позволяет приконтактным объемам металла деформироваться, не оказывая влияния на соседние обработанные поверхности. Обычно зоны свободной деформации выполняют в зоне стыка (Диффузионная сварка материалов. Справочник, под редакцией Н.Ф. Казакова -М.: Машиностроение, 1981, с. 198 - 200, рис. 6, 7, с. 52).
В предлагаемом техническом решении зоны свободной деформации выполняют вне зоны стыка свариваемых элементов.
Обычно длина полки больше ширины стенки. Свободные концы полки используют для технологических нужд и обрезают при обработке готового изделия. Кроме того, использование более длинной полки обеспечивает исключение подрезов тонких боковых кромок стенки. Однако при нагревании зоны стыка свободные концы полки, прижатые технологической оснасткой, оказывают влияние на тонкие боковые кромки стенки, что приводит к потере геометрии стенки.
В предлагаемом техническом решении свободные концы полки отделены зоной свободной деформации от зоны стыка свариваемых элементов. Деформация свободных концов полки не оказывает влияния на тонкие боковые кромки стенки.
На чертеже приведена принципиальная схема реализации способа.
Способ реализуется следующим образом.
Заготовка содержит полку 1 и стенку 2. На полке 1 предварительно выполняют зоны свободной деформации 3. Расстояние "a" от кромки стенки 2 до зоны свободной деформации 3 равно 1 - 2 максимальной толщины торца стенки 2. Глубина зоны свободной деформации 3 составляет 0,5 - 0,8 высоты полки 1. Стенку 2 и перпендикулярную ей полку 1 устанавливают с предварительным сжатием между ограничительными элементами оснастки 4. Нагревают зону соединения (стыка) до температуры сварки, сдавливают и осуществляют изотермическую выдержку. При пластической деформации зоны стыка свободные концы 5 полки 1 не оказывают влияния на кромки стенки 2, что способствует сохранению геометрии стенки 2.
Пример конкретного выполнения.
Сваривают детали из сплава ВТ8М. Высота полки 4 мм, ширина полки 4 мм. Стенка (торец пера лопатки газотурбинного двигателя) имеет переменное сечение: максимальная толщина стенки 2 мм, минимальная толщина стенки 0,2 мм. Стенку прижимают к полке с усилием 430 кг. Зону стыка обрабатывают электронным лучом и нагревают до температуры 850 - 900oC. В полку вдавливают торец стенки. Глубина вдавливания стенки и совместная деформация составляет 0,5 - 0,7 мм. Осуществляют выдержку при температуре сварки в течение 10 минут.
Сравнительные характеристики вариантов диффузионной сварки приведены в таблице. Установлено, что оптимальная глубина зоны свободной деформации составляет 0,5 - 0,8 высоты полки.
Способ позволяет обеспечить геометрию сварного соединения.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ДИФФУЗИОННОЙ СВАРКИ ДВУХ ЭЛЕМЕНТОВ | 1999 |
|
RU2164462C2 |
| Способ изготовления диффузионной сваркой газотурбинных лопаток из двухфазных титановых сплавов | 1990 |
|
SU1706811A1 |
| СПОСОБ ДИФФУЗИОННОЙ СВАРКИ ДВУХ ЭЛЕМЕНТОВ | 1999 |
|
RU2167749C2 |
| Способ диффузионной сварки | 1985 |
|
SU1296342A1 |
| СПОСОБ ВОССТАНОВЛЕНИЯ ДЛИНЫ ПЕРА ЛОПАТОК ГАЗОТУРБИННОГО ДВИГАТЕЛЯ | 1998 |
|
RU2138382C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ БИМЕТАЛЛИЧЕСКИХ СОСУДОВ | 1995 |
|
RU2087286C1 |
| Способ диффузионной сварки | 1990 |
|
SU1757825A1 |
| СПОСОБ СВАРКИ ИЛИ НАПЛАВКИ ЖАРОПРОЧНЫХ ВЫСОКОЛЕГИРОВАННЫХ СПЛАВОВ | 1998 |
|
RU2146988C1 |
| СПОСОБ ДИФФУЗИОННОЙ СВАРКИ ТОНКОСТЕННЫХ СЛОИСТЫХ ТИТАНОВЫХ КОНСТРУКЦИЙ | 2013 |
|
RU2569444C2 |
| СПОСОБ ВОССТАНОВЛЕНИЯ ДЛИНЫ ПЕРА ЛОПАТОК КОМПРЕССОРА ГАЗОТУРБИННОГО ДВИГАТЕЛЯ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1998 |
|
RU2153965C1 |

Изобретение может быть использовано при диффузионной сварке изделий, содержащих полку и стенку. На полке предварительно выполняют зоны свободной деформации. Расстояние от кромки стенки до зоны свободной деформации равно 1 - 2 максимальным толщинам торца стенки. Глубина зоны свободной деформации составляет 0,5 - 0,8 высоты полки. Стенку и перпендикулярную ей полку устанавливают с предварительным сжатием между ограничительным элементами оснастки. Зону соединения нагревают до температуры сварки. После сдавливания осуществляют изотермическую выдержку. Свободные концы полки не оказывают влияния на кромки стенки, что способствует сохранению ее геометрии. 1 з.п. ф-лы, 1 табл., 1 ил.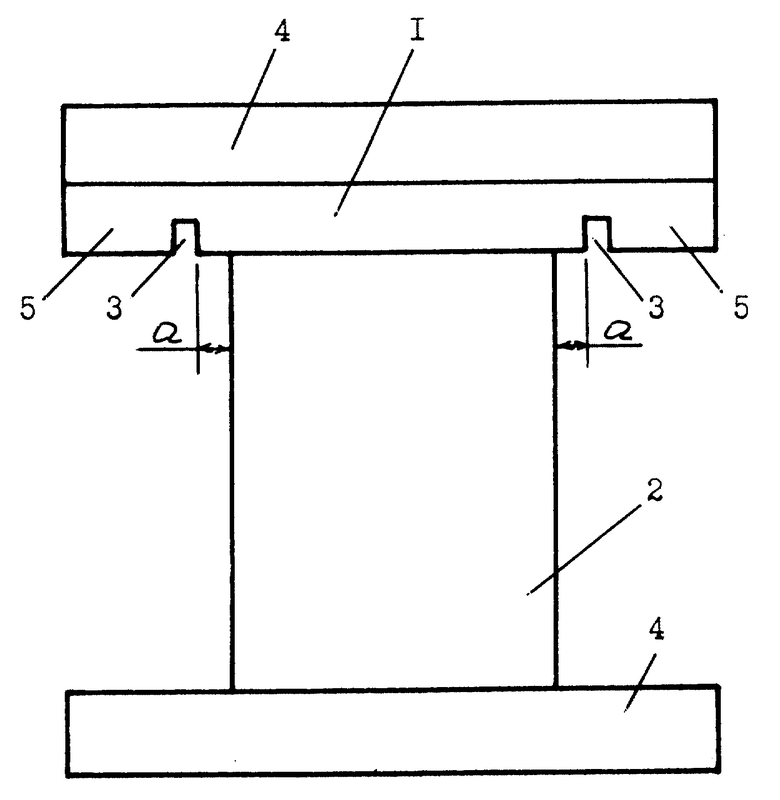
| Способ изготовления диффузионной сваркой газотурбинных лопаток из двухфазных титановых сплавов | 1990 |
|
SU1706811A1 |
| Способ диффузионной сварки | 1978 |
|
SU747655A1 |
| Способ диффузионной сварки | 1985 |
|
SU1296342A1 |
| СПОСОБ СВАРКИ МЕТАЛЛОВ ДАВЛЕНИЕМ | 1984 |
|
RU1202170C |
| US 4315591, 16.02.1982 | |||
| ВКЛАДЫШ СФЕРИЧЕСКОГО ШАРНИРА | 1998 |
|
RU2130134C1 |

