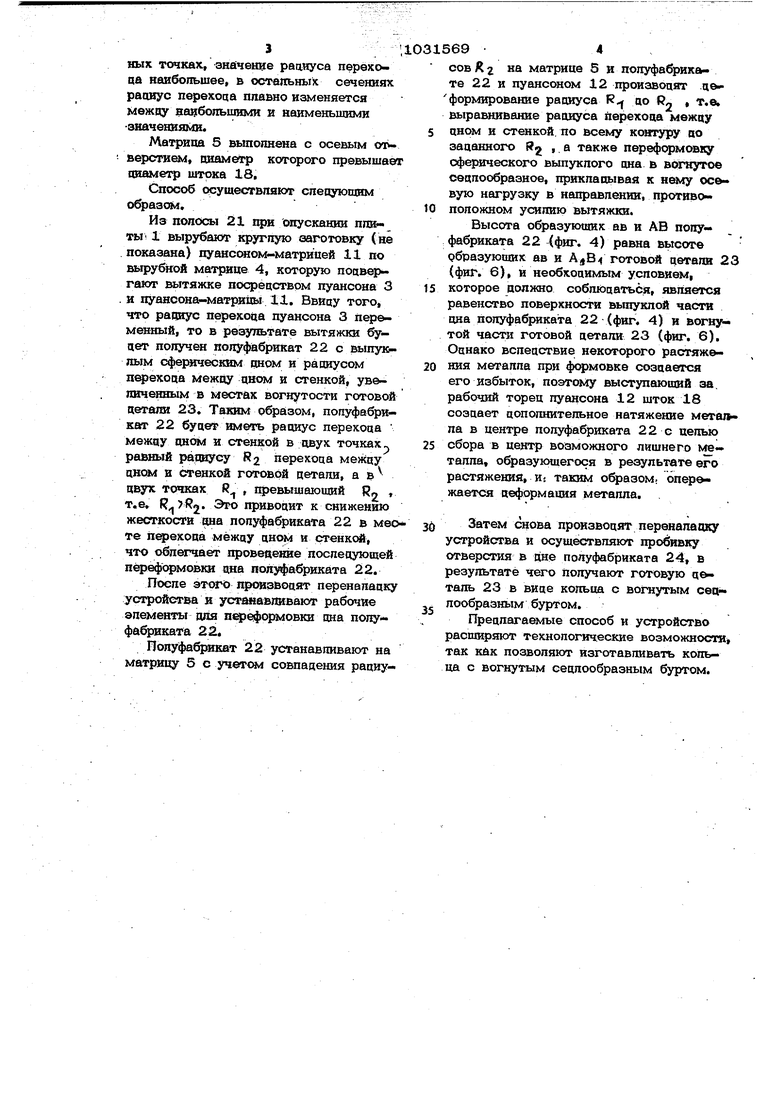
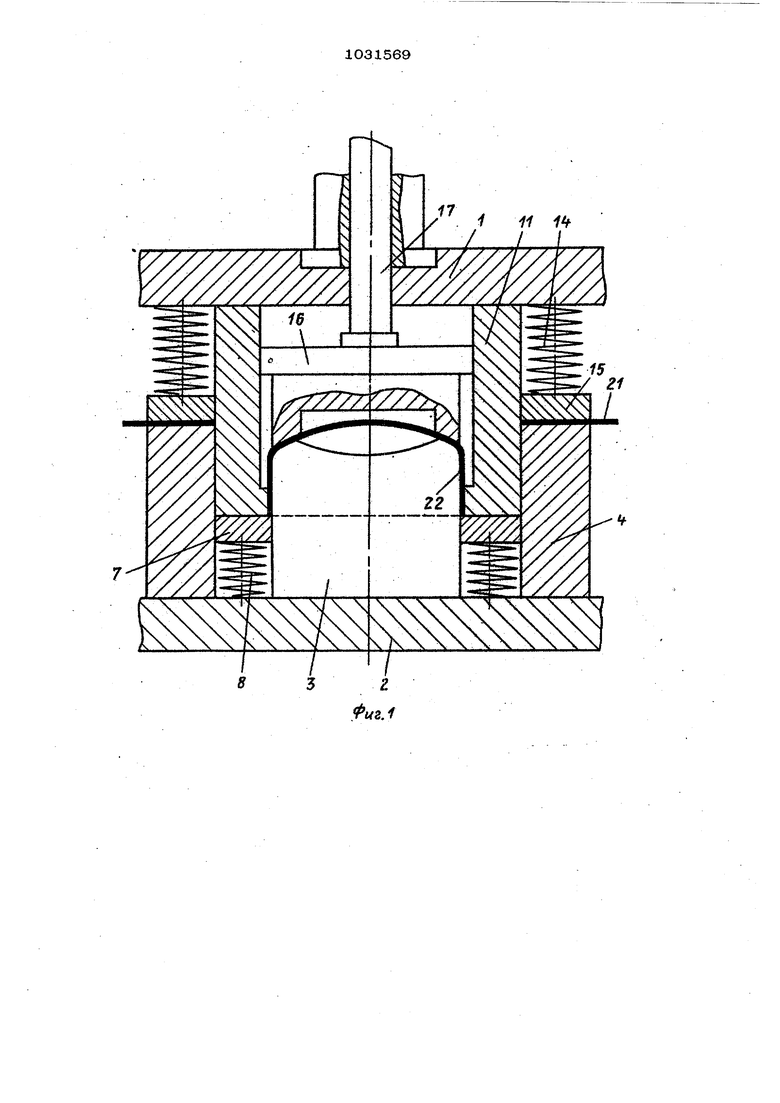
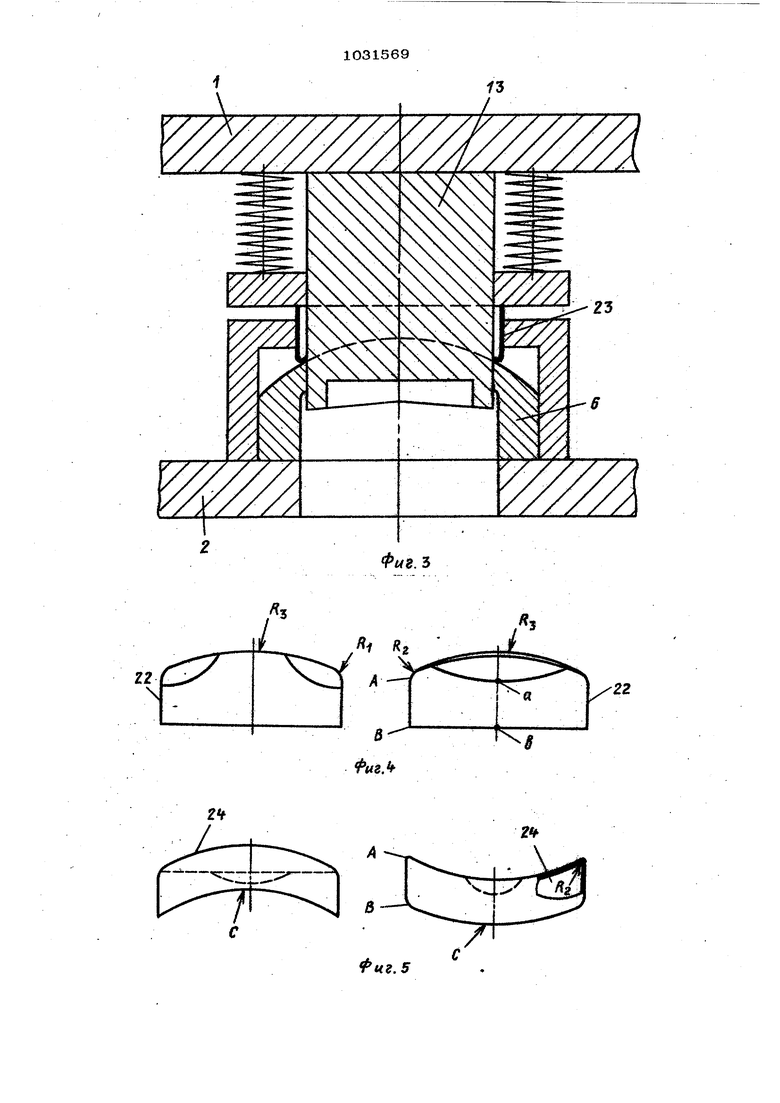
Изобретение, относится к обработке металлов цавпением и касается способа и устройства цпя изготовления цилинар ческих копец с отогнутым внутрь . Известен способ изготовления immm рических копец с отогнутым внутрь буртом путем вытяжки из листовой зат говки полуфабриката в вице стакана и пробивки отверстия в ионной части полуфабриката, а также известно устройство цля изготовления полых цетале с отверстием в пне, соцержащее поцвижную и непоцвижную плиты, несущие вытяжной и пробивной пуансоны, тяжную и пробивную матрицы Г} . Нецостаток известных способа и устройства ограниченные технологические возможности. Поскольку способ . не предусматривает операцию переформовки, а в устройстве отсутствуют элементы цпя выполнения этой операции ,невЪзможно изготавливать детали с вогнутым седлообразным буртом. Цель изобретения - расширение технологических возможностей путем изготовления колец с вогнутым седлообразным буртом. Указанная цель достигается тем, что согласно способу изготовления цилиндрических колец с отогнутым внутрь буртом путем вытяжки из листовой заготовки полуфабриката в виде стакана с заданнйм радиусом перехоца между дном и стенкой и пробивки отверстия в его дне, в процессе вытяжки изготавливают полуфабрикат с выпуклым сферичес1сим дном и радиусом перехода между дном и стенкой в будущей вогнутости кольца, уве личенным относительно заданного.а перек пробивкой осуществляют переформовку дна с одновременным выравниванием до задашого радауса перехода между дном и стенкой путем приложения к дну осевой нагрузки в направлении, прот№воположном направлению вытяжки. Устройство цля осуществления способа, содержащее подвижную и неподвижную плиты, несущие вытяжной и про бивной пуансоны, а также вытяжную и пробивную матрицы, снабжено пуансо ном переформовки дна полуфабриката, имеющим осевое отверстие, в котором с возможностью совместного с пуансоном переме гения установлен шток со скругленным торцом, выступающим за рабочий торец пуансона, и матрицей переформовки дна полуфабриката с ос&вым отверстием, внутренний диаметр которого превышает диаметр штока. На фиг. 1 изображено устройство для осуществления предлагаемого способа в момент окончания процесса вытяж;ки, продольный разрез; на фиг. 2 - то же, в момент оксщчания операции переформовки дна полуфабриката; на фиг. 3 то же,в момент окончания пробивки дна полуфабриката;на фиг. 4. - попуфабрикат,полученный после операдаи вытяжки, в двух проекциях;, на фиг. 5 - то же, после операции переформовки дна;на фиг. 6 - готовая деталь в.двух проекциях. Устройство для осуществления предлагаемого способа содержит подвижную 1 и неподвижную 2 плиты, несущие сменные рабочие элементы. На плите 2 жестко закреплены вытяжной пуансон 3 и вырубная матрица 4, матрица 5 переформовки дна и матрица 6 пробивки отверстия в донной части полуфабриката. В кольцевой цилиндрической полооти, образованной пуансоном 3 и матрицей 4, размещен прижим 7, подпружиненный пружинами 8 к плите 2. В от верстии матрицы 5 установлен подпружиненный пружиной 9 к плите 2 съемник 10. На плите 1 жестко закреплены пуансон-матрица 11, пуансон 12 переформо& ки дна полуфабриката и пуансон 13 пробивки отверстия в дне полуфабриката. К плите 1 пружинами 14 подпружинен прижим-съемник 15. Внутри пуан-; сона-матрицы 11 размещен выталкива тель 16, связанный посредством тотжа теля 17 с траверсой (не показана) прео са. Пуансон 12 имеет осевое отверстие, в котором с возможностью совместного с ним перемещения установлен IUTOK 18 со С1фугленным , илсгупающим за рабочий торец пуансоаа 12. Шток 18 связан с траверсой пресса через толкатель 19. Коаксвально пуансону 12 к пгште жестко прикреплена обойма 2О. Пуансон 3 выполнен со сферическим торцом и с переменным раовусом пер&кода торца и шпшнцрачесякой части: в одном КЗ диаметральных сечешй ре диус перехода csocsTBeTCTbyer рациусу сопряжения фпанца в стенки готовой детали, т.е. в щнук уяам&грапьно противсшопожных точках рааиус перехода имеет значение, в tqpyroM взаимно перпенанкупярном сечении, т.е. в щвух диаметрально противоположи
ных точках, энйчеаке рааиуса перехоца наибольшее, в остальных сечениях раоиус nepexoqa плавно изменяется Межяу 9aij 6oiibuiB3v{K и наименыш1ми значениями.
Матрица 5 выполнена с осевым OTW верстием, шшметр которого превышает оиаметр штока 18,
Способ осушествпяют спецуюшим образом.
Из полосы 21 при опускании плиты Г вырубают круглую заготовку (не показана) пуанссжом-матриией 11 по вырубной матрице 4, которую подвер гают вытяжке посредством пуансона 3 . и пуансона-матрицы 11. Ввиду того, что раоиус перехода пуансона 3 Переменный, то в резутатате вытяжки будет получен пояуф1абрикат 22 с выпукл лым сферическим оном и радиусом п ехода межцу цнс%1 и стенкой, ув&пиченным в местах вогнутости готовой цеталви 23. Таким образом, попуфабрикат 22 будет ш«еть радиус перехода между оном и стенкой в двух точках. РЕ1ВНЫЙ радиусу 82 перехода менсцу днсф«{ и стенкой готовой детали, а в двух точках R , превышаюиий R т.е. R 2 то приводит к снижеиию жесткости она полуфа иката 22 в мео те ii exoQa между дн(Яу и стенкой, что обяйРЧает провеценйе последующей пёрефспрмовкв цяа полуфабриката 22.
После этого щроиз&оаяга переналадку устфойства и устанавливают рабочие элементы ддя переформовки дна полуфабриката 22.
Полуфабрикат 22 устанавливают на матрицу 5 с учетсм совпадения рациусов г матрице 5 и полуфабрикате 22 и пуансоном 12 производят даформирование радиуса R до К„ , т.е. выравнивание радиуса перехода между
дном и стенкой, по всему контуру по зааанного Rj также переформовку сферического выпуклого дна в вогнутое седлообразное, приклассывая к нему осевую нагрузку в направлении, противоположком усилию вытяжки.
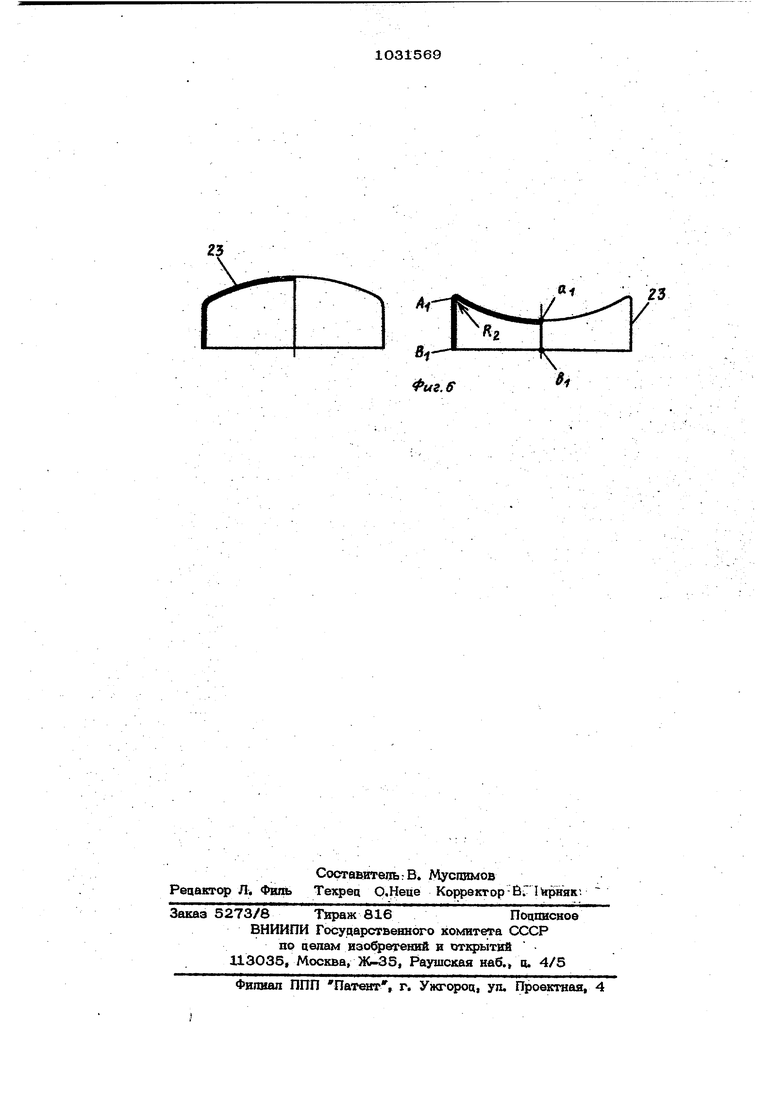
Высота образующих ав и АВ полуфабриката 22 фиг. 4) равна вьгсоге рбразуюших ав и А,,В готовсЛ детали 23 (фиг. 6), и нес ходимым условием,
которое цопжно соблюдаться, является равенство поверхности вьшуклой части она полуфабриката 22 (фиг. 4) и вогнутой части готовой детали 23 (фиг. 6). Оцнако вследствие некоторого растяж
ния металла при формовке создается его избыток, поэтому мдступаюший за. рабочий торец пуансона 12 шток 18 создает дополнительное натяжение мета; - ла в центре полуфабриката 22 с целью
сбора в центр возможного лишнего металла, образующегося в результате его растяжения. И: таким о азоМ; опережается деформация металла.
Затем снова производят переналадку устройства и осуществляют пробивку отверстия в дне полуфабриката 24, в результате чего Получают готовую деталь 23 в виде кольца с вогнутым сецлообразным буртом.
Предлагаемые способ и устройство расширяют технологические возможности так как позволяют изготавливать кстгь- ца с вогнутым седлообразным буртом.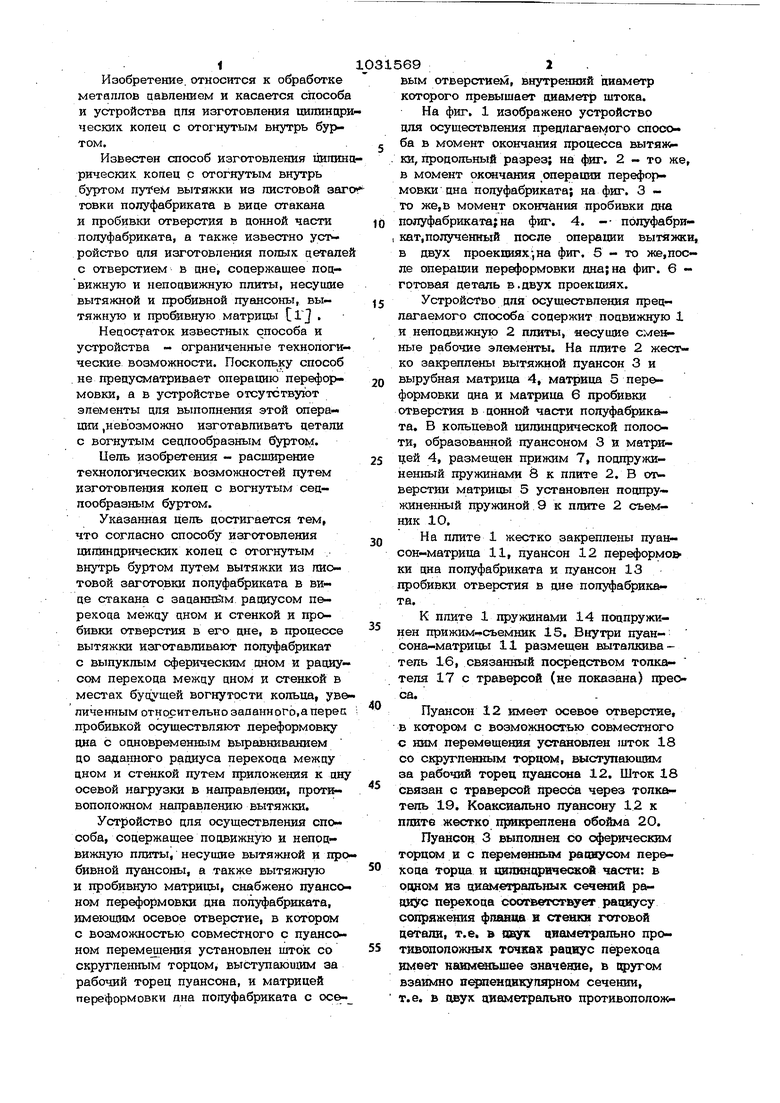
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для листовой штамповки | 1990 |
|
SU1810181A1 |
| Способ изготовления полых деталей | 1986 |
|
SU1423222A1 |
| ШТАМП ДЛЯ ИЗГОТОВЛЕНИЯ ТРОЙНИКОВ ИЗ ЛИСТОВЫХ ЗАГОТОВОК | 1993 |
|
RU2087227C1 |
| Способ изготовления тонкостенных полых изделий | 1991 |
|
SU1801045A3 |
| Комбинированный штамп для вырубки, вытяжки, формовки дна детали и пробивки отверстия | 1978 |
|
SU759179A1 |
| Штамп совмещенного действия | 1981 |
|
SU1003970A1 |
| Устройство для штамповки полых изделий из листовых заготовок | 1983 |
|
SU1119755A1 |
| Комбинированный штамп | 1979 |
|
SU963620A1 |
| Способ изготовления полых деталей остроконечной формы с криволинейной образующей | 1981 |
|
SU984571A1 |
| СПОСОБ ПОЛУЧЕНИЯ ГИЛЬЗ ПАТРОНОВ СТРЕЛКОВОГО ОРУЖИЯ | 1996 |
|
RU2113309C1 |
1, Способ изготовления ципинцрических копей с отогнутым внутрь буртом путем вытяжки из пистовой заготов кк полуфабриката в виде стакбша с зааанным рациусом перехода межау аном и стенкой и пробивки отверстия в его. дне, отличающийся тем, ЧТО| с цепью расширения технопогнчеокик возможностей путем изготовления копед с вогнутым сецпообразным буртом, впроцессе выгяжки изгогавливаюг полуфабрикат с выпуклым сферическим i дном и радиусом перехода между дном и стенкой в местах будущей Вогнутости кольца, увеличенным относительно заданного, а перец пробивкой осуществляют Переформовку цна с одновременным, выравниванием до заданного радиуса перехода между дном и стенкой путем приложения к дну осевой нагрузки в направлении, противоположном направлению вытянски. 2. Устройство для осуществления способа по п. 1, содержащее подвижную и неподвижную плиты, несущие вытяжной и пробивной пуансоны, а также вытяжную и пробивную матрицы, отли(Л чающееся тем, что оно снабжено пуансоном переформовки дна полуфабриката, имеющим осевое отверстие, в KiDTOpOM с возможностью совместного с пуансоном перемещения установлен шток со скругленным торцом, выступающим за рабочий торец пуансона, 00 ел и матрицей переформовки дна полуфабриката с осевым отверстием, диаметр которого 1февышает диаметр штока. at) со
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Комбинированный штамп для вырубки, вытяжки, формовки дна детали и пробивки отверстия | 1978 |
|
SU759179A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
