(54) ГОЛОВКА ДЛЯ ВИХРЕВОГО НАРЕЗАНИЯ РЕЗЬБЫ
| название | год | авторы | номер документа |
|---|---|---|---|
| Силовая головка | 1990 |
|
SU1756030A1 |
| Резцовая головка для многопроходного нарезания резьбы | 1972 |
|
SU515604A1 |
| СПОСОБ ПРОГНОЗИРОВАНИЯ ШЕРОХОВАТОСТИ ПОВЕРХНОСТИ РЕЗЬБОВОГО ОБРАБАТЫВАЕМОГО ИЗДЕЛИЯ ПРИ ВИХРЕВОМ ФРЕЗЕРОВАНИИ С УЧЕТОМ ВЛИЯНИЯ СИЛ РЕЗАНИЯ | 2023 |
|
RU2812489C1 |
| Способ обработки винтовых поверхностей резанием с ударом | 2016 |
|
RU2633815C2 |
| Устройство для вырезания участка обсадной колонны | 2021 |
|
RU2760545C1 |
| Резцовая головка | 1989 |
|
SU1785836A1 |
| Патрон для нарезания точных резьб | 1981 |
|
SU965614A2 |
| Расточная головка | 1990 |
|
SU1787695A1 |
| РЕЗЦОВАЯ ГОЛОВКА ДЛЯ ФРЕЗЕРОВАНИЯ РЕЗЬБЫ | 2009 |
|
RU2414998C2 |
| Устройство для нарезания резьбы на токарных станках | 1990 |
|
SU1818178A1 |
Изобретение относится к станкостроению.
Известна головка для вихревого нарезания резьбы, содержащая корпус, установленную в корпусе с возможностью вращения от привода полую оправку и режущие элементы fl
Недостатком известной конструкции является сравнительно низкая долговечность режущих элементов.
Цель изобретения - повышение долговечности и демпфирующих свойств ; головки.
Для достижения поставленнойцели на торце полой оправки по окружности закреплены пальцы, а головка снабжена серьгами, на которых, установлены режущие элементы и по окружности которых выполнены прерывистые сквозные пазы, сопряженные с пальцами, и установленным на пальцах кольцом, предназначенным для фиксации серег в осевом направлении, причем серьги установлены с возможностью смещения относительно пальцев в направлении, противоположном направлению рабочего вращения.оправки, а в одном из пазов каждой серьги закреплен упругий элемент с промежуточным
сухариком, контактирующим с пальцем.
С целью повышения демпфирующих свойств на поверхности паза, в котором закреплен упругий элемент, выполнена выемка.
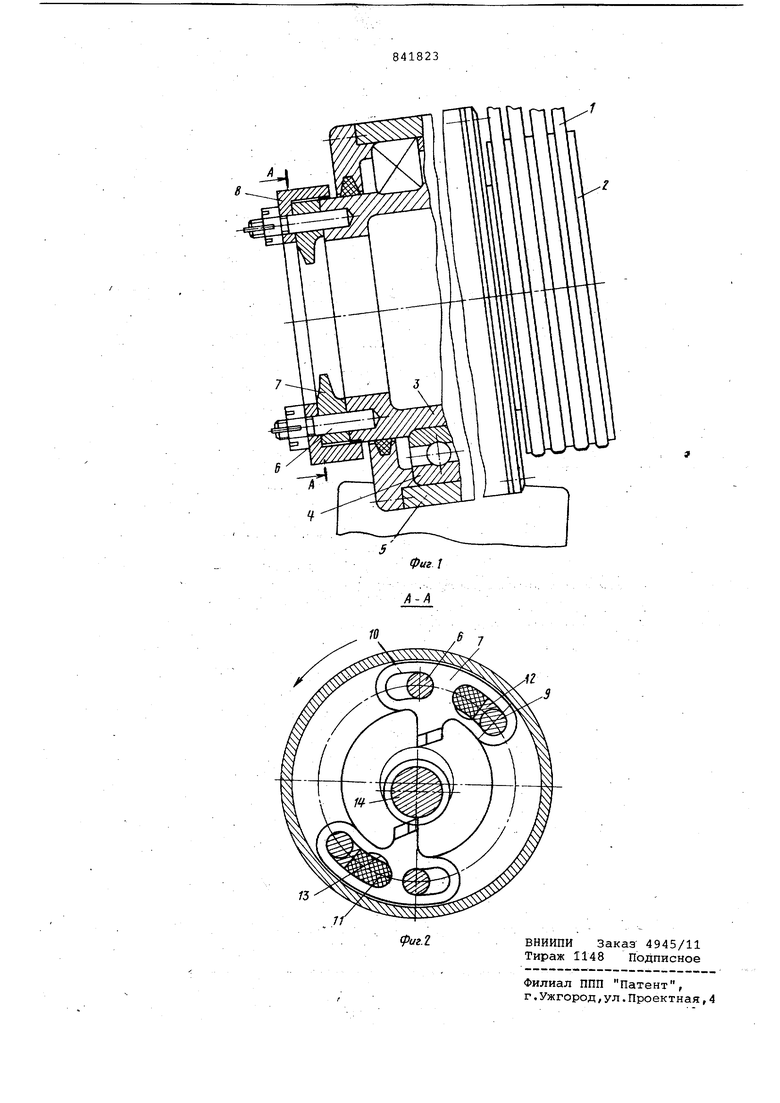
На фиг.1 показана предлагаемая головка для вихревого нарезания резьбы, частичный продольный разрез;
0 на фиг.2 - сечение А-А на фиг.1.
Головка состоит из привода (не показан), шкив которого соединен ремнями 1 с шкивом 2 вращательно-подвижной полой оправки 3, установлен5ной в подшипниках 4 корпуса 5, соединенного с суппортом токарного станка (не показан). В торце полой оправки 3 запрессованы жестк 1е пальцы б, с которыми сопрягаются серьги 7. 0 Свободные торцы серег зафиксированы в осевом направлении охватывающим кольцом 8, закрепленным на свобод. ных концах пальцев б посредством корончатых гаек (цифрой: не обозначены) .
5 Кроме того, по одной и той же окружности в торец оправки 3 запрессованы поводковые пальвда 9. с пальцами 6 и 9 сопряжены ;прерывистые сквозные пазы 10, расположенные по окружности
0 того же радиуса, что и пальцы в оправке. Серьги 7 установлены на паль цах с возможностью кругового смещения относительно пальцев оправки в направлении, противоположном рабо чему вращению, и в одном из пазов (либо во всех пазах) смонтированы упругие элементы 11 (например резин вые), контактирукадие с пальцами 9 через промежуточные сухарики 12. Для повышения демпфиррукицих свойс в пазу, сопряженном с упругим элементом, выполнена выемка 13, образующая в исходном Положении свободное пространство между поверхностями паза и упругого элемента. Работа головки для вихревого на резания резьбы заключается в следую щем.-- ---- -- Перед ее началом проводят настройку головки, для чего ось оправки 3 располагают эксцентрично отно сительно оси обрабатываемой детали 14 и поворачивают на угол подъема профиля резьбы. Величина эксДентрис тета зависит от глубины профиля ре бы и, как правило, равна ее полови Обычно для резьб больших шагов (модулей) используют несколько резцов которые смёщаЮт Соотве ствённб по глубине профиля и по шагу. . При включении двигатёЛя ВраЩёни передается ремнями 1 на шкив 2 и о равку 3. Одновременно с этим корпус 4 вместе с суппортом токарного . станка перемещается в продольном направлении с заданной подачей . Та кое расположение головки за один е оборот приводит к контакту инструмента с обрабатываемой деталью на определенном участке и одним резцо на детали 14 прорезается серповидная канавка. Так как скорость вращ ния головки в сотни раз больше, чё скорость вращения детали, то, следовательно, при наличии указанных движений (вращательных и поступательного) за один оборот детали од резец прорезает один виток нарезаемой резьбы, являющийся совокупностью множества серповидных канадок. В результате этого резцы периодически контактируют множество раз с деталью 14, и така быстротечность процесса приводит к возникновению значительных ударных нагрузок, вибраций и снижению стрйКрсти инструмента и в качестве обрабатываемой поверхности. ГЙрскольку в предлагаемой ,констРУКЩ1Й передача окружного усилия резания в момент врезания инструмен 3 осуществляется посредством относительного кругового смещения серег 7 по отношению к полой оправке 3, что приводит к сжатию упругого элемента 11 , то следовательно,процесс врезания происходит плавно, и кинематическая энергия удара переходит в потенциальную энергию сжатия упругого элемента. В связи с .тем, что площадь поперечного сечения срезаемого.слоя металла переменная, то демпфирование имеет место не только в период врезания, но и в установившемся процессе резания. После выхода резца из контакта с обрабатываемой деталью сдеформированный до этого элемент. 11 переходит в свое первоначальное состояние, возвращая серьгу в ее исходное .положение. При подходе того же резца к контакту с деталью ( слёдующего вышеописанный процесс повторяется. Формула изобретения . 1. Золовка для вихревого нарезания резьбы, содержащая корпус,-установленную вкорпусе с возможно.стью вра1чения от привода полую оправку и режущие элементы, о т л и ч а га Щ а я с я тем, что, с целью повышения долговечности, на торце полой оправки по окружностизакреплены пальцы, а головка снабжена серьгами, на которых .установлены режущие элементы и по окружности которых выполнены прерывистые сквозные пазы, сопряжённые с пальцами, и установленным на пальцах кольцом, предназначенным для фиксаций серег в осевом направлении, причем серьги установлены с возможностью смещения относительно пальцев в направлении, противополож.ном направлению рабочего вращения оправки, а в одном из пазов каждой серьги закреплен упругий элемен.т с промежуто.чным сухариком, контактирующим с пальцем.2. Головка . по п. 1, о т л и ч а а яс я тем, что, с целью повышения д.емпфирук(щих свойств, на поверхности паза, в котором закреплен упругий элемент, выполнена выемка. Источники информации, принятые во внимание при экспертизе 1. Мельников Н.ф. и др. Технология машиностроения. М., Машиностроение, 1965, с.115, фиг.81.
