Изобретение относится к текстильной промышленности, в частности к производству текстурированных тканей, преимущественно стеклянных.
Известен способ получения текстурированной ткани, включающий сматывание нитей, текстурирование уточных нитей сжатым воздухом до увеличения их диаметра более чем в 4 раза и прокладывание уточных нитей в зев одновременно с процессом текстурирования (RU 2128741 C1, МПК7 D 03 D 23/00, 10.04.99).
Данный способ является наиболее близким аналогом заявленного.
Недостатком этого способа является невысокая объемность текстурированной ткани вследствие того, что при существующей схеме заправки нити не может быть достигнуто качественное текстурирование, в результате чего при прокладывании нити в зев станка она изменяет свои размеры (уменьшается по ширине).
Технический результат, полученный от изобретения, состоит в получении текстурированных нитей в виде ленты, стабильной по всем параметрам, и в повышении объемности текстурированных тканей.
Этот результат достигается за счет того, что в предложенном способе получения текстурированной ткани, включающем сматывание нитей, текстурирование уточных нитей непосредственно на ткацком станке и прокладывание их в зев одновременно с процессом текстурирования, нить, сматываемая с одной или двух и более последовательно расположенных паковок, проходит через механизм опережения скорости подачи нити, поступает в форсунку, где раздувается сжатым воздухом, приобретая форму ленты, проходит через пневматическое отмеривающее устройство, содержащее заправочное сопло и накопительную камеру, в которой нить накапливается, находясь в свободном состоянии (без натяжения), до момента прокладывания ее в зев станка, что позволяет сохранить все параметры, полученные при текстурировании, и затем прокладывается в зев. Текстурирование уточных нитей осуществляют до увеличения ширины ленты более чем в 5 раз. Прокладывание уточной нити в зев осуществляют с помощью сжатого воздуха или рапиры.
Предложенный способ поясняется чертежом.
Пример 1. Уточная стеклянная нить 2 марки ЕС11-300 сматывается с паковки 1, проходит через глазок 3 и механизм опережения скорости подачи нити 4, поступает в форсунку 5, где под воздействием сжатого воздуха нить текстурируется, увеличиваясь по ширине в 10 раз и, принимая форму ленты, подается в пневматическое отмеривающее устройство 6, где проходит заправочное сопло 7 и накапливается в накопителе 8, сохраняя все параметры, полученные при текстурировании, и прокладывается в зев 9 с помощью сжатого воздуха.
Пример 2. Стеклянная нить марки ЕС11-200 проходит тот же технологический процесс, что и в примере 1, но сматывание нити осуществляют с двух последовательно расположенных паковок. Текстурирование уточных нитей осуществляют до увеличения ширины ленты в 15 раз.
Пример 3. Стеклянную нить ЕС11-300 текстурируют аналогично примеру 1 до увеличения ширины ленты в 10 раз, но прокладывание нити в зев осуществляют с помощью рапиры.
Источник информации
RU 2128741 C1 "Способ получения текстурированной ткани".
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ПОЛУЧЕНИЯ ТЕКСТУРИРОВАННОЙ ТКАНИ | 1998 |
|
RU2128741C1 |
| СПОСОБ ПОЛУЧЕНИЯ ТЕКСТИРИРОВАННОЙ ТКАНИ | 1995 |
|
RU2091520C1 |
| Устройство для подачи уточной нити на пневморапирном ткацком станке | 1980 |
|
SU971951A1 |
| Способ прокладывания уточной нити на пневморапирном ткацком станке | 1985 |
|
SU1482985A1 |
| СПОСОБ ФОРМИРОВАНИЯ КРОМОК ТКАНЫХ ИЗДЕЛИЙ НА РАПИРНОМ ТКАЦКОМ СТАНКЕ | 2017 |
|
RU2655911C1 |
| РАПИРА ТКАЦКОГО СТАНКА | 2009 |
|
RU2400579C1 |
| СПОСОБ ТКАЧЕСТВА И ВЕРТИКАЛЬНАЯ ТКАЦКАЯ МАШИНА ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2020 |
|
RU2726078C1 |
| СПОСОБ ФОРМИРОВАНИЯ ПЛОТНЫХ ТЕХНИЧЕСКИХ ТКАНЕЙ НА БЕСЧЕЛНОЧНОМ ТКАЦКОМ СТАНКЕ | 1990 |
|
SU1697467A1 |
| Способ прокладывания двойной уточной нити на ткацком станке | 1985 |
|
SU1452869A1 |
| Механизм прокладывания уточной нити на ткацком станке | 1981 |
|
SU986116A1 |
Изобретение относится к текстильной промышленности, в частности к производству текстурированных тканей, преимущественно стеклянных. Способ характеризуется сматыванием нити с одной или более последовательно расположенных поковок, прохождением через механизм опережения скорости подачи нити, которая поступает в форсунку, где раздувается сжатым воздухом. Нити приобретают форму ленты, ширина которой увеличивается более чем в 5 раз, и которая проходит через пневматическое отмеривающее устройство, содержащее заправочное сопло и накопительную камеру, в которой нить находится в свободном состоянии (без натяжения) до момента прокладывания ее в зев. Это позволяет сохранить все параметры, полученные при текстурировании. Затем лента из нитей прокладывается в зев ткацкого станка с помощью сжатого воздуха или рапиры. Достигаемый технический результат состоит в получении текстурированных нитей в виде ленты, стабильной по всем параметрам, и в повышении объемности текстурированных тканей. 4 з.п. ф-лы, 1 ил.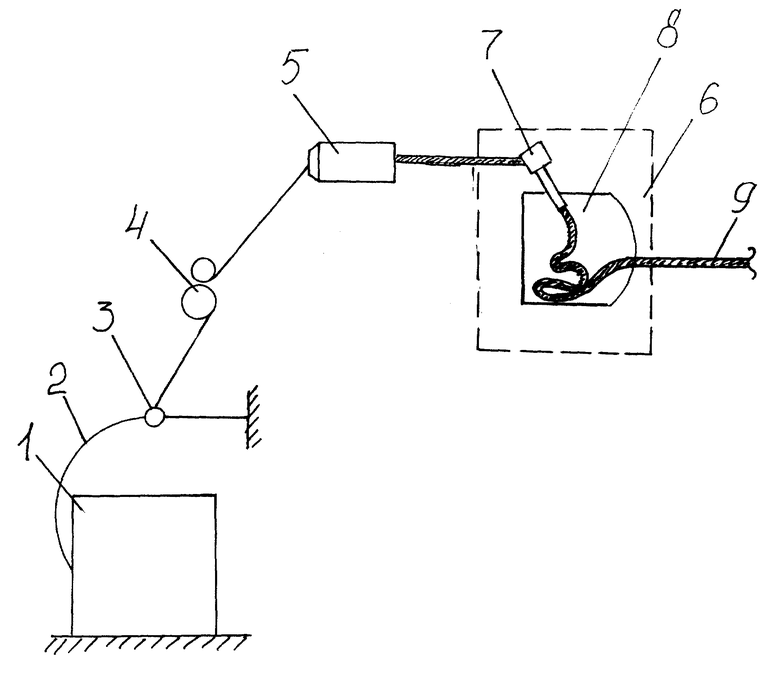
| СПОСОБ ПОЛУЧЕНИЯ ТЕКСТУРИРОВАННОЙ ТКАНИ | 1998 |
|
RU2128741C1 |
| СПОСОБ ПОЛУЧЕНИЯ ТЕКСТИРИРОВАННОЙ ТКАНИ | 1995 |
|
RU2091520C1 |
| Способ прокладывания уточной нити на пневморапирном ткацком станке | 1985 |
|
SU1482985A1 |
| US 3435855 А, 01.04.1969 | |||
| СПОСОБ ПОЛУЧЕНИЯ ПРОПИЛЕНОКСИДА | 2011 |
|
RU2588575C2 |
| Фокусирующе-отклоняющая система для электронных пушек | 2015 |
|
RU2614046C1 |

