Изобретение относится к устройствам для нанесения металлических покрытий из расплавов на проволоку и, в частности, к устройствам для оцинкования проволоки.
Известно устройство для нанесения покрытия на проволоку, позволяющее удалять излишки расплава с поверхности проволоки путем протягивания ее через конусное калибрующее устройство [1].
Известно устройство [2], в котором узел снятия избытков покрытия выполнен в виде двух уплотняющих роликов, установленных с возможностью вращения параллельно линии протягивания проволоки в одной плоскости с ней.
Наиболее близким по технической сущности к предложенному является устройство, содержащее сматывающее приспособление с катушкой, ванны для флюса и расплава металла и узел снятия избытка покрытия в виде гребенки с асбестовой набивкой [3].
Общим недостатком известных устройств является невозможность получения оцинкованной проволоки с блестящей поверхностью.
Задача изобретения - повышение качества поверхности оцинкованной проволоки, получение блестящего цинкового покрытия.
Поставленная задача решается тем, что устройство, содержащее сматывающее устройство, ванны для флюса и расплава металла и узел снятия избытка покрытия, дополнительно снабжено охлаждающим устройством, расположенным непосредственно за узлом снятия избытков покрытия. Узел снятия избытков покрытия выполнен в виде двух сменных обтиров прямоугольной формы, установленных с возможностью перемещения в направлении, перпендикулярном оси подачи проволоки, и изготовленных из термостойких полимерных и/или неорганических волокон,
Предложенное устройство изображено на чертеже.
Оно состоит из узла 1 снятия покрытия и охлаждающего устройства 2. В узел снятия покрытия входят два обтира 3 и прижимное устройство 4.
Устройство работает следующим образом.
Устройство устанавливают на выходе проволоки из расплава цинка. Предварительно ослабив прижимное устройство, протягивают проволоку между двумя обтирами и через охлаждающее устройство. Далее включают намотку проволоки и сдвигают обтиры с помощью прижимного устройства до получения на проволоке гладкого, без наплывов покрытия. Затем в охлаждающее устройство подают воду. Быстрое охлаждение прекращает рост железоцинковой фазы и тем самым придает блестящий вид цинковому покрытию.
При появлении неровного покрытия на поверхности оцинкованной проволоки прижимным устройством обтиры поджимают друг к другу до исчезновения наплывов. Если наплывы уже не удаляются, обтиры переворачивают на другую сторону. Таким способом могут использоваться все четыре стороны обтира.
Обтиры изготавливают путем специального плетения, обеспечивающего в разрезе получение квадратного сечения, из термостойкого полимерного и/или неорганического волокна, пропитанного специальным водоотталкивающим составом.
Внедрение устройства позволяет получать оцинкованную проволоку с блестящим покрытием.
Источники информации
1. А.с. N 827589, С 23 С 1/14, опубл. 1981 г.
2. А.с. N 585234, С 23 С 1/14, опубл. 1977 г.
3. А.с. N 244864, В 23 К 3/04, опубл. 1967 г.
| название | год | авторы | номер документа |
|---|---|---|---|
| ПЕЧЬ-ВАННА ДЛЯ НАНЕСЕНИЯ ЛЕГКОПЛАВКИХ ПОКРЫТИЙ НА ИЗДЕЛИЯ И СПОСОБ НАГРЕВА РАСПЛАВА | 2002 |
|
RU2221896C1 |
| СПОСОБ ПРОИЗВОДСТВА ГОРЯЧЕОЦИНКОВАННОЙ СТАЛЬНОЙ ПОЛОСЫ | 2010 |
|
RU2434072C1 |
| ПЕЧЬ-ВАННА ПЛАВЛЕНИЯ И НАНЕСЕНИЯ ПОКРЫТИЙ ЛЕГКОПЛАВКИХ МЕТАЛЛОВ НА ИЗДЕЛИЯ И СПОСОБ ЕЕ ОТОПЛЕНИЯ | 2000 |
|
RU2211866C2 |
| ЭЛЕКТРОЛИЗЕР И УСТРОЙСТВО ДЛЯ ОЧИСТКИ ПРОВОЛОКИ ОТ СМАЗКИ | 2001 |
|
RU2215604C2 |
| ПЕЧЬ С ПРОМЕЖУТОЧНЫМ ПОДОМ | 2001 |
|
RU2210707C2 |
| ДВУХКЛЕТЕВОЙ БЛОК ТРЕХРОЛИКОВЫХ КЛЕТЕЙ | 1999 |
|
RU2177385C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОРОШКОВОЙ ПРОВОЛОКИ В МЕТАЛЛИЧЕСКОЙ ОБОЛОЧКЕ С ФАЛЬЦЕВЫМ ШВОМ И ТЕХНОЛОГИЧЕСКАЯ ЛИНИЯ ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2000 |
|
RU2203169C2 |
| ПЕЧЬ-ВАННА С ПОГРУЖНЫМИ НАГРЕВАТЕЛЯМИ И СПОСОБ КОНТРОЛЯ ИХ ВЫХОДА ИЗ СТРОЯ | 1999 |
|
RU2190172C2 |
| РОЛИКОВАЯ ВОЛОКА | 2002 |
|
RU2216418C2 |
| ДВУХКЛЕТЕВОЙ БЛОК ТРЕХРОЛИКОВЫХ КЛЕТЕЙ | 1998 |
|
RU2149719C1 |
Изобретение относится к устройствам для нанесения металлических покрытий из расплава на проволоку и, в частности, к устройствам для оцинкования проволоки. Устройство содержит сматывающее приспособление, ванны для флюса и расплава металла, узел снятия избытка покрытия, охлаждающее устройство, расположенное непосредственно за узлом снятия избытков покрытия. Узел снятия избытков покрытия выполнен в виде двух сменных обтиров прямоугольной формы, установленных с возможностью перемещения в направлении, перпендикулярном оси подачи проволоки, и изготовленных из термостойких полимерных и/или неорганических волокон. Технический результат: повышение качества оцинкованной проволоки. 1 ил.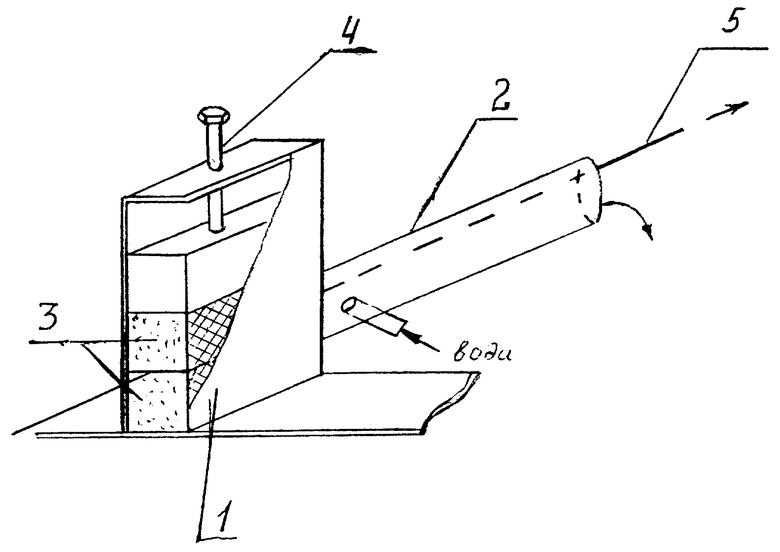
Устройство для нанесения горячего покрытия на металлическую проволоку, содержащее сматывающее устройство, ванны для флюса и расплава металла и узел снятия избытков покрытия, отличающееся тем, что оно дополнительно снабжено охлаждающим устройством, расположенным непосредственно за узлом снятия избытков покрытия, при этом узел снятия избытков покрытия выполнен в виде двух сменных обтиров прямоугольной формы, изготовленных из термостойких полимерных и/или неорганических волокон и установленных с возможностью перемещения в направлении, перпендикулярном оси подачи проволоки.
| УСТРОЙСТВО ДЛЯ ОБРАБОТКИ ПРОВОЛОКИ | 0 |
|
SU244864A1 |
| ВАННА ДЛЯ ЦИНКОВАНИЯ МЕТАЛЛИЧЕСКОЙ ПОЛОСЫ | 1997 |
|
RU2128715C1 |
| СПОСОБ ОЧИСТКИ СТОЧНЫХ ВОД ОТ ЦИАНИДОВ И РОДАНИДОВ | 1999 |
|
RU2154613C1 |
| Способ лечения Hallux Valgus | 1959 |
|
SU126057A1 |

