Изобретение касается молочной промышленности, в частности оборудования для выработки глазированных сырков.
Известна линия для выработки глазированных сырков, в которой сырковая масса закладывается с помощью шприца в металлические формы, которые накрываются крышками со шпильками. Формы погружаются для замораживания в эскимогенератор при температуре -18-30oC, где происходит замораживание. После чего формы погружают в ванну с горячей водой для извлечения из форм. Затем сырки погружают в глазурь. А для снятия сырков со шпилек их подключают к электроустановке, (см Е.А.Богданова и др. Технология цельномолочных продуктов и молочно-белковых концентратов, М.: ВО "Агропромиздат", 1989 г., стр. 127).
Недостатком данной линии является сложность установки, ее высокая стоимость и энергопотребление. Кроме того, из-за использования низких температур замораживается продукт, который затем дефростируется, что отрицательно сказывается на пищевой и биологической ценности продукта.
Известна установка для производства глазированных сырков, содержащая дозатор сырков, глазировочную машину, камеру для охлаждения сырков и шкаф для закалки с устройствами для перемещения сырков, а также упаковочным автоматом (см авт. свид. СССР N 397178, кл A 01 J 25/00, 17.11.73 г.).
В этой установке для улучшения качества сырков и повышения производительности и надежности установки каждое устройство для перемещения сырков в камере охлаждения и в шкафу для закалки выполнено в виде полочного транспортера.
Дозатор связан с камерой для охлаждения сырков с помощью смонтированных на общей оси качающихся рычагов с укрепленными на их концах полками. Глазировочная машина имеет шарнирно установленный распределительный желоб и шаговый транспортер, связывающий камеру для охлаждения сырков со шкафом для закалки.
Недостатком описанной установки является сложность конструкции, а, кроме того, выпускаемая на данной установке продукция является однообразной. Нет возможности выпускать творожные изделия, отвечающие современным потребностям, например творожных изделий с наполнителями.
Наиболее близкой по технической сущности и результату является линия, описанная в книге Е.А.Богдановой и др. "Технология цельномолочных продуктов и молочно-белковых концентратов", М.: ВО "Агропромиздат" 1989 г.
Известная линия для производства глазированных сырков, содержащая формователь сырков, связанный с ним глазуратор с секцией для растойки глазури, воздушный охладитель и упаковочный автомат.
В этой линии, охлажденная до 5-9oC творожная масса поступает в бункер дозировочно-формовочной машины и выходит из нее в виде нескольких сформованных потоков, которые автоматически разрезаются на части. Полученные сырки поступают в глазуровочную машину, где они сверху покрываются шоколадной глазурью. Излишняя глазурь удаляется струей воздуха из сопла глазуровочной машины. Нижняя часть сырков покрывается валиками глазуровочной машины. После глазировки сырки поступают в воздушный охладитель, а затем в упаковочный автомат.
Недостатком указанной линии также является то, что на ней невозможно разнообразить ассортимент творожных изделий. Поскольку творожные изделия очень специфичны из-за особенностей сырья, сроков его хранения, нежности структуры и пр. , то не все имеющиеся в пищевой промышленности современные машины для производства продуктов с начинкой могут быть применены для выработки глазированных творожных сырков с центрально расположенным наполнителем. Кроме того, глазурь на творожном изделии должна быть строго определенной плотности, толщины и температуры плавления, чтобы обеспечить качество и сохранность готового изделия.
Для решения данной задачи в линии для производства глазированных сырков, содержащей формователь сырков, связанный с ним глазуратор с секцией для растопки глазури, воздушный охладитель и упаковочный автомат, формователь сырков представляет собой автоматическую формовочно-экструзионную машину, имеющую средства для осевого или коаксиального ввода по меньшей мере одного наполнителя, воздушный охладитель выполнен в виде горизонтального канала со встречным потоком охлаждающего воздуха, имеет на конце открытый участок для визуального контроля и является продолжением глазуратора путем размещения на его выходном участке, причем глазуратор снабжен дополнительным баком для растопки и перемешивания глазури, расположенный перед секцией для растопки глазури по ходу технологического процесса.
Выполнение и компоновка линии позволяет вырабатывать продукцию довольно широкого ассортимента за счет разнообразия всевозможных наполнителей как одинакового наполнения, так и чередующимися вставками, как по оси, то есть центрально, так и вокруг оси разноцветными радужными кольцами - коаксиально. Причем все это разнообразие обеспечено одинаково надежным качеством.
За счет использования в линии формователя сырков экструзионного типа - автоматической формовочно-экструзионной машины появляется возможность дополнительного гомогенизирующего воздействия на творожную массу, что придает ей не только улучшенные органолептические свойства, но и дает возможность (при соблюдении соответствующих технологических режимов) обеспечивать толщину формуемой творожной оболочки от 5% до 90% относительно наполнителя.
Объединение глазуратора и воздушного охладителя в один агрегат позволяет избежать лишнего воздействия на готовое изделие, дает ему возможность выдержаться на пути прохождения воздушного тоннеля непосредственно после глазуровки.
Наличие дополнительного бака для растопки и перемешивания глазури дает возможность не только дополнительной пластикации глазуровочной массы, но и поддерживает параметры глазировочной массы до момента нанесения, а также обеспечивает тонкое регулирования толщины слоя, его равномерности, прочности и приятного блеска готового изделия.
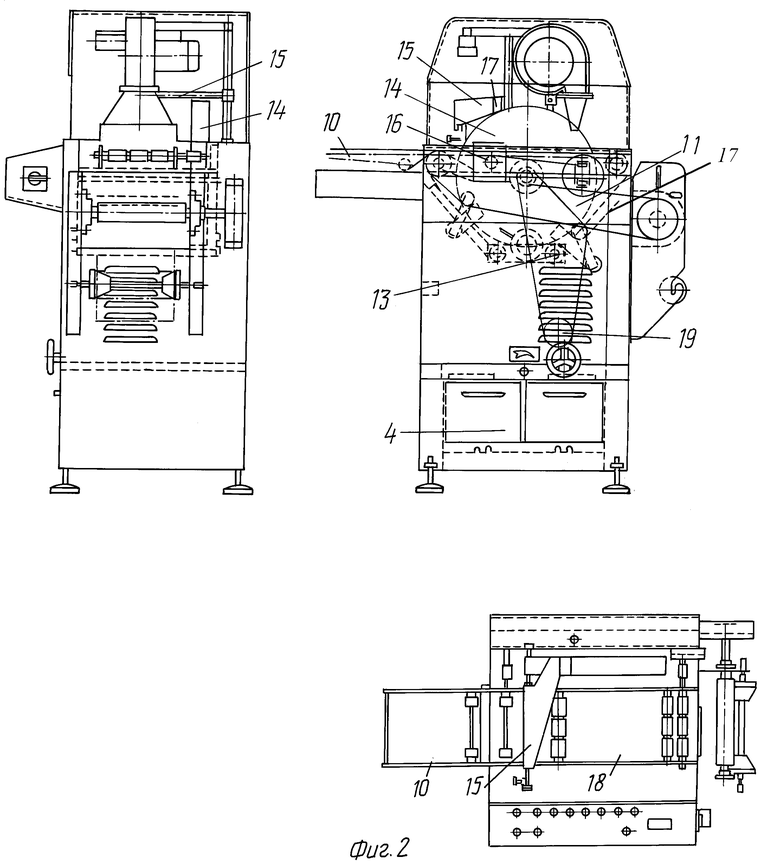
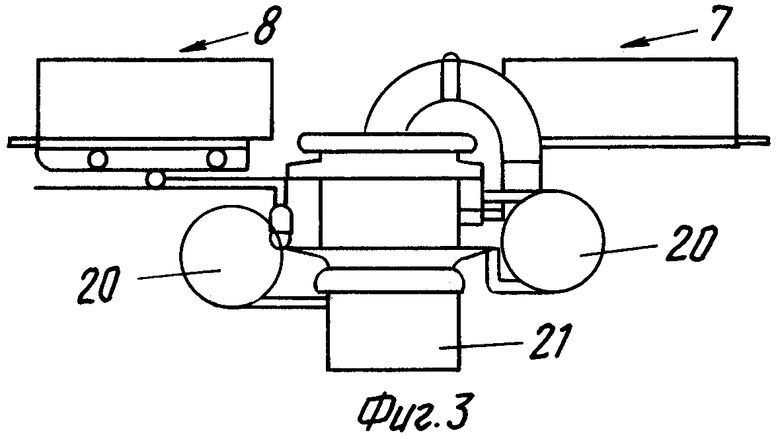
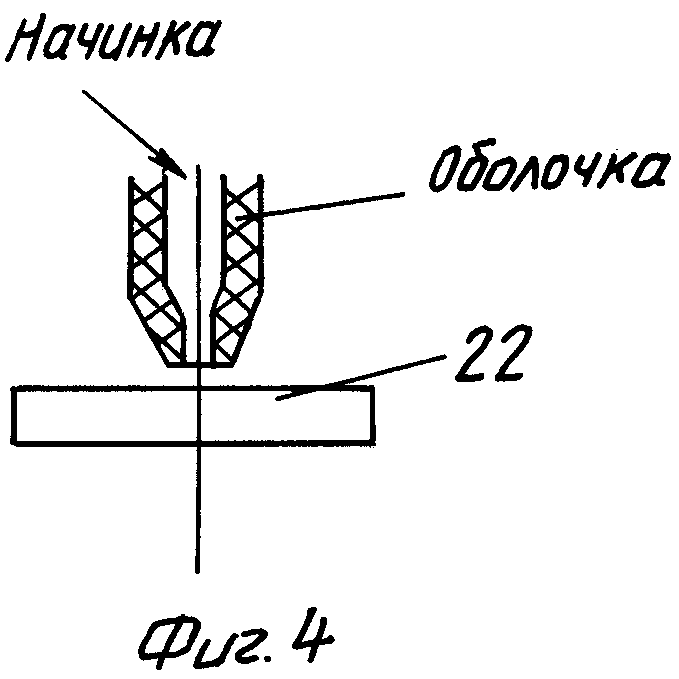
Изобретение поясняется чертежами, где на фиг. 1 показан общий вид линии, на фиг. 2 - общий вид глазуратора, на фиг. 3 схематично показан общий вид формовочно-экструзионной машины, на фиг. 4 - схема формования сырка.
Линия содержит формователь сырков, представляющий собой автоматическую формовочно-экструзионную машину 1, глазуратор 2, имеющий дополнительный бак 3 для растопки и перемешивания глазури, который размещен перед секцией 4 для растопки глазури по ходу технологического процесса. На выходном участке глазуратора 2 размещен воздушный охладитель 5, выполненный по типу встречного охлаждающего потока. После воздушного охладителя установлен упаковочный автомат 6. Формовочно-экструзионная машина имеет по меньшей мере два бункера 7 и 8 соответственно для загрузки начинки-наполнителя и творожной массы. Воздушный охладитель 5 имеет на конце открытый участок, где может быть размещен стол 9 для визуального контроля и/или декорирования. Глазуратор 2 имеет принимающий транспортер 10, внутри него имеется секция для растопки глазури, выполненная в виде двухстенного чана 11 с рубашкой 12 и имеющая подогревающие элементы 13. Погружное колесо 14 служит для захвата глазировочной массы. Сформованные сырки покрываются глазурью путем облива из ванночки 15 для облива и ванночки 16 для окунания донышек. Скользящие ножи 17 служат для регулировки покрытия. Сеточный транспортер 18 и погружное колесо 14 имеют общий привод 19.
Формовочно-экструзионная машина содержит регулятор потока 20, формовочную фильеру 21 высокоскоростного типа, касающуюся диафрагму 22 сегментного типа.
Выработка глазированных сырков на предлагаемой линии осуществляется следующим образом.
Сырки глазированные двухслойные с начинкой "зебра" вырабатываются из творожной массы различной жирности и начинки. В качестве начинки может быть использована любая масса, сочетающаяся по вкусовым качествам и консистенции с творожной массой, которая может быть как сладкой, так и соленой, и нейтральной, и кислой.
В качестве оболочки используется сладкая творожная масса влажностью не более 50% и в качестве начинок творожная масса с какао, кокосовой стружкой, ореховой крошкой, вафельной крошкой, вареная сгущенка, карамель, различные конфитюры.
Творожная масса, являющаяся основой оболочки, с температурой 4-8oC загружается в бункер 8 формовочно-экструзионной машины 1. Одновременно происходит загрузка массы, являющейся начинкой. Начинка загружается в бункер 7.
Сырковая масса из бункера 8 с помощью встречно вращающихся шнеков (на чертеже не отмечено) подается к регулятору потока 20 оболочки. Регулятор потока снабжен лопастями (на черт. не показаны), которые, создавая давление, продавливают массу в формовочную фильеру высокоскоростного типа.
Аналогично происходит подача начинки.
Формовочная фильера 21 состоит из фильеры-мешалки оболочки и фильеры-мешалки начинки.
Масса, являющаяся оболочкой, заполняет пространство между внутренней стенкой внешней фильеры-мешалки оболочки и внешней стенкой внутренней фильеры-мешалки начинки. При вытеснении массы оболочки через формовочную фильеру 21 происходит формирование рукава оболочки, который по мере его образования заполняется начинкой.
Сегменты качающейся диафрагмы 22 завальцовывают край сырка и, поворачиваясь по часовой стрелке, отделяют сырок. Лента транспортера при этом, приподнимаясь, поднимает отделившееся изделие.
В зависимости от используемых насадок формы начинки и оболочки могут быть любыми.
Соотношение начинки и оболочки, а также вес сырка, толщина стенок оболочки, длина и толщина сырка задаются изменениями скоростей вращения регуляторов потоков.
Соотношения начинки и оболочки варьируются от 5 до 95%.
Сформированный сырок подается на принимающий транспортер 10 глазировочной машины, состоящей из глазуратора 2 (возможно глазировочного автомата), бака 3 для растопки и перемешивания глазури и воздушного охладителя 4, выполненного в виде охлаждающего канала.
Предварительно измельченная на терке до мягкой стружки глазурь закладывается в бак для растопки глазури 3. Бак представляет собой двустенную емкость, снабженную мешалкой. В рубашку подается вода, которая подогревается двумя электрическими элементами (тэнами). Температура поддерживается в автоматическом режиме. Глазурь топится при непрерывном помешивании до однородной массы.
В глазировочную машину глазировочная масса подается по трубопроводу.
Глазировочная масса размещается в чане 11, рубашка 12 которого заполнена водой, подогреваемой электронагревательными элементами 13.
Встроенный термостат показывает температуру в требуемом диапазоне и в чане.
По центру автомата расположено захватывающее погружное колесо 14, которое, проходя через глазировочную массу, захватывает ее. Захваченная глазировочная масса подается в ванночку для облива 15 и в ванночку для окунания донышек 16. Регулировка осуществляется установкой скользящих ножей 17.
Погружное захватывающее колесо 14 и сеточный транспортер 18 имеют общий привод 19.
Изделия укладываются на принимающий транспортер и подаются в район глазирования.
Охлаждающий канал разработан как продолжение глазировочного автомата.
Глазированные изделия проходят по каналу во встречном потоке охлаждающего воздуха.
Глазировочная масса застывает, образовывает необходимое блестящее твердое покрытие, изделие становится пригодным к упаковке.
Глазированное изделие подается на декорирующий столик 9 - открытую часть охлаждающего канала, пристыкованного к глазировочному автомату.
Готовое изделие перекладывается на транспортер упаковочного автомата 6, где происходит формирование рукава упаковочной ленты, нанесение даты. Далее происходит запайка продольного шва. Поперечными сваривающими губками одновременно свариваются поперечные швы и отрезки ленты. Готовое упакованное изделие передается за упаковку в транспортные гофркороба.
Изобретение касается оборудования молочной промышленности, в частности линий по производству глазированных сырков. Линия содержит формователь сырков, представляющий собой автоматическую формовочно-экструзионную машину. Эта машина имеет средства для осевого или коаксиального ввода по меньшей мере одного наполнителя. В линию входит глазуратор с секцией для растопки глазури и дополнительным баком для растопки и перемешивания глазури. Воздушный охладитель, также входящий в линию, представляет собой продолжение глазуратора и имеет на конце открытый участок для визуального контроля. Заканчивает линию упаковочный автомат. Это позволяет расширить ассортимент творожных изделий, повысить качество и сохранность готовых изделий. 4 ил.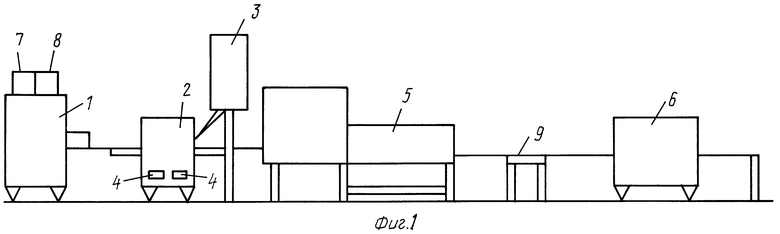
Линия для производства глазированных сырков с начинкой, содержащая формователь сырков, связанный с ним глазуратор с секцией для растопки глазури, воздушный охладитель и упаковочный автомат, отличающаяся тем, что формователь сырков представляет собой автоматическую формовочно-экструзионную машину, имеющую средства для осевого или коаксиального ввода по меньшей мере одного наполнителя, воздушный охладитель выполнен в виде горизонтального канала со встречным потоком охлаждающего воздуха, имеет на конце открытый участок для визуального контроля и является продолжением глазуратора путем размещения на его выходном участке, причем глазуратор снабжен дополнительным баком для растопки и перемешивания глазури, расположенным перед секцией для растопки глазури по ходу технологического процесса.
| Е.А | |||
| БОГДАНОВА и др | |||
| Технология цельномолочных продуктов и молочно-белковых концентратов | |||
| - М.: ВО "Агропромиздат", 1989, с.127 | |||
| УСТАНОВКА ДЛЯ ПРОИЗВОДСТВА ГЛАЗИРОВАННЫХ СЫРКОВ | 0 |
|
SU397178A1 |
| US 4182232, 08.01.1980. | |||

