Данное изобретение относится к установке для изготовления труб способом центробежного литья из материала, включающего пластмассу, стеклянные волокна и, по желанию, дополнительные добавки, например песок.
Подобные установки известны, в частности, из патента CH 684326 и заявки WO 93/08009. Эти известные установки служат для того, чтобы производить трубы большой длины, например, от 6 и более метров, диаметром по меньшей мере 30 см. При этом отмечено, что изготовление труб с меньшим диаметром, например, диаметром 10-20 см, посредством таких установок хотя и возможно, однако существует потребность иметь для изготовления таких труб установки, которые обеспечивают повышенную производительность без увеличения производственных площадей пропорционально мощности.
Из выложенной заявки GE 2911369 известна установка для изготовления труб из полиамида. На такой установке капролактам или лауринлактам с определенной исходной температурой загружают во вращающуюся форму. Далее для образования трубы загруженный материал посредством быстрого вращения формы попадает на ее стенку. После процесса центрифугирования вращающуюся форму охлаждают в течение времени, многократно превышающего длительность центрифугирования, для того чтобы диаметр образованной трубы немного уменьшился и труба могла быть легко извлечена из формы.
Описанная установка содержит барабанный накопитель с пятью расположенными в нем двухсторонне сдвигаемыми и нагреваемыми цилиндрическими камерами, причем в каждой такой камере размещена аксиально вынимаемая из нее вращающаяся форма. Для обеспечения центрифугирования вращающихся форм служит один единственный приводной двигатель. Посредством прерывистого вращения барабанного накопителя одна камера за другой может переходить в положение, в котором размещенная в ней вращающаяся форма может вращаться приводным двигателем. После нескольких поворотов барабанного накопителя, во время которых температура изделия снижается, вращающаяся форма с готовым изделием аксиально извлекается из камеры и после этого полученная труба вытягивается из вращающейся формы.
Недостаток этой установки состоит в том, что с ее помощью могут изготавливаться только такие трубы, которые выполнены из однородного материала, то есть трубы, стенка которых выполнена не из отдельных составных частей или не образована из различных, но прочно связанных друг с другом слоев.
Более близкая по техническому исполнению к предложенной установка для изготовления пластмассовых труб описана в патенте US N 4028038. Эта установка содержит поворотную вокруг горизонтальной оси стойку с равномерно расположенными на ней формами для центробежного литья, установленными на одинаковом осевом расстоянии от горизонтальной оси и с возможностью вращения относительно горизонтальной оси формы от привода, устройство для шагового поворота стойки, размещения формы в позицию, в которой ранее находилась соседняя форма, и фиксации, нагревательные элементы для обогрева формы по меньшей мере в одной ее позиции, загружающее устройство, выгружающее устройство и управляющее устройство.
Задача изобретения заключается в создании установки, с помощью которой можно было бы изготавливать относительно тонкие трубы с диаметром 10-50 см и со свободно выбираемой многослойной структурой стенки с такими расходами, которые соответствуют расходам, отнесенным к весу труб с большим диаметром.
Эта задача решается посредством предложенной установки для изготовления труб способом центробежного литья из материала, включающего в себя пластмассу, стеклянные волокна и, по желанию, дополнительные добавки, содержащей поворотную вокруг горизонтальной оси стойку с равномерно расположенными на ней формами для центробежного литья, установленными на одинаковом осевом расстоянии от горизонтальной оси и с возможностью вращения относительно горизонтальной оси формы от привода, устройство для шагового поворота стойки, размещения формы в позицию, в которой ранее находилась соседняя форма, и фиксации, нагревательные элементы для обогрева формы по меньшей мере в одной ее позиции, загружающее устройство, выгружающее устройство и управляющее устройство. Согласно изобретению поворотная стойка содержит от шести до восьми форм для центробежного литья, а установка снабжена устройством для отсасывания из отдельных форм выделяющихся при отверждении трубы газов, каждая из форм снабжена приводным двигателем, загружающее устройство выполнено с возможностью перемещения во время работы для ввода материалов в одну или одновременно в две формы для получения труб, а выгружающее устройство выполнено с возможностью выгрузки по одной готовой трубе из одной формы, причем управляющее устройство выполнено с возможностью регулирования прерывистого вращения поворотной стойки, вращения каждой формы с числом оборотов, зависящим от позиции, в которой она находится, движения перемещения загружающего устройства по отношению к поворотной стойке, мгновенной и полной загрузки материалов и функционирования выгружающего устройства.
Предпочтительно, чтобы все формы для центробежного литья имели одинаковый внутренний диаметр.
Предпочтительно также, чтобы по меньшей мере одна форма для центробежного литья имела внутренний диаметр, отличающийся от внутреннего диаметра соседней формы.
В соответствии с изобретением установка может иметь несколько неподвижно установленных нагревательных элементов для обогрева форм для центробежного литья, расположенных в непосредственной близости от них.
При этом каждая форма для центробежного литья может быть выполнена с включаемым и выключаемым нагревателем.
В установке по изобретению для каждой формы на противоположном от загружающего устройства конце может быть предусмотрено неподвижное входное отверстие отсасывающего устройства.
В этой же установке загружающее устройство может иметь два подающих рукава, которые расположены таким образом, что они при осепараллельном перемещении загружающего устройства могут вводиться в две соседние формы.
Предпочтительно, чтобы в установке по изобретению управляющее устройство для каждой формы для центробежного литья имело регулятор температуры для нагрева формы до программируемой температуры.
Предложенную установку выполняют таким образом, что с ее помощью одновременно изготавливают несколько труб на сравнительно узком пространстве так, что во время изготовления одной из труб ступенчато по времени начинают изготовление по меньшей мере пяти других труб.
Более подробно этот процесс описывается ниже на примере выполнения изобретения с ссылкой на чертежи, на которых отдельные фигуры изображены в различных масштабах и на которых показаны:
на фиг. 1 - вид всей установки без нагревательных элементов и без отсасывающего устройства, устройства для выгрузки из формы и без управляющего устройства,
на фиг. 2 - детали приводного устройства для поворотной стойки,
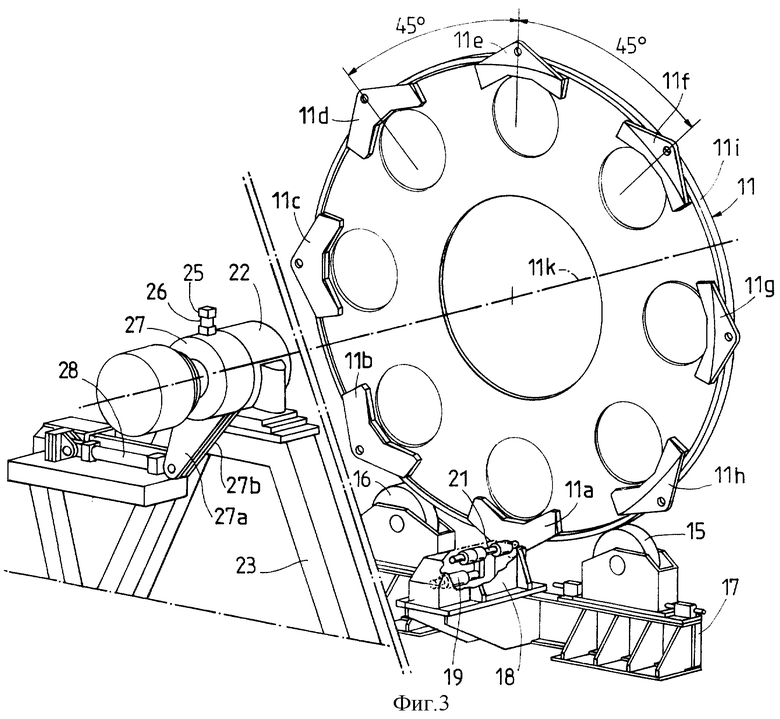
на фиг. 3 - приводное и фиксирующее устройства для поворотной стойки,
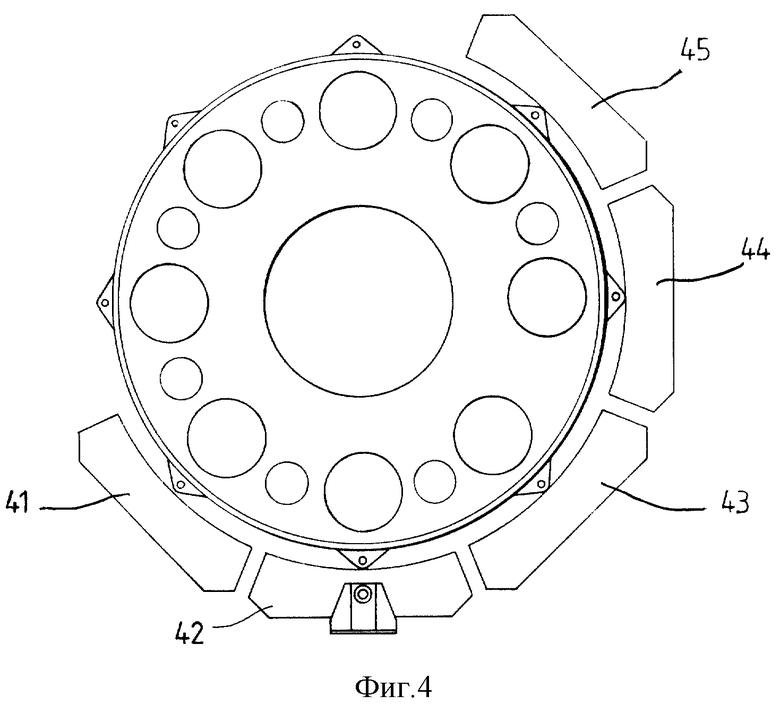
на фиг. 4 - вид спереди на поворотную стойку,
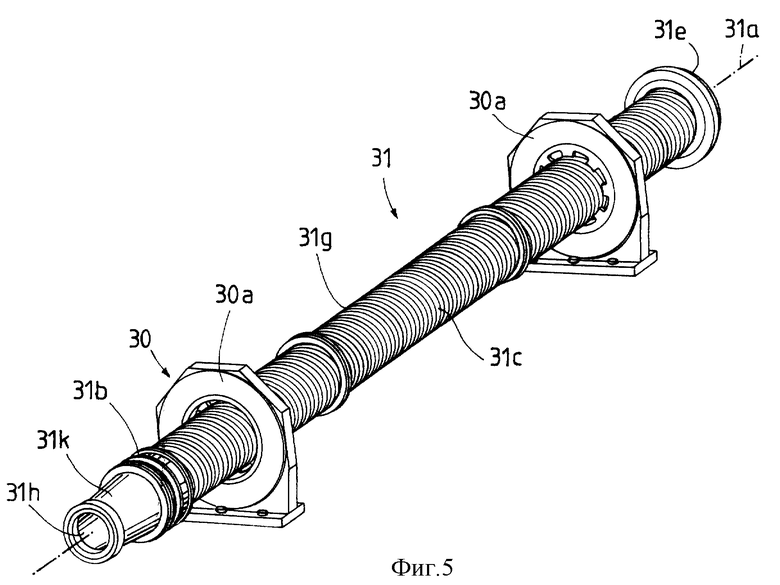
на фиг. 5 - перспективный вид отдельной формы центробежного литья,
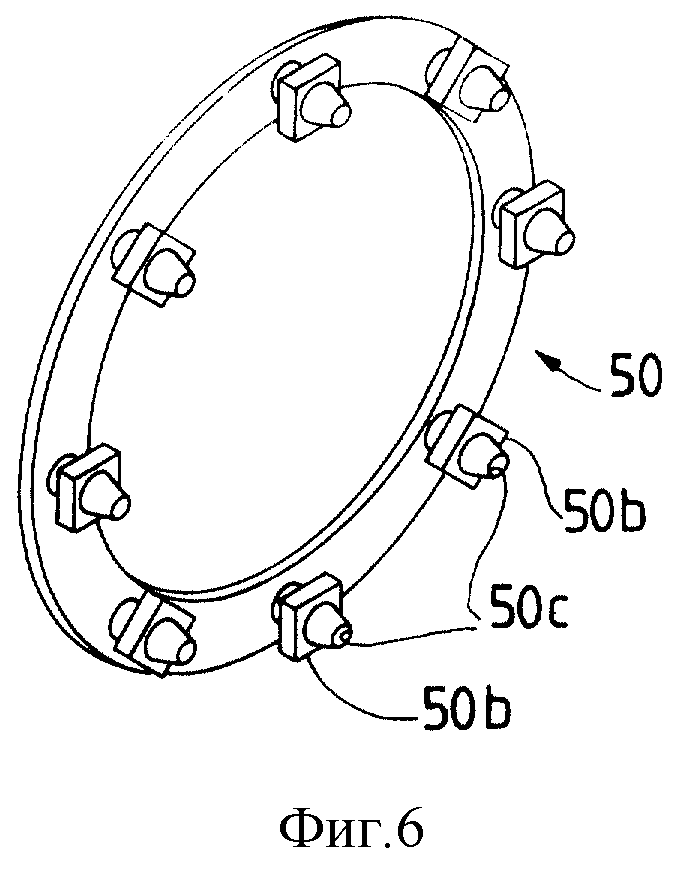
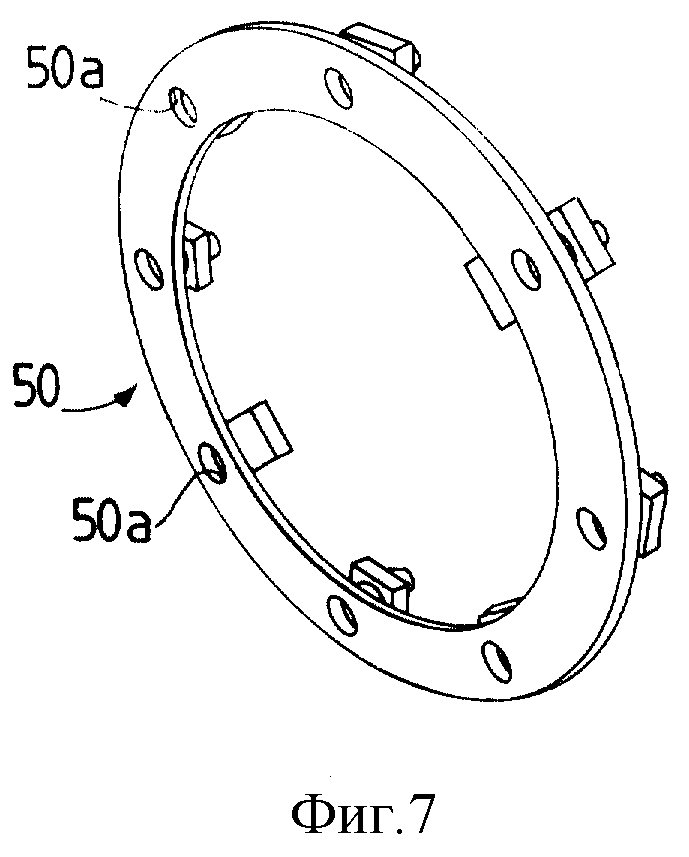
на фиг. 6 и 7-по одному перспективному изображению замыкающих кольцевых дисков,
на фиг. 8 - разрез конца формы для центробежного литья, и
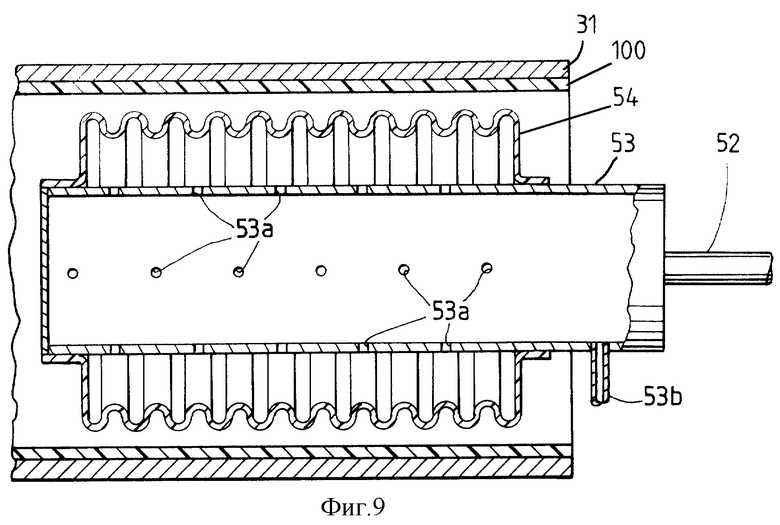
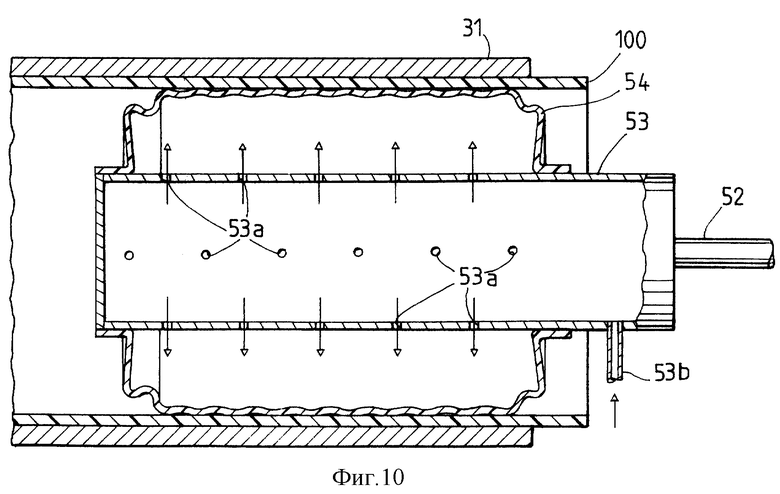
на фиг. 9 и 10 - основной узел выгружающего устройства в двух различных рабочих состояниях.
Из очень схематично показанной на фиг. 1 установки следует, что она состоит, в основном, из двух частей: поворотной стойки 1 с горизонтально расположенной осью и загружающего устройства 2. Поворотная стойка 1 на обращенном к загружающему устройству 2 конце содержит круглый диск 11, который через несколько тяг 12 и спиц 13 связан с соосным по отношению к нему валом 14. Диск 11 снабжен ободом 11i, как можно увидеть на фиг. 3, и установлен на двух свободно вращающихся роликах 15 и 16, которые в свою очередь установлены с возможностью свободного вращения на поперечине 17.
На диске 11 закреплено восемь равномерно распределенных фиксирующих выступов 11a, 11b, 11c, 11d, 11e, 11f, 11g и 11h, каждый из которых выполнен с отверстием. В укрепленном на поперечине 17 корпусе 18 размещен приводимый в действие с помощью электромагнита 19 фиксирующий штифт 21, который вводится в отверстие находящегося внизу по отношению к оси 11k поворотной стойки и диска фиксирующего выступа, следовательно, по чертежу в отверстие фиксирующего выступа 11a для того, чтобы предохранить диск 11 от вращения. На другом конце поворотной стойки соосно с диском 11 расположен с возможностью вращения в подшипнике 22 вал 14, причем подшипник в свою очередь закреплен на станине 23. На свободном конце этого вала размещена поводковая втулка 27, снабженная поводковым штифтом 26, приводимым в действие с помощью электромагнита 25. В зоне этого поводкового штифта 26 вал 14 имеет восемь равномерно расположенных отверстий, канавок или пазов, с помощью которых поводковый штифт 26 может входить в зацепление с валом. Поводковая втулка 27, со своей стороны, выполнена с двумя рычагами 27a и 27b, свободные концы которых шарнирно связаны с поршнем 28a (фиг. 2) пневматического или гидравлического цилиндра 28.
При этом размеры рычагов 27a, 27b и путь перемещения поршня 28a выбраны таким образом, что при перемещении поршня поводковая втулка 27 испытывает отклонение до 45o.
Это приводит к тому, что поворотная стойка после восьми шагов поворота опять занимает первоначальное положение. Оно соответствует, следовательно, позиции или положениям, в которых находятся отдельные формы центробежного литья при неподвижной поворотной стойке 1, обозначенным А, В, С, D, E, F, G и H, причем позиция, обозначенная A, является самой нижней позицией, а остальные следуют против часовой стрелки, если смотреть со стороны загружающего устройства 2.
На тягах 12 поворотной стойки 1 закреплены шестнадцать подшипников 30, по два из которых служат для установки восьми форм 31, 32, 33, 34, 35, 36, 37 и 38 для центробежного литья таким образом, что они поддерживают эти формы с расположением их осей параллельно оси 11k поворотной стойки. Каждая из этих восьми форм связана через ременную передачу 39 с соответствующим приводным двигателем 40.
Хотя на чертеже все восемь форм для центробежного литья показаны с одинаковыми внутренними диаметрами, безусловно на поворотной стойке можно расположить формы для центробежного литья с разными диаметрами. В таком случае целесообразно каждую форму для центробежного литья снабдить двумя подшипниками 30 и корпуса 30a (фиг. 5) подшипников выполнить таким образом, чтобы они закреплялись на поворотной стойке 1 и снимались с нее по возможности простыми средствами, причем корпуса 30a подшипников по размерам подбираются так, чтобы независимо от внутреннего диаметра отдельных форм геометрические оси 31a всех помещенных в поворотную стойку 1 форм находились на одинаковом расстоянии от ее оси 11k. В таком случае, однако, есть преимущество, когда диски 31b для ремней у всех форм имеют одинаковые диаметры.
Как видно из фиг. 4, снаружи поворотной стойки 1 размещены пять неподвижных нагревательных элементов 41, 42, 43, 44 и 45, которые частично окружают поворотную стойку 1. Каждый нагревательный элемент проходит по всей длине формы для центробежного литья и безусловно нагревает находящуюся непосредственно рядом с ним или может поддерживать определенную температуру нагретой формы. В показанном на чертеже положении поворотной стойки 1 могут, таким образом, нагреваться формы 38, 31, 32, 33 и 34, которые находятся на позициях H, A, B, C и D. Каждый нагревательный элемент содержит один или несколько нагревателей, которые могут нагреваться электрическим током или горячим воздухом, или горячей водой, или паром, причем посредством описанного в дальнейшем управляющего устройства 29 регулируется необходимая для изготовления труб температура.
Нагревание формы может, однако, происходить по-другому: изображенная на фиг. 5 форма 31 имеет намотанный на нее электрический нагреватель 31c, выводы которого через кольцевое контактное соединение (на чертеже не показано) связаны с источником тока, управляемым устройством для регулирования тока.
Как видно из фиг. 5 и 8, каждая форма центробежного литья имеет на конце, противоположном ее отверстию для загрузки, конический наконечник 31k, причем является целесообразным, чтобы все наконечники независимо от внутреннего диаметра трубы имели одинаковый диаметр отверстия 31d. Эти отверстия прилегают к изображенным на фиг. 6 и 7 неподвижным замыкающим кольцевым дискам 50, которые выполнены с восемью расположенными сзади, по одному на входное отверстие 50a, отсасывающими вентиляторами 50b, выходные отверстия 50c которых сообщаются с каналом продувки (не показан).
Каждая форма для центробежного литья, как особенно хорошо видно на фиг. 8, перед началом конусной поверхности конического наконечника 31k содержит кольцевую вставку 31r, которая, с одной стороны, служит для того, чтобы придавать образующейся в результате центробежного литья трубе 100 точную торцевую поверхность, и, с другой стороны, служит в качестве направляющей для четырех выталкивающих штанг 31s. Эти четыре штанги выведены каждая через отдельную сквозную прорезь 31e в коническом наконечнике 31k наружу, где они закреплены на кольце 31i.
На замыкающем кольцевом диске 50 на позиции G помещены два радиально разнесенных выступа, на каждом из которых закреплено по одному выталкивающему цилиндру 46, поршневые штоки которых служат для того, чтобы оттолкнуть кольцо 31i против силы двух возвратных пружин 48 от замыкающего кольцевого диска 50 и при этом переместить готовую трубу 100 на расстояние S, то есть на несколько сантиметров вправо, то есть в направлении к загружающему отверстию, благодаря чему она не приклеивается к внутренней стенке формы для центробежного литья и без труда посредством выгружающего устройства может удаляться из нее. Для этой цели на другой стороне формы 31 для центробежного литья на той же позиции G расположено выгружающее устройство, основные детали которого изображены на фиг. 9 и 10. Оно имеет перемещаемую в продольном направлении вытягивающую штангу 52. На ее переднем конце, обращенном к форме 31 для центробежного литья, размещен полый цилиндр 53 с патрубком 53b для подвода сжатого воздуха и отсоса воздуха. На цилиндре 53, имеющим несколько радиальных отверстий 53a, сидит замкнутый резиновый сильфон 54, который посредством втекающего в его внутреннюю полость из патрубка 53b воздуха может так надуваться, что он наполняется по всей своей длине и плотно прилегает к внутренней поверхности трубы 100, изготовленной центробежным литьем, когда цилиндр 53 находится внутри такой пластмассовой трубы.
Загружающее устройство 2 содержит две связанные друг с другом тумбы 55 и 56 (фиг. 1), которые установлены на параллельные оси 11k поворотной стойки 1 рельсовые направляющие 59 с возможностью перемещения с помощью расположенного в корпусе 24 двигателя через канатную тягу (не показана) из изображенного на чертеже положения влево и опять назад в то же положение. Каждая из этих двух тумб содержит, как известно из WO 93/08009, снабженные дозирующим насосом накопительные емкости для отдельных компонентов жидкой пластмассы, то есть смолы и отвердителя, а также для песка, и необходимые накопительные ячейки для катушек с нитями стеклянного волокна.
Каждая из двух тумб 55 и 56 выполнена с загружающим рукавом 57 или 58, в котором размещены транспортирующие и выгружающие для исходных материалов устройства, среди которых имеются, следовательно, трубки с выполненными на концах соплами для жидких компонентов пластмассы, шнековый транспортер для транспортировки песка, а также натяжное приспособление и вращающийся резец для нитей стеклянного волокна. При этом геометрическое расположение выбрано таким образом, что загружающий рукав 57 вводится в загрузочное отверстие формы для центробежного литья, находящейся на позиции A, а загружающий рукав 58 одновременно вводится в загрузочное отверстие соседней формы 32, находящейся на позиции В. Оба загружающих рукава 57 и 58 имеют такую длину, что их свободный конец, на котором расположены отверстия для выгрузки компонентов пластмассы, песка и стеклянного волокна, находятся в конце участка перемещения внутри формы для центробежного литья, к коническому участку 31k которой подключен ее цилиндрический участок 31d.
В устройстве 29, которое соединено проводом 29a с поворотной стойкой 1 и проводом 29b с загружающим устройством 2, размещены связанные с вычислительной машиной управляющее, а также измерительное и контрольное устройства для всей установки, в том числе приборы управления для приводного устройства поворотной стойки 1, состоящего из элементов 22, 25, 26, 27 и 28, фиксирующего устройства, состоящего из элементов 19 и 21, для приводного двигателя 40, для отсасывающих вентиляторов 50b, для работающего со сжатым воздухом выталкивающего цилиндра 46 выгружающего устройства, для управления выгружающим устройством, а именно для перемещения вытягивающей штанги 52 и для продувания и разрежения резинового сильфона 54, а также для управляемого по программе и от расположенного на форме датчика температуры коммутационного аппарата включения и выключения обогрева формы.
Разумеется, может быть предусмотрено, не показанное на чертеже, устройство, с помощью которого можно вносить в каждую форму для центробежного литья после удаления изготовленной трубы, но до загрузки ее материалами, служащими для изготовления следующей трубы, разделительное средство, препятствующее прилипанию материала к стенке формы.
К приводному и управляющему устройствам для загружающего устройства относятся, помимо прочих, управляющий орган для возвратно-поступательного перемещения этого устройства, а также, естественно, измерительные и дозирующие устройства для выгрузки материалов для изготовления труб, то есть дозирующий насос для составных компонентов пластмассы, шнековый транспортер для песка, а также устройство для транспортировки и измельчения стеклянного волокна.
Ниже поясняется работа вышеописанной установки.
В изображенном на чертеже положении поворотная стойка 1 посредством вставленного в фиксирующий выступ 11а фиксирующего штифта 21 блокирована от вращения. Форма 31 находится на позиции А, форма 32 - на позиции В, форма 33 - на позиции С, форма 34 - на позиции D, форма 35 - на позиции E, форма 36 - на позиции F, форма 37 - на позиции G и форма 38 - на позиции Н. Все формы, за исключением формы 37 на позиции G, приводятся во вращение посредством относящихся к ним двигателей 40 через ременную передачу 39, например так, что число оборотов на позиции H равняется 200 в мин, на позиции А - 455 в мин, на позиции В - 655 в мин, на позициях C, H, D и E - около 300 в мин, а на позиции F число оборотов уменьшается до остановки формы.
В форму 38, находящуюся на позиции H, посредством не показанного на чертеже, сопла впрыскивается разделительное средство, препятствующее приклеиванию загружаемого в дальнейшем служащего для получения трубы материала к стенке формы. Форма вращается при этом с числом оборотов, которое гарантирует равномерное распределение разделительного средства на всей ее внутренней поверхности.
На позициях A и В загружающие рукава 57 и соответственно 58 одновременно входят с постоянной скоростью перемещения в стоящие перед ними и вращающиеся с большим числом оборотов формы 31 или 32 и снова выходят из них. Это может происходить один или несколько раз. При этом они подают необходимые для получения армированной стеклянным волокном пластмассовой трубы 100 материалы, а именно обогащенные наполнителем смолу и отвердитель, а также песок и стеклянное волокно по программе, введенной в управляющее устройство, причем загружающий рукав 57 создает внешние слои трубы, а загружающий рукав 58 - внутренние слои. Так как при работе форма нагревается, одновременно начинается дисперсионное твердение синтетической смолы.
На позициях C, D и E загруженный материал, из которого посредством центрифугирования образуется труба, при несколько уменьшенном числе оборотов твердеет полностью, причем вначале, следовательно на позиции C, где материал еще относительно мягок, может также осуществляться уплотнение. В зависимости от потребности, которая определяется посредством расположенного в форме термодатчика и которая зависит от диаметра трубы, толщины стенки трубы и, естественно, от окружающей температуры, на позициях H, А, В, С и D можно подводить тепло с помощью нагревательных элементов. Полученная таким образом труба теперь полностью затвердевает на позиции F, причем число оборотов формы замедляется до остановки формы. К тому времени в форме, находящейся на позиции С, сначала приводится в действие выталкивающий цилиндр 46 для того, чтобы в любом случае освободить из формы плотно сидящую в ней пластмассовую трубу 100, как это описано дальше. Одновременно в пластмассовую трубу 100 с другой стороны входит выгружающее устройство настолько, чтобы резиновый сильфон 54 полностью находился в трубе. Как только она немного выдвинется из формы, резиновый сильфон посредством впускаемого сжатого воздуха надувается таким образом, что он прочно прилегает к трубе и ее можно при последующем перемещении вытягивающей штанги 52 вытянуть вправо.
Во всех местах установки, где при затвердевании пластмассы освобождается пар или газ, посредством управляющего устройства включается соответствующий вентилятор 50b, который направляет этот газ в газоотводный канал.
После окончания всех вышеописанных одновременно протекающих операций электромагнит 19 вытягивает фиксирующий штифт 21 из отверстия фиксирующего выступа 11а, после чего отводится поршень 28a пневматического или гидравлического цилиндра 28, и вал 14, а вместе с ним вся поворотная стойка 1, круговой диск 11 которой обкатывается на обоих роликах 15 и 16, поворачивается на 45o так, что фиксирующий выступ 11b располагается перед фиксирующим штифтом 21, который посредством электромагнита 21 входит в отверстие этого фиксирующего выступа, снова удерживая поворотную стойку в новом положении.
В этом новом положении находятся, следовательно, форма 31 - на позиции B, форма 32 - на позиции C и так далее, то есть в каждой форме имеет место следующий рабочий процесс, как это описано выше. Следовательно, после каждого поворота на восьмую часть вытягивается готовая труба. Если, как это безусловно возможно, для разблокировки и блокировки требуется 2,5 с, а для поворота стойки 1 на 45o - 7 с, то при 192-секундном такте 180 с имеются в распоряжении для многократных ввода и вывода каждого из двух загружающих рукавов 57 и 58, следовательно, для внесения необходимого для создания одной трубы материала в совокупности имеются 6 мин, что согласно изобретению вполне достаточно. Другими словами, для изготовления одной трубы необходимо время, равное 2,5 мин 36 с, т.е. установка выпускает каждые 192 с одну трубу или за 4 часа - 75 труб длиной 6 м, следовательно, 450 погонных метров трубы.
При такой производительности стоимость изготовления таких высококачественных, армированных пластмассовых труб оказывается не выше стоимости изготовления металлических труб. Такие пластмассовые трубы значительно легче, расходы на их транспортировку и прокладку меньше, чем у металлических труб. Поскольку срок службы пластмассовых труб во много раз больше, чем у металлических труб, изготовленные подобным образом трубы являются более прогрессивными по сравнению со всеми до сих пор известными трубами соизмеримых размеров.


Изобретение может быть использовано для изготовления труб способом центробежного литья из материала, включающего пластмассу, стеклянные волокна и дополнительные добавки. Установка для изготовления труб способом центробежного литья из материала, включающего в себя пластмассу, стеклянные волокна и, по желанию, дополнительные добавки, содержит поворотную вокруг горизонтальной оси стойку с равномерно расположенными на ней формами для центробежного литья. Формы установлены на одинаковом осевом расстоянии от горизонтальной оси и с возможностью вращения относительно горизонтальной оси формы от привода. Установка содержит устройства для шагового поворота стойки, размещения формы в позицию, в которой ранее находилась соседняя форма, и фиксации, нагревательные элементы для обогрева формы по меньшей мере в одной ее позиции, загружающее устройство, выгружающее устройство и управляющее устройство. Поворотная стойка содержит от шести до восьми форм для центробежного литья. Установка снабжена устройством для отсасывания из отдельных форм выделяющихся при отверждении трубы газов, каждая из форм снабжена приводным двигателем. Загружающее устройство выполнено с возможностью перемещения во время работы для ввода материалов в одну или одновременно в две формы для получения трубы. Выгружающее устройство выполнено с возможностью выгрузки по одной готовой трубе из одной формы. Управляющее устройство выполнено с возможностью регулирования прерывистого вращения поворотной стойки, вращения каждой формы с числом оборотов, зависящим от позиции, в которой она находится, движения перемещения загружающего устройства по отношению к поворотной стойке, мгновенной и полной загрузки материалов и функционирования выгружающего устройства. Установка позволяет изготавливать тонкие трубы с диаметром 10-50 см и со свободно выбираемой многослойной структурой стенки. 7 з.п.ф-лы, 10 ил.
| US 4028038 A, 07.06.1977 | |||
| DE 2911369 A1, 25.09.1980 | |||
| КАРАМЕЛЬ ЛИКЕРНАЯ ГЛАЗИРОВАННАЯ "АЗАРТ" (АПЕЛЬСИН) | 1998 |
|
RU2128923C1 |
| GB 1405667 A, 10.09.1975 | |||
| Многопозиционная машина для производства трубчатых изделий из полимеров | 1984 |
|
SU1335480A1 |

