Изобретение относится к строительству и используется при ремонте и упрочнении трубопровода, транспортирующего газ или жидкость, в частности, для снижения кольцевых и аксиальных напряжений, возникающих от действия внутреннего давления в местах дефектов трубопровода - коррозионных раковин и свищей, вмятин от механических воздействий и т.п.
Известно техническое решение, направленное на предотвращение образования и развития трещин в трубопроводе (RU 2097646 C1, 27.11.97, F 16 L 57/00). В этом решении кольцевые напряжения снижают за счет сварки с трубопроводом стальной полноохватывающей муфты с определенной толщиной стенки; при проведении этих работ осуществляют снижение давления перекачиваемого по трубопроводу продукта на заданную величину. Недостатком известного решения является предотвращение развития дефекта только в осевом направлении.
Известен способ ремонта трубопровода под давлением, заключающийся в очистке дефектной зоны, заполнении коррозионных несквозных раковин полимерным мастичным материалом, наложении на него бандажной муфты из армированного полимерного материала-ленты (RU 2108514 C1, 10/04/98, F 16 L 55/18). В процессе намотки на трубопровод ленты осуществляют склеивание ее витков (по меньшей мере двух последних), уплотнение обмотки с последующим отверждением заполняющего раковины полимерного мастичного материала. Однако в этом решении на концах равномерной по толщине стеклопластиковой муфты возникают значительные внутренние напряжения, способные вызвать растрескивание муфты, расслоение ее витков или отслаивание от трубопровода.
Кроме того, бандажная муфта, сформированная на поверхности трубопровода, находящегося под давлением, может отслоиться от трубопровода при снижении в нем давления, поскольку в этом случае происходит значительная радиальная деформация трубопровода. В известном решении работы ведут при положительных температурах воздуха, тогда как желательно вести ремонтные работы и при температуре воздуха ниже плюс 5oC.
Также в известном решении существует опасность расслоения склеенных витков муфты, поскольку заранее изготовленная спиралевидная стеклопластиковая лента обладает достаточно слабой адгезией к адгезиву, склеивающему витки бандажной муфты, вследствие достаточно полной полимеризации связующего стеклопластиковой ленты в процессе ее изготовления и последующего хранения до применения.
Заявленное изобретение направлено на устранение указанных недостатков.
Задачей изобретения является повышение надежности ремонтной муфты.
Технический результат - выравнивание напряжения в муфте, улучшение адгезии между витками муфты и клеящим веществом, а также между муфтой и трубопроводом, возможность ведения работ при температуре ниже плюс 5oC.
Задача решается тем, что после заполнения дефектных полостей (раковин) неотвержденным деформируемым материалом на дефектную полость приклеивают эластичную прокладку, охватывающую трубопровод, намотку ленты поверх прокладки ведут с заданным натяжением с помощью прижимного валика, обеспечивающего максимальную деформацию прокладки и плотное прилегание витков ленты, лента имеет ширину, постепенно убывающую по длине ленты, причем намотку ленты начинают с ее широкого конца, который закрепляют на трубопроводе хомутами по углам ленты, обе поверхности стеклопластиковой ленты до нанесения адгезива подвергают механической обработке шлифмашинкой или другим слесарно-механическим методом, а после намотки ленты ее узкий конец закрепляют одним или несколькими хомутами с их затяжкой, на муфту и прилегающие участки трубопровода накладывают термоусадочную манжету и ее прогревают, что обеспечивает отверждение адгезива, заполняющего материала и усадку манжеты.
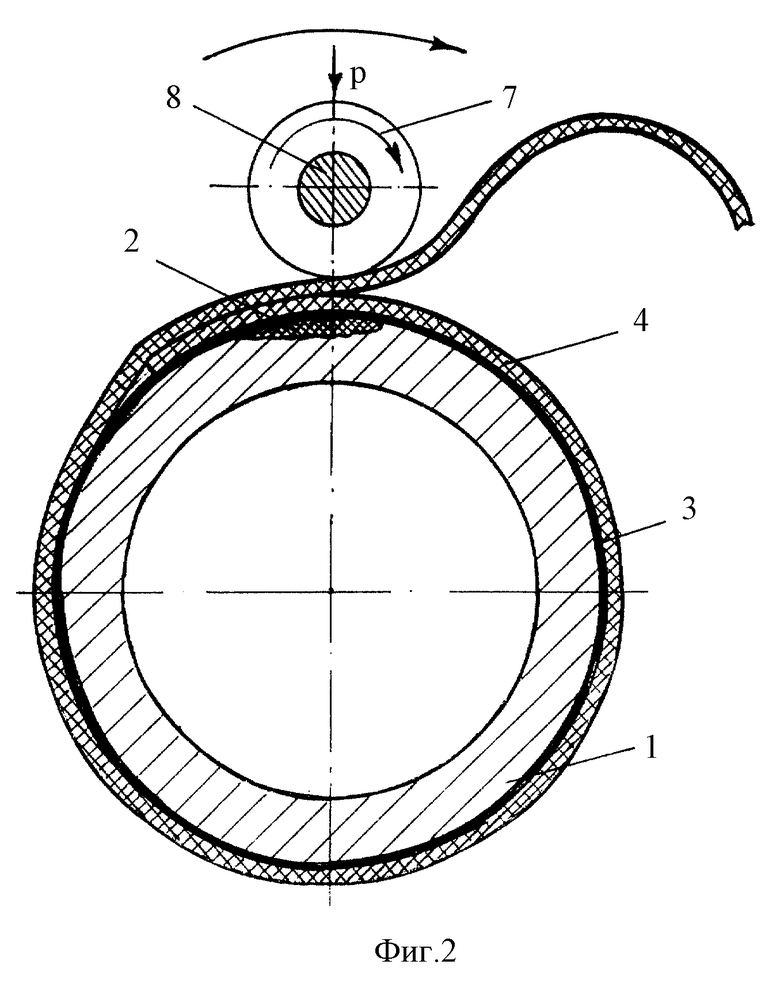
Прижимной ролик, ось которого связана зубчатой передачей и храповым устройством с кольцеобразными направляющими, охватывающими трубопровод и закрепленными на нем по обе стороны наматываемой ленты, совершает планетарное движение (вращение вокруг своей оси и вокруг трубопровода) с помощью ручного или механизированного привода, осуществляя намотку муфты из ленты с заданным усилием натяжения и прижатия витков, создаваемым пружинами и регулировочными винтами.
Намотка муфты из ленты переменной ширины обеспечивает получение муфты с уменьшением ее толщины от середины к концам, что позволяет снизить концентрацию напряжений по концам муфты.
Эластичная прокладка под муфтой выполняет роль компенсатора и при снижении давления в трубопроводе, приводящем к уменьшению его диаметра, обеспечивает надежный контакт муфты с трубопроводом без отслаивания.
Другим вариантом предотвращения отслаивания муфты от трубопровода при снижении давления перекачиваемого продукта является последовательное наматывание на трубопровод нескольких стеклопластиковых лент (не менее двух). Первая наматываемая стеклопластиковая лента образует на трубопроводе два начальных витка бандажной муфты, причем адгезив наносится только на ее нижний широкий конец, накладываемый на трубопровод и приклеиваемый к нему с последующим прижатием углов этого конца к трубопроводу хомутами, а также на верхний конец, приклеиваемый к соприкасающемуся витку с последующим прижатием верхнего конца хомутами, в результате начальные витки остаются несклеенными. Затем наматывается следующая стеклопластиковая лента с наложением адгезива на все соприкасающиеся поверхности витков с фиксацией хомутами нижнего и верхнего концов этой ленты. Несклеенные первые два начальных витка бандажной муфты разворачиваются при уменьшении диаметра трубопровода вследствие снижения давления перекачиваемого продукта, предотвращая тем самым отслаивание муфты.
Для предотвращения вытекания при повышенной температуре окружающего воздуха мастичного материала, заполняющего обьем раковины, или другого вида дефекта до наложения и закрепления на трубопроводе широкого конца наматываемой ленты на поверхность трубопровода в месте дефекта накладывается после заполнения дефекта мастичным материалом стеклопластиковая накладка, обладающая достаточной адгезией по отношению к мастичному материалу и к адгезиву и имеющая по периметру размеры, превышающие размеры дефекта.
Фиксация начального широкого конца ленты на трубопроводе позволяет получить необходимое обжатие эластичной прокладки, надежное заполнение раковин заполняющим мастичным материалом, качественное склеивание витков муфты и равномерное натяжение витков, высокое сопротивление муфты разрыву.
Механическая обработка поверхностей стеклопластиковой ленты до нанесения адгезива улучшает склеивание витков вследствие разрыва сшитых при полимеризации межмолекулярных связей в поверхностном слое связующего и образования свободных радикалов, обеспечивающих высокую адгезионную активность поверхностей ленты но отношению к адгезиву (эффект механодеструкции); одновременно возрастает фактическая площадь контакта адгезива со склеиваемыми поверхностями ленты.
Закрепление узкого конца ленты после ее намотки позволяет сохранить заданное обжатие эластичной прокладки и витков муфты.
Термоусадочная манжета герметизирует муфту, устраняет проникновение влаги к ее виткам и к восстановленному трубопроводу и последующее их расслоение.
Прогрев обеспечивает отверждение адгезива и заполняющего дефект мастичного материала при отрицательных температурах и ускоряет отверждение при положительных.
Изобретение поясняется графическим материалом, где на фиг. 1 изображена муфта (1 - труба с дефектом, 2 - заполняющий материал, 3 - эластичная прокладка, 4 - стеклопластиковая лента, намотанная на трубопровод, 5 - термоусадочная манжета, 6 - хомут), а на фиг. 2 - натяжной ролик (1 - труба с дефектом, 3 - эластичная прокладка, 4 - наматываемая на трубопровод лента, 7 - прижимной ролик, 8 - ось ролика, 2 - заполняющий материал).
Способ осуществляют следующим образом.
Известными методами, например катодным обследованием, определяют прокорродированную аварийную зону трубопровода. В этой зоне трубопровод вскрывают, удаляют изоляцию, зачищают дефектную зону с выявлением места и характера дефектных полостей-раковин на наружной поверхности трубопровода. Дефектные полости заполняют отверждаемым заполняющим материалом в неотвержденном деформируемом состоянии и наносят на поверхность трубы и заполняющий материал совместимый с ним адгезив, после чего на трубопровод в дефектной зоне приклеивают эластичную прокладку. Возможно нанесение адгезива на эластичную прокладку перед ее приклеиванием.
Широкий конец стеклопластиковой ленты, образующей бандажную муфту, закрепляют на эластичной прокладке хомутами, например стеклопластиковыми, по углам конца ленты вне зоны намотки муфты. Намотку ленты ведут с заданным ее натяжением, обеспечивающим удельное контактное сдавливание склеиваемых поверхностей ленты в пределах от 0,4 до 6 кг/см2. Поверхность ленты перед нанесением на нее адгезива обрабатывают механическим способом для разрушения тонкого поверхностного слоя.
Поскольку лента выполнена с убывающей по длине шириной, то возможна намотка ленты с изменяемой величиной ее натяжения, что обеспечивается соответствующей регулировкой контактного давления прижимного ролика, осуществляющего прижим ленты к поверхности трубопровода в процессе ее наматывания. После окончания намотки ленты для сохранения созданного натяга в витках муфты узкий верхний конец ленты закрепляют одним или несколькими хомутами, например стеклопластиковыми, и затягивают хомуты для необходимого обжатия муфты.
Термоусадочную манжету накладывают на муфту и прогревают манжету.
Длина манжеты должна быть достаточна для надежной герметизации концов муфты.
Нагрев ведут с обеспечением отверждения заполняющего материала, адгезива и необходимой усадки манжеты.
Наиболее предпочтительны:
А.Материалы:
1) стеклопластиковые ленты типа ГАРС-1, ГАРС-2 (ТУ 2296-152-05786904-99) или КСЛ (ТУ 92-115-14-98);
2) адгезивы типа ККА "МОНОЛИТ+" (ТУ 2252-154-05786904-99) или "ПГР-4" (ТУ 2257-009-00396558-99);
3) заполняющие материалы типа РЭМ МОНОЛИТ+ (ТУ 2252-154-05786904-99) или РЭМ ЭК-2 (ТУ 5.966-11547-94) или РЭМ-Сталь (ТУ 2257-005- 00396558-98),
Б. Режимы натяжения ленты: 0,5-1,5 кг/см;
В. Прогрев термоусадочной манжеты: 140-180 град С.
| название | год | авторы | номер документа |
|---|---|---|---|
| ЛЕНТА БАНДАЖНАЯ ДЛЯ АРМИРОВАНИЯ ДЕФЕКТНЫХ УЧАСТКОВ ТРУБОПРОВОДА | 2001 |
|
RU2187743C1 |
| СПОСОБ РЕМОНТА СТЕКЛОПЛАСТИКОВОГО ТРУБОПРОВОДА С ИСПОЛЬЗОВАНИЕМ АДАПТЕРА | 2019 |
|
RU2731079C1 |
| СПОСОБ РЕМОНТА ТРУБОПРОВОДА (ВАРИАНТЫ) | 1999 |
|
RU2156397C1 |
| СПОСОБ РЕМОНТА МЕТАЛЛИЧЕСКИХ ТРУБОПРОВОДОВ (ВАРИАНТЫ) | 1999 |
|
RU2155905C2 |
| СПОСОБ РЕМОНТА ТРУБЫ | 2000 |
|
RU2177582C1 |
| СПОСОБ ПРОТАСОВА В.Н. ПРОТИВОКОРРОЗИОННОЙ ЗАЩИТЫ СВАРНОГО СОЕДИНЕНИЯ ТРУБ С ВНУТРЕННИМ ЗАЩИТНЫМ ПОКРЫТИЕМ | 2007 |
|
RU2328651C1 |
| УПРУГОГИБКАЯ ЛЕНТОЧНАЯ СПИРАЛЬ ИЗ КОМПОЗИЦИОННЫХ МАТЕРИАЛОВ (ВАРИАНТЫ) | 1999 |
|
RU2162562C1 |
| МНОГОСЛОЙНАЯ УПРОЧНЯЮЩАЯ ЗАЩИТА | 2003 |
|
RU2256843C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ УПРУГОГИБКОЙ ЛЕНТОЧНОЙ СПИРАЛИ ИЗ КОМПОЗИЦИОННЫХ МАТЕРИАЛОВ (ВАРИАНТЫ) И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1999 |
|
RU2151059C1 |
| СПОСОБ ИЗОЛЯЦИИ СВАРНЫХ СТЫКОВ ТРУБОПРОВОДОВ ИЗ СТАЛЬНЫХ ТРУБ, ФУТЕРОВАННЫХ ПОЛИЭТИЛЕНОМ | 2003 |
|
RU2230878C1 |
Изобретение относится к строительству и используется при ремонте и упрочнении транспортирующих газ или жидкость трубопроводов. Определяют аварийную зону трубопровода, вскрывают его, очищают от изоляции и зачищают механически дефектную зону на его поверхности. Дефектные полости заполняют в неотвержденном деформируемом состоянии заполняющим материалом и на дефектную зону с заполняющим материалом приклеивают охватывающую трубопровод эластичную деформируемую прокладку. На последнюю наматывают с натяжением, обеспечивающим деформацию прокладки, ленту с образованием упрочняющей муфты. Ленту выполняют с шириной, убывающей по длине, а намотку ведут с широкого конца, который закрепляют на эластичной прокладке. В процессе намотки ленту механически зачищают, наносят на нее адгезив и закрепляют узкий конец ленты после намотки муфты, убывающей по толщине от середины к ее концам. Накладывают на муфту термоусадочную манжету, прогревают ее, чем обеспечивают усадку манжеты, отверждение адгезива и заполняющего материала. Повышается надежность трубопровода. 3 з.п. ф-лы, 2 ил.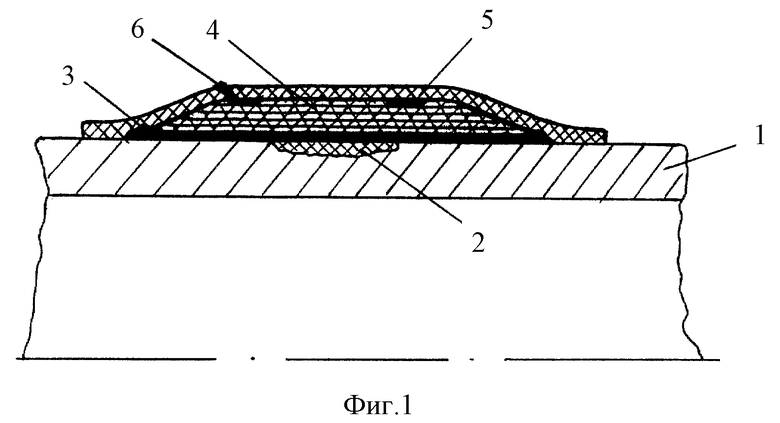
| СПОСОБ РЕМОНТА ТРУБЫ | 1993 |
|
RU2108514C1 |
| Способ устранения течи трубопровода | 1985 |
|
SU1314179A1 |
| US 4700752 A, 20.10.1987 | |||
| СПОСОБ СЕПАРАЦИИ СЕМЯН СЕЛЬСКОХОЗЯЙСТВЕННЫХ КУЛЬТУР | 1999 |
|
RU2182413C2 |
| Разъемная термоусаживаемая оболочка | 1980 |
|
SU1009788A1 |

