Изобретение относится к области машиностроения, преимущественно к сварочному производству.
Восстановление изношенных поверхностей деталей путем приварки к ним различных ремонтных элементов применяют в том случае, когда материал детали и материал привариваемого элемента близки друг к другу по химическому составу и обладают хорошей свариваемостью.
Детали, изготовленные из материала, который обладает плохой свариваемостью, не восстанавливаются путем приварки ремонтных элементов, т.к. не обеспечивается необходимая прочность соединения.
Известен способ приварки пластин к деталям с помощью дуговых точечных соединений (ДТС) или электрозаклепок, если их материалы обладают хорошей свариваемостью между собой (см., например, [1]). Также известен способ по [2] , в котором описан способ дуговой точечной сварки. Наиболее близким по технической сущности к заявленному объекту является способ приварки элементов к деталям из материалов с плохой свариваемостью, раскрытый в описании к авторскому свидетельству СССР N 432989, В 23 К 9/23, 10.11.1974 г. [3]. Он и взят за прототип.
Однако существующий способ приварки элементов [3] к деталям из материалов плохой свариваемостью не позволяет получить необходимую прочность между ними, т.к. при сварке возникают трещины, которые приводят к последующему разрушению сварного соединения и выходу из строя всей конструкции.
Сварка деталей, изготовленных из таких материалов, требует разработки сложной технологии, но и она не позволяет получать равнопрочное сварное соединение. Поэтому большинство деталей из плохо свариваемых материалов не подлежит восстановлению.
Задачей изобретения является присоединение сваркой различных элементов к деталям из плохо свариваемых материалов, а также перевод неремонтируемых (невосстанавливаемых) деталей в разряд ремонтируемых.
Сущность изобретения состоит в том, в заявленном способе приварки элементов к деталям из материалов с плохой свариваемостью используют соединительную вставку, согласно изобретению упомянутую вставку размещают в отверстии детали с расположением ее торцевой части в отверстии привариваемого элемента и осуществляют дуговое точечное соединение путем совместного переплавления упомянутой торцевой части соединительной вставки и боковых стенок отверстия привариваемого элемента без расплавления материала детали.
При приварке элемента к детали большой толщины соединительная вставка может быть выполнена в виде односторонней шпильки, резьбовую часть которой заворачивают в резьбовое отверстие детали.
При приварке элементов к тонкой детали с двух сторон соединительная вставка может быть размещена в сквозном отверстии детали, а дуговое точечное соединение выполнено с обеих сторон.
На фиг. 1 показано место приварки к детали небольшой толщины 2, присоединяемого элемента 1 в виде пластины. Присоединяемый элемент 1 может быть не только в виде пластины, но и иметь сложные очертания. Приварка элемента 1 к детали 2 осуществляется с помощью соединительной вставки 3, торцевая часть которой и боковые стенки отверстия в присоединяемом элементе 1 совместно переплавляются так же, как и при постановке дуговых точечных соединений. С другой стороны соединительной вставки 3 имеется головка, как у обычной заклепки.
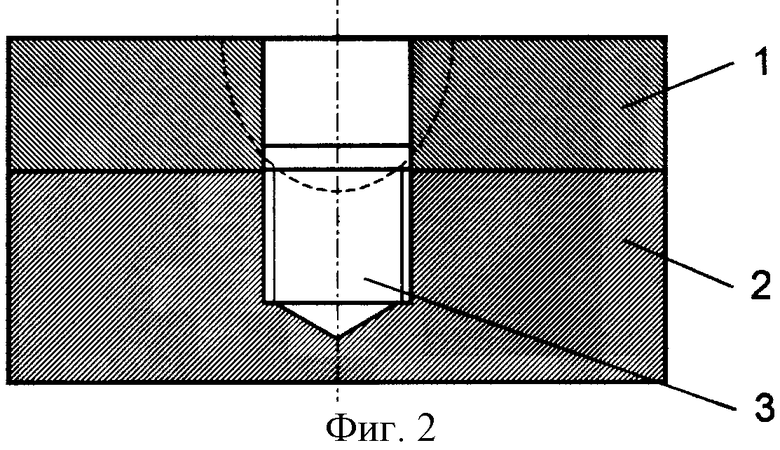
На фиг. 2 показано место приварки присоединяемого элемента 1 к массивной детали 2, в которой сверление сквозного отверстия нецелесообразно или невозможно. В этом случае соединительную вставку 3 выполняют в виде односторонней шпильки, резьбовую часть которой заворачивают в резьбовое отверстие детали 2. Выступающая часть соединительной вставки 3 входит в отверстие присоединяемого элемента 1. Торцевая часть соединительной вставки 3 переплавляется совместно с боковыми стенками отверстия в присоединяемом элементе 1.
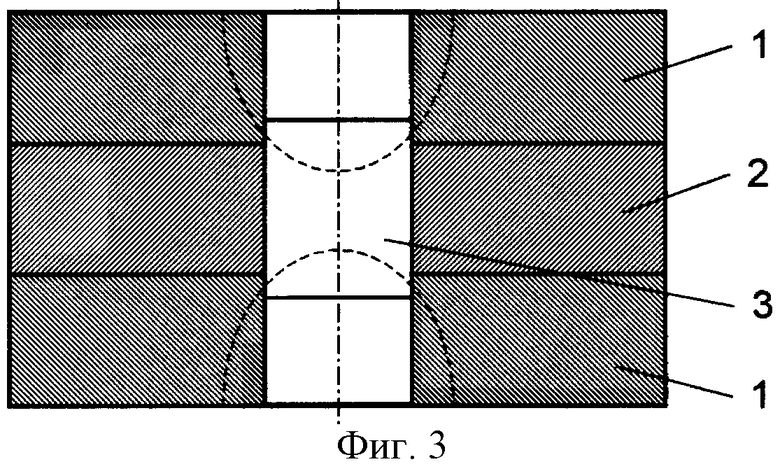
На фиг. 3 показаны места приварки к детали небольшой толщины 2 двух присоединяемых элементов 1 в виде пластин с помощью соединительной вставки 3, торцевые части которой и боковые стенки отверстий в каждом их присоединяемых элементов 1 переплавляются так же, как и при постановке дуговых точечных соединений.
На фиг. 1-3 штриховыми линиями обозначены границы расплавленного металла.
Для получения качественного сварного соединения присоединяемый элемент 1 и соединительная вставка 3 должны быть изготовлены из хорошо сваривающихся между собой материалов. В данном способе материал детали не участвует в образовании сварного шва (точки), что исключает образование дефектов, характерных для плохо сваривающихся материалов.
Источники информации
1. Николаев Г.А., Винокуров В.А. Сварные конструкции. Расчет и проектирование: Учеб. для вузов /Под ред. Г.А. Николаева. - М.: Высш. шк., 1990. с. 60 (прототип).
2. Патент РФ N 1437173. Б.И. N 42, 1988, МПК В 23 К 9/173.
3. Авторское свидетельство СССР N 432989, 10.11.1974 г.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ СЛОЖНЫХ ОСЕСИММЕТРИЧНЫХ СВАРНЫХ КОНСТРУКЦИЙ | 2009 |
|
RU2409457C1 |
| Способ сварки под флюсом наклонного соединения анкерного стержня с элементом проката | 1982 |
|
SU1117165A1 |
| СПОСОБ ДУГОВОЙ СВАРКИ МЕДИ И МЕДНО-НИКЕЛЕВЫХ СПЛАВОВ СО СТАЛЬЮ | 2011 |
|
RU2470752C1 |
| Держатель угольных электродов | 1981 |
|
SU1008283A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ОСЕСИММЕТРИЧНЫХ СВАРНЫХ КОНСТРУКЦИЙ | 2010 |
|
RU2443528C1 |
| Способ односторонней контактной сварки листовых деталей | 1989 |
|
SU1699742A1 |
| Способ контактно-шлаковой сварки | 1981 |
|
SU961903A1 |
| ЭЛЕКТРОЗАКЛЕПОЧНОЕ СОЕДИНЕНИЕ И СПОСОБ ЕГО ПОЛУЧЕНИЯ | 2006 |
|
RU2375161C2 |
| СПОСОБ СВАРКИ КОЛЬЦЕВЫХ СТЫКОВ ТРУБ | 2006 |
|
RU2355540C2 |
| Способ конденсаторной приварки шпилек | 1985 |
|
SU1535688A1 |
Способ может быть использован в машиностроении, преимущественно в сварочном производстве. В отверстии детали размещают соединительную вставку с расположением ее торцевой части в отверстии привариваемого элемента. Осуществляют дуговое точечное соединение путем совместного переплавления торцевой части соединительной вставки и боковых стенок отверстия привариваемого элемента без расплавления материала детали. При приварке элемента к детали большой толщины соединительную вставку выполняют в виде односторонней шпильки, резьбовую часть которой заворачивают в резьбовое отверстие детали. При приварке элементов к тонкой детали с двух сторон соединительную вставку размещают в сквозном отверстии детали, а дуговое точечное соединение выполняют с обеих сторон. Реализация данного способа позволяет исключить при образовании сварного шва характерных для плохо сваривающихся материалов дефектов путем исключения расплавления материала детали. 2 з.п.ф-лы, 3 ил.
| СПОСОБ СВАРКИ ПЛАВЛЕНИЕМ | 1970 |
|
SU432989A1 |
| НИКОЛАЕВ Г.А | |||
| и др | |||
| Сварные конструкции | |||
| Расчет и проектирование | |||
| - М.: Высшая школа, 1990 | |||
| Способ дуговой точечной сварки | 1983 |
|
SU1437173A1 |
| ЕР 0668120 А1, 23.08.1995. | |||

