Изобретение относится к устройствам для внутритрубного неразрушающего контроля трубопроводов, главным образом уложенных магистральных газопроводов путем пропуска внутри контролируемого трубопровода устройства, состоящего из одного или нескольких транспортных модулей, продвигающихся внутри трубопровода за счет давления потока газа, транспортируемого по трубопроводу, с установленными на корпусе датчиками, чувствительными к каким-либо параметрам, отражающим техническое состояние магистрального трубопровода. Устройство может быть использовано также для внутритрубного контроля нефтепроводов и нефтепродуктопроводов.
Известен магнитный проходной дефектоскоп ("О современном состоянии контроля надежности магистральных трубопроводов". - Дефектоскопия, N 1, 2000, стр. 3-17 [1]), включающий в себя корпус, установленные на корпусе средства намагничивания стенки трубопровода и датчики магнитного поля в виде импедансных феррозондов.
Показания феррозондовых датчиков сложным образом зависят от взаимной ориентации датчика и поля дефекта материала, что затрудняет идентификацию дефектов материала на неровных участках внутренней поверхности трубопровода.
Известен магнитный проходной дефектоскоп British Gas Corporation (GB 2044459, МПК: С 01 N 27/82, 15.10.1980 [2], патент-аналог: US 4330748), а также магнитный проходной дефектоскоп Vetco Pipeline Services Inc. (US 5532587, MПК: G 01 N 27/72, 02.07.1996 [3], патент-аналог: CA 2085048), включающие корпус, установленные на корпусе средства намагничивания стенки трубопровода, эластичные манжеты, индукционные датчики магнитного поля, установленные в виде двух поясов таким образом, что датчики второго пояса перекрывают области на стенке трубопровода, соответствующие зазорам между датчиками первого пояса датчиков.
Индукционные датчики измеряют магнитное поле только в момент перемещения, что затрудняет измерения на участках трубопроводов, на которых происходит значительное торможение внутритрубного дефектоскопа (в частности, в местах сужения сечения, на поворотах малого радиуса).
Известен магнитный проходной дефектоскоп British Gas Corporation (SU 745386, МПК: G 01 N 27/82, 30.06.1980 [4]), включающий корпус, установленные на корпусе средства намагничивания стенки трубопровода и полупроводниковые датчики магнитного поля на основе датчиков Холла, а также внутритрубный магнитный интроскоп (Абакумов А.А. "Магнитная интроскопия". - М., 1996 [5], стр. 258-262), включающий в себя корпус, установленные на корпусе средства намагничивания стенки трубопровода и полупроводниковые датчики магнитного поля в виде магнитодиодов или магниторезисторов.
Как указано в [5], стр. 260, 17 строка снизу, применение полупроводников затруднено в условиях перепада температуры рабочей среды контролируемого объекта в интервале от -40 до +50oC.
В неизотермических трубопроводах (см., например, Новоселов В.Ф., Гольянов А. И., Муфтахов Е.М. "Типовые расчеты при проектировании и эксплуатации газопроводов". - М., 1982 [6], стр.52) средняя температура газа может меняться на 5-10oC/км и более, что при скорости дефектоскопа в газопроводе 3-10 м/с соответствует изменению температуры проходящей через дефектоскоп среды до 6oC в минуту. При этом в каждый момент времени температура стенки трубопровода отличается от средней температуры газа на данном участке трубопровода, которая, в свою очередь, отличается от средней температуры узлов дефектоскопа. Изменение величины потока среды через дефектоскоп влечет за собой изменение распределения температуры между узлами внутритрубного дефектоскопа. Использование полупроводниковых датчиков и элементов электроники в таких условиях сопряжено с необходимостью термостабилизации указанных элементов.
Известен магнитный проходной дефектоскоп (рекламный проспект фирмы H. Rosen Engineering GmbH "Corrosion Detection System" [7]), включающий в себя корпус, установленные на корпусе средства намагничивания стенки трубопровода и датчики магнитного поля, а также эластичные манжеты. В носовой части корпуса дефектоскопа установлены две ведущие манжеты (driving cups), далее в направлении от носовой части корпуса дефектоскопа установлен первый пояс магнитных щеток, первый пояс датчиков магнитного поля, второй пояс магнитных щеток, поддерживающая манжета (supporting cup), одометрические колеса, второй пояс датчиков магнитного поля, поддерживающие колеса. Ведущие манжеты обеспечивают наибольшую разницу давления транспортируемой среды между давлением перед ведущими манжетами и давлением после ведущих манжет. Поддерживающая манжета обеспечивает центровку секции корпуса дефектоскопа в трубопроводе.
При наличии в стенке трубопровода локального дефекта (вваренной трубы, отогнутого подкладного кольца), выступающего внутрь трубопровода, при прохождении дефектоскопа такой дефект вызывает загиб манжеты в сторону хвостовой части корпуса дефектоскопа и образование зазора между краем манжеты и внутренней поверхностью контролируемого трубопровода. Возникновение такого зазора приводит к изменению распределения давления перед манжетой и после манжеты, связанному с изменениями в потоках транспортируемой среды и в скорости и характере движения корпуса дефектоскопа. Поскольку на установленных в носовой части корпуса дефектоскопа ведущих манжетах устанавливается наибольший перепад давления, то возникновение указанного приводит к изменению распределения давления вдоль дефектоскопа после указанных ведущих манжет.
Такие изменения, в свою очередь, особенно в трубопроводах для транспортировки газов и газожидкостных смесей, приводят к изменениям в распределении температуры транспортируемой среды при транспортировании газов и газожидкостных смесей, а также изменению градиентов температуры в областях транспортируемой среды, прилегающих к корпусу дефектоскопа, и элементах дефектоскопа на время прохождения указанного дефекта и последующее время установления равновесного режима. Между тем, именно такие участки трубопровода наиболее сложны для обнаружения дефектов, и, соответственно, в этот момент времени должны выполняться корректные измерения параметров магнитного поля.
Известен магнитный проходной дефектоскоп Pipetronix Ltd. (ЕР 0825435, МПК: G 01 N 27/90, 25.02.1998 [8], патентные документы-аналоги: US 5864232, СА 2184327, JP 10090230, NO 971959), включающий корпус, установленные на корпусе средства намагничивания стенки трубопровода, эластичные манжеты, датчики магнитного поля, каждый из которых содержит несколько чувствительных элементов, заформованных в полиуретане в форме параллелограмма с керамическими вставками на поверхности датчика, скользящей по внутренней поверхности трубопровода.
Использование такого дефектоскопа также сопровождается эффектами перераспределения давления и температуры транспортируемой среды и элементов дефектоскопа при прохождении манжетами дефектоскопа участков с дефектами геометрии в сечении трубопровода.
Известен магнитный проходной дефектоскоп (Oil and Gas J. - 1989, Vol.87, N 39, pp. 51-61 [9]), включающий в себя корпус, установленные на корпусе средства намагничивания стенки трубопровода и датчики магнитного поля, а также коническую резиновую манжету, установленную в носовой части корпуса дефектоскопа, а также магнитный проходной дефектоскоп "УДТ-300" (Галюк В.Х., Григорьев П. А., Кравченко В.Ф. "Контроль состояния магистральных трубопроводов". - М., 1978 [10], стр.51-67), включающий в себя корпус, установленные на корпусе средства намагничивания стенки трубопровода и датчики магнитного поля, а также конические эластичные манжеты, каждая из которых контактирует с внутренней поверхностью трубопровода.
В указанных дефектоскопах конические манжеты используются в качестве ведущих, и прохождение дефектоскопом дефекта геометрии (вваренной трубы, отогнутого подкладного кольца), выступающего внутрь трубопровода, также сопровождается загибом конической манжеты в сторону хвостовой части корпуса дефектоскопа и образованием зазора между краем манжеты и внутренней поверхностью контролируемого трубопровода.
Известен магнитный проходной дефектоскоп British Gas Corporation ("The Development and Application of the Intelligent Pig",- Pipes & Pipelines International, 1981, v. 26, N. 5, pp. 22-27 [11]), включающий в себя корпус, установленные на корпусе средства намагничивания стенки трубопровода и датчики магнитного поля, установленные в корпусе дефектоскопа средства измерений, обработки и регистрации данных измерений, а также гидравлические тормоза, предназначенные для выравнивания скорости движения дефектоскопа в газопроводах с пониженным давлением, где в результате изменения давления может возникнуть повышенная скорость).
Известен также магнитный проходной дефектоскоп (GB 2097537, MПК: G 01 N 27/83, 03,11.82 [12], патентные документы-аналоги: EP 0065049, US 4576097, CA 1143554, JP 57179741, NO 812091), включающий в себя корпус, установленные на корпусе манжеты, образующие контактные площадки с внутренней поверхностью трубопровода, средства намагничивания стенки трубопровода и датчики магнитного поля, установленные в корпусе дефектоскопа средства измерений, обработки и регистрации данных измерений, а также клапан, регулирующий поток транспортируемой среды.
Недостаток использования указанных средств выравнивания скорости - их инерционность, не позволяющая предотвратить переходные процессы в газовых и газоконденсатных трубопроводах при изменении распределения давления вдоль корпуса дефектоскопа.
Известен магнитный проходной дефектоскоп ("Правила технической диагностики магистральных нефтепроводов внутритрубными инспекционными снарядами". - М., 1999, Руководящий документ РД 153-39.4-035-99 [13], стр. 137-139), включающий в себя корпус, установленные на корпусе эластичные манжеты, средства намагничивания стенки трубопровода, датчики магнитного поля и датчики температуры, установленные в корпусе дефектоскопа средства измерений, обработки и регистрации данных измерений.
Использование датчиков температуры позволяет контролировать температурный режим электроники в процессе диагностического пропуска дефектоскопа, однако турбулентности и неравновесные процессы в транспортируемой среде приводят к возникновению температурных градиентов между датчиками температуры, датчиками магнитного поля и средствами обработки данных, а также между элементами цепей сопряжения датчиков со средствами обработки, что приводит к искажению результатов измерений - проявлению термоэлектрических и термомагнитных явлений.
Известно применение конических манжет для внутритрубного ультразвукового дефектоскопа "Ультраскан" ([13], стр. 99-101, а также из описаний к патентам на изобретение RU 2139468 [14], RU 2139469 [15] от 10.10.99, MПК: F 17 D 5/00), а также для внутритрубного профилемера "Калипер" ([13], стр. 98 и 99).
Как указано в [13], стр. 98, 8 строка снизу, а также стр. 100, 13 строка снизу, конические манжеты служат для предотвращения застревания снаряда в тройниках, не оборудованных предохранительными решетками, а в [14] и [15] конические манжеты служат дополнительной опорой.
Выбор параметров поддерживающих манжет для указанных выше целей определяется параметрами тройников нефтепроводов, в связи с чем диаметр конической манжеты указанного назначения в сечении наибольшего диаметра, как правило, существенно меньше внутреннего диаметра контролируемого трубопровода.
При использовании конической манжеты с внешним диаметром в сечении наибольшего диаметра, большим внутреннего диаметра трубопровода, при котором она образует контактную площадку с внутренней поверхностью трубопровода, манжета работает в качестве ведущей, и прохождение дефектоскопом дефекта геометрии, выступающего внутрь трубопровода, сопряжено с описанными выше изменениями, и, кроме того, в местах сужений и поворотов малого радиуса это приводит к застреванию дефектоскопа, указанный результат усиливается при использовании конической манжеты большой толщины и жестко закрепленной на корпусе, если лишь небольшая внешняя часть манжеты способна свободно деформироваться на сжатие.
Использование конической манжеты с внешним диаметром в сечении наибольшего диаметра, существенно меньшим внутреннего диаметра трубопровода, обеспечивает проходимость дефектоскопа в местах сужений и поворотов малого радиуса. Однако при этом загиб ведущей манжеты, установленной перед конической, приводит к скачкообразному изменению давления в области после конической манжеты благодаря зазору между внешней поверхностью конической манжеты и внутренней поверхностью трубопровода.
Прототипом заявленного устройства является магнитный проходной дефектоскоп фирмы Ветко ("Vetcolog Pig Technical lnformation." USA, 1977, представлено на обсуждение в Министерство газовой промышленности 27 июля 1977 г. [16]), включающий в себя корпус, установленные на корпусе средства намагничивания стенки трубопровода, эластичные манжеты и полупроводниковые датчики магнитного поля в виде магнитодиодов. Специальная схема подключения магнитодиодов позволяет значительно нейтрализовать тепловую зависимость показаний магнитодиодов.
Однако указанная схема не позволяет избежать ошибок измерений, связанных с термоэлектрическими и термомагнитными эффектами, возникающими из-за градиентов температуры на элементах схемы подключения групп датчиков к средствам измерения и обработки данных, особенно значительных при контроле трубопроводов для транспортирования газов и газожидкостных смесей.
Использование такого дефектоскопа также сопровождается эффектами перераспределения давления и температуры транспортируемой среды и элементов дефектоскопа при прохождении манжетами дефектоскопа участков с дефектами геометрии в сечении трубопровода, соответствующими эффектами рывков в движении дефектоскопа и изменения температуры элементов измерительных схем, и обусловленными этим ошибками измерений.
Заявленный магнитный проходной дефектоскоп, пропускаемый внутри контролируемого трубопровода, включает в себя корпус, установленные на корпусе эластичные манжеты, образующие контактные площадки с внутренней поверхностью трубопровода, средства намагничивания стенки трубопровода и датчики магнитного поля, а также средства измерений, обработки и регистрации данных измерений.
Внутритрубный дефектоскоп характеризуется тем, что в носовой части корпуса дефектоскопа на корпусе установлена коническая манжета, перед конической манжетой установлена по крайней мере одна указанная эластичная манжета, образующая контактную площадку с внутренней поверхностью трубопровода. Внешняя поверхность конической манжеты образует боковую поверхность цилиндра, диаметр которого не превышает 0,98 внешнего диаметра трубопровода, и примыкающую к ней боковую поверхность конуса, образующая указанной боковой поверхности конуса образует угол с главной осью трубопровода не более 60o.
Часть указанной конической манжеты в области диаметра в сечении указанного конуса от 0,8 максимального до максимального способна свободно деформироваться.
Область транспортируемой по трубопроводу среды перед указанной конической манжетой сообщается с областью транспортируемой среды после указанной конической манжеты через отверстия в конической манжете и/или в корпусе дефектоскопа.
Основной технический результат, достигаемый в результате реализации заявленного изобретения, - возможность использования полупроводниковых датчиков магнитного поля и повышение при этом стабильности измерений и надежности выполнения диагностического пропуска дефектоскопа внутри трубопровода, достигаемых за счет того, что использование ведущей (контактирующей с внутренней поверхностью трубопровода) и конической манжет с заявленными параметрами позволяет сгладить рывки в движении дефектоскопа, связанные с перераспределением давления транспортируемой среды при прохождении дефектоскопом дефектов геометрии, выступающих внутрь трубопровода. Кроме того, использование заявленного дефектоскопа в неизотермических газопроводах позволяет получить дополнительный технический результат: уменьшить градиенты давления и температуры, возникающие при прохождении дефектоскопом дефектов геометрии трубы, выступающих внутрь газопровода.
Механизм достижения указанных результатов состоит в том, что при появлении зазора между ведущей (образующей контактную площадку) манжетой и стенкой трубы (при прохождении дефекта геометрии трубы) поток транспортируемой среды через дефектоскоп увеличивается, давление в области между ведущей и конической манжетами снижается и, соответственно, растет перепад давлений на конической манжете, при использовании конической манжеты с заявленными параметрами это приводит к прижиму края цилиндрической части манжеты к внутренней поверхности трубопровода и, соответственно, уменьшению проходного сечения и ослаблению эффекта перераспределения давления и потоков среды на время прохождения ведущей манжетой дефектоскопа дефекта геометрии сечения трубопровода и последующее время восстановления установившегося режима движения дефектоскопа.
Указанные датчики магнитного поля выполнены полупроводниковыми. На корпусе и/или в корпусе дефектоскопа установлен по крайней мере один датчик температуры. Указанный датчик температуры установлен в области после указанной конической манжеты (в направлении от носовой к хвостовой части корпуса дефектоскопа).
Использование полупроводниковых датчиков магнитного поля позволяет выделять проекции магнитного поля независимо от скорости дефектоскопа в трубопроводе, использование датчиков температуры позволяет корректировать показания полупроводниковых датчиков магнитного поля в процессе обработки данных после диагностического пропуска дефектоскопа.
Указанные средства намагничивания стенки трубопровода включают в себя два пояса установленных на магнитах щеток из ферромагнитного материала, контактирующих с внутренней поверхностью трубопровода, указанные полупроводниковые датчики магнитного поля установлены между указанными поясами щеток в виде пояса датчиков и примыкают к внутренней поверхности трубопровода по периметру в сечении трубопровода.
В развитие заявленного изобретения в области после указанных поясов щеток (в направлении от носовой к хвостовой части корпуса дефектоскопа) установлен второй пояс полупроводниковых датчиков магнитного поля.
В области после указанного второго пояса полупроводниковых датчиков магнитного поля установлен по крайней мере один датчик температуры.
Второй пояс датчиков магнитного поля позволяет определить положение дефектов по отношению к внутренней стенке трубопровода, указанное расположение датчика температуры позволяет избежать налипания мусора на датчик температуры из-за механического контакта средств намагничивания и датчиков магнитного поля с внутренней поверхностью трубопровода при турбулентном движении потока между манжетами и, соответственно, избежать изменения тепловой инерционности датчика температуры.
Каждый из указанных полупроводниковых датчиков магнитного поля включает в себя несколько элементов Холла, подключенных к указанным ранее средствам измерений, обработки и регистрации данных измерений, полости датчика заполнены компаундом.
Указанные средства измерений, обработки и регистрации данных измерений включают в себя средства цифрового преобразования данных, корпус дефектоскопа включает в себя по крайней мере одну герметичную оболочку с осевой симметрией, содержащую указанные средства цифрового преобразования данных, указанный ранее датчик температуры установлен с внешней стороны указанной оболочки.
Указанная коническая манжета выполнена из полиуретана и установлена перед указанными средствами намагничивания стенки трубопровода и указанными датчиками магнитного поля.
На корпусе дефектоскопа установлены не менее 4 и не более 10 указанных ранее эластичных манжет, образующих контактную площадку с внутренней поверхностью трубопровода, перед указанной конической манжетой установлены не более трех указанных эластичных манжет, после указанной конической манжеты установлены не менее двух указанных эластичных манжет.
Образующая указанной боковой поверхности конуса конической манжеты образует угол с главной осью трубопровода 20-50o, а протяженность указанной боковой поверхности цилиндра в направлении главной оси трубопровода составляет не менее 0,2 диаметра указанного цилиндра.
Нижняя граница указанного угла при указанных ранее других параметрах конической манжеты определяется проходимостью дефектоскопа на поворотах трубопроводов, верхняя граница определяется необходимостью достаточной площади, при которой заданный перепад давлений может растягивать в диаметре коническую манжету, этим же определяется минимальное значение протяженности боковой поверхности цилиндра.
Диаметр указанного цилиндра составляет 0,94-0,97 внешнего диаметра контролируемого трубопровода, а толщина свободно деформируемой части указанной конической манжеты (в области собственного внешнего диаметра от 0,8 максимального до максимального) составляет 0,03-0,08 внешнего диаметра трубопровода.
Указанный диапазон внешнего диаметра определяется возможностью проходимости манжеты с зазором между внешней поверхностью конической манжеты и внутренней поверхностью трубопровода для магистральных трубопроводов, толщина стенки труб которых соответствует строительным нормам и правилам на магистральные трубопроводы (СНиП 2.05.06-85* [17] , СНиП III-42- 80* [18], "Магистральные трубопроводы"). Толщина манжеты с учетом других параметров определяется жесткостью манжеты, при которой она не образует контактную площадку с внутренней поверхностью трубопровода при установившемся движении дефектоскопа и касается внутренней поверхности трубопровода при увеличении перепада давления.
Область транспортируемой по трубопроводу среды перед конической манжетой сообщается с областью транспортируемой среды после конической манжеты (в направлении от носовой к хвостовой части корпуса дефектоскопа) через отверстия в манжете и/или в корпусе дефектоскопа, суммарное проходное сечение указанных отверстий составляет 0,4-4% площади сечения трубопровода.
В конической части указанной конической манжеты в области внешнего диаметра манжеты от 0,8 максимального до максимального выполнены сквозные отверстия, суммарное проходное сечение указанных отверстий составляет 0,4-4% площади сечения трубопровода.
При малом значении проходного сечения коническая манжета становится ведущей, при большом значении проходного сечения на манжете не устанавливается достаточный перепад давления, при проходном сечении в указанных пределах достаточный перепад давления на конической манжете устанавливается кратковременно на время прохождения дефекта геометрии ведущей манжетой.
Между указанными средствами намагничивания стенки трубопровода и каким-либо из указанных ранее датчиков температуры установлена манжета, диаметр которой в сечении наибольшего диаметра превышает 0,97 внешнего диаметра контролируемого трубопровода.
Область транспортируемой по трубопроводу среды перед указанной манжетой сообщается с областью транспортируемой среды после указанной манжеты через отверстия в манжете и/или в корпусе дефектоскопа, суммарная площадь проходного сечения указанных отверстий составляет не менее 0,1% площади сечения трубопровода.
Манжета с указанными параметрами препятствует перемещению указанного ранее мусора в результате турбулентного движения транспортируемой среды между манжетами и налипанию его на датчики температуры.
В дальнейшее развитие заявленного изобретения перед указанной конической манжетой установлены по крайней мере две эластичные манжеты, контактирующие с внутренней поверхностью трубопровода.
Диаметр указанной манжеты, контактирующей с внутренней поверхностью трубопровода, в сечении наибольшего диаметра превышает 0,97 внешнего диаметра контролируемого трубопровода, область транспортируемой среды перед указанной манжетой сообщается с областью транспортируемой среды после указанной манжеты через отверстия в указанной манжете и/или в корпусе дефектоскопа, суммарная площадь проходного сечения указанных отверстий составляет 0,1-0,4% площади сечения трубопровода.
Внешний диаметр контролируемого трубопровода не превышает 600 мм.
Эластичные манжеты, включая коническую, выполнены из полиуретана с твердостью по Шору 70-100 А.
Указанный полупроводниковый датчик магнитного поля включает в себя чувствительную и нечувствительную области, так что чувствительная область датчика окружена нечувствительной областью, толщина наименьшего слоя нечувствительной области между чувствительной областью и транспортируемой средой составляет не менее 1 мм.
Указанные полупроводниковые датчики магнитного поля включают в себя элементы Холла с температурным коэффициентом магнитной чувствительности не более 0,1%/oC, но не менее 0,01%/oC (поскольку меньшие значения коэффициента характерны для элементов Холла с неприемлемой для внутритрубной дефектоскопии разрешающей способностью).
Указанный датчик температуры выполнен в интегральном исполнении.
Коэффициент теплообмена датчика температуры с транспортируемой средой превышает коэффициент теплообмена чувствительной области полупроводникового датчика магнитного поля с транспортируемой средой не более чем в 5 раз.
Датчик магнитного поля включает в себя по крайней мере два элемента Холла, мультиплексор, дифференциальный усилитель, выходы элементов Холла подключены к входам мультиплексора, выходы мультиплексора подключены к входам дифференциального усилителя, выходы дифференциального усилителя подключены к входам блока аналого-цифрового преобразования, установленного с внешней стороны оболочки корпуса дефектоскопа, содержащей средства цифрового преобразования данных измерений.
Указанный датчик магнитного поля включает в себя также стабилизатор тока, включенный последовательно в цепь питания указанных элементов Холла. Дефектоскоп включает в себя источник постоянного тока, подключенный к входам указанных элементов Холла, указанные средства измерений включают в себя средства измерения напряжения, подключенные к выходам указанных элементов Холла.
На корпусе дефектоскопа установлен по крайней мере один одометр, выход которого подключен к входу генератора адреса опрашиваемого элемента Холла, управляющие входы указанного ранее мультиплексора выполнены цифровыми и подключены к выходам указанного генератора адреса опрашиваемого чувствительного элемента.
Полости указанного датчика магнитного поля заполнены компаундом, толщина минимального слоя компаунда между корпусом любого из указанных элементов датчика и стенкой корпуса датчика магнитного поля, контактирующей с транспортируемой средой, составляет 1-10 мм.
Использование датчиков магнитного поля с указанными параметрами позволяет в сочетании с эффектом от применения конической манжеты с заданными параметрами нейтрализовать до допустимого уровня ошибки измерений, связанные с температурной зависимостью показаний датчиков магнитного поля.
На фиг. 1 изображен магнитный проходной дефектоскоп;
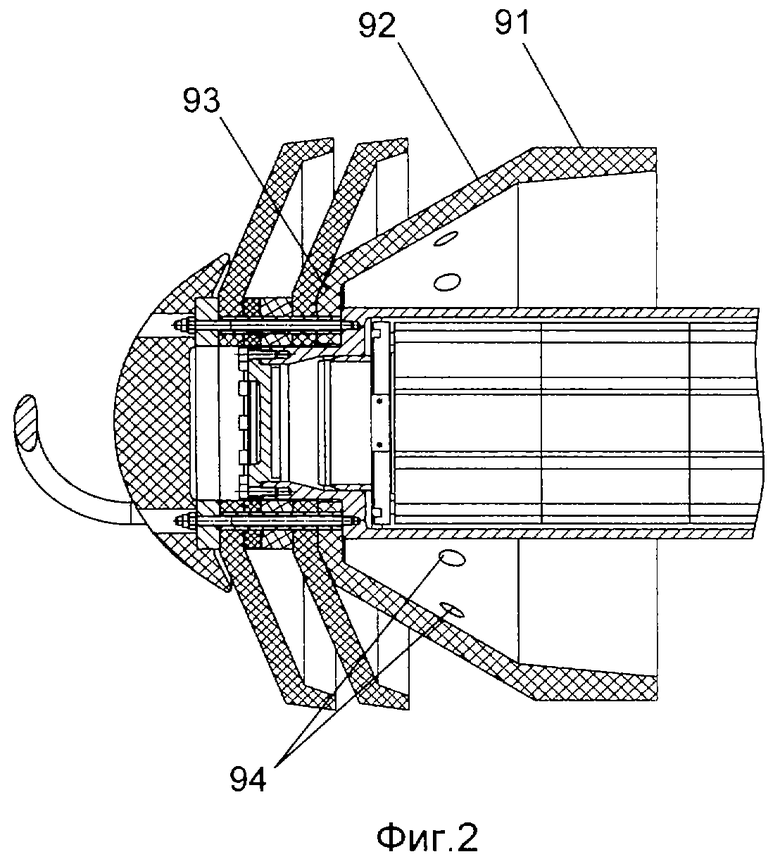
на фиг. 2 изображена часть корпуса дефектоскопа с установленной на нем конической манжетой;
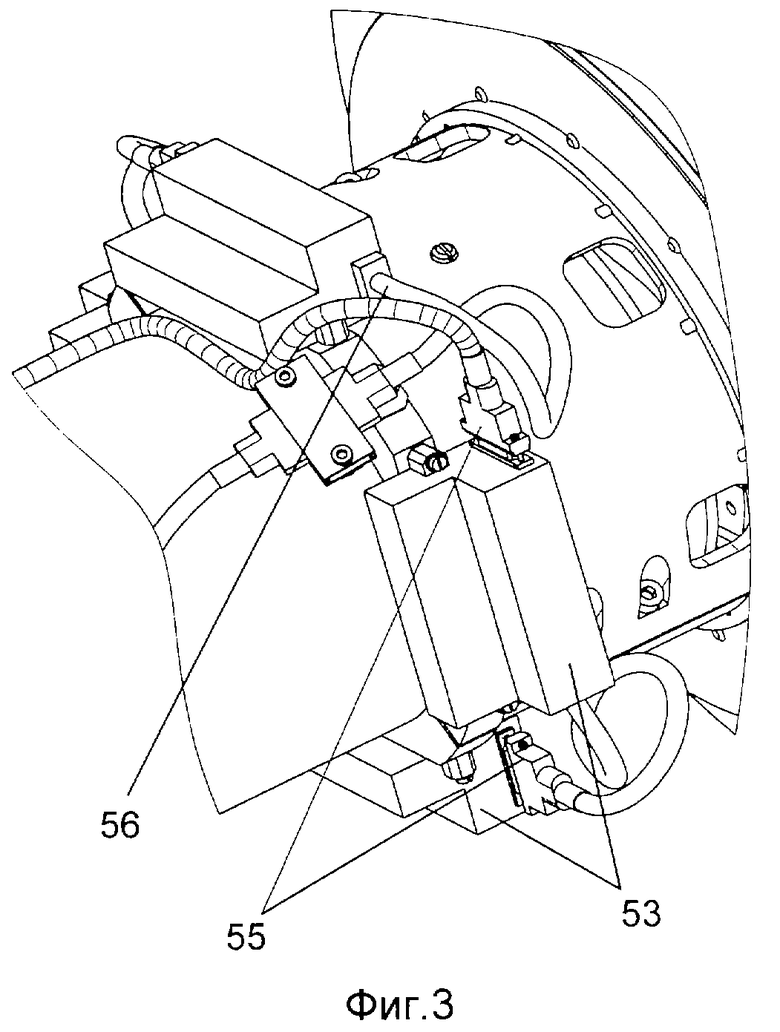
на фиг. 3 изображена часть корпуса дефектоскопа с установленными на нем блоками аналого-цифрового преобразования;
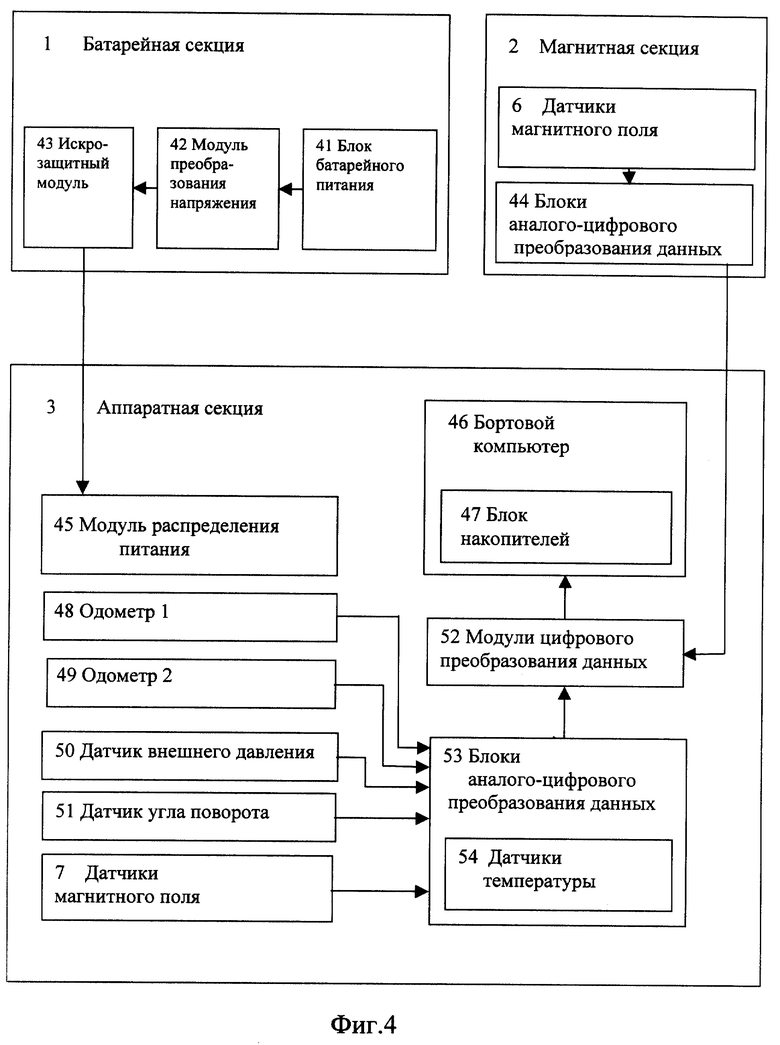
на фиг. 4 изображена схема, иллюстрирующая работу магнитного проходного дефектоскопа;
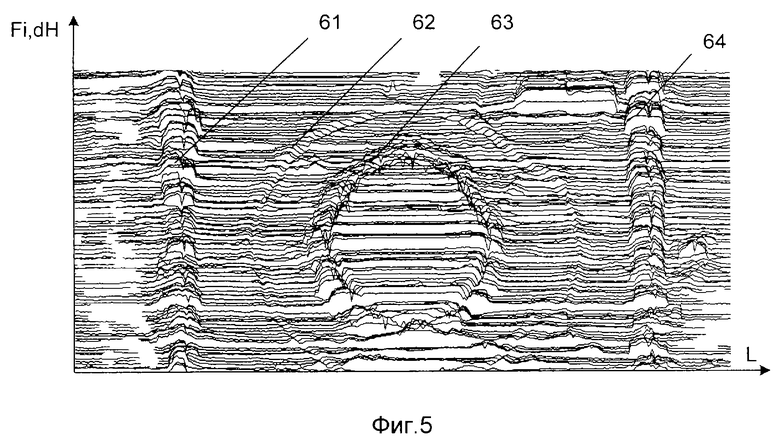
на фиг. 5 показано графическое отображение данных, измеренных вторым от носовой части дефектоскопа поясом датчиков магнитного поля с привязкой к измеренной одометрами пройденной дистанции;
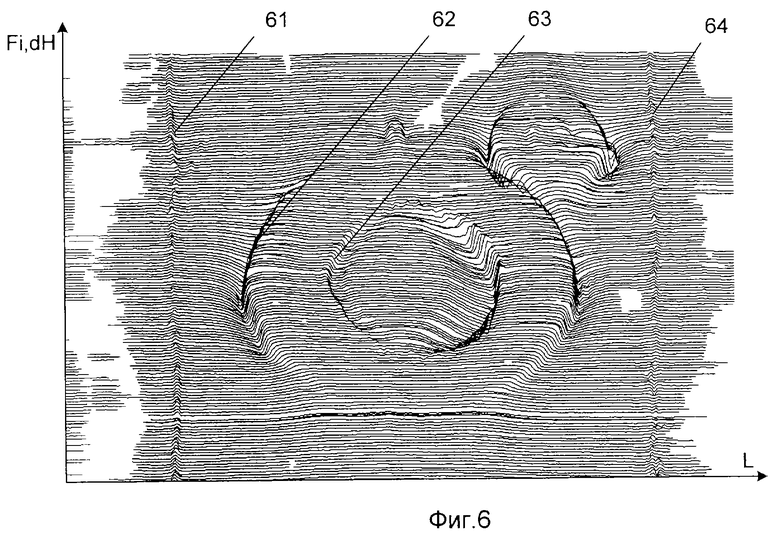
на фиг. 6 показано графическое отображение данных, измеренных первым от носовой части дефектоскопа поясом датчиков магнитного поля с привязкой к измеренной одометрами пройденной дистанции;
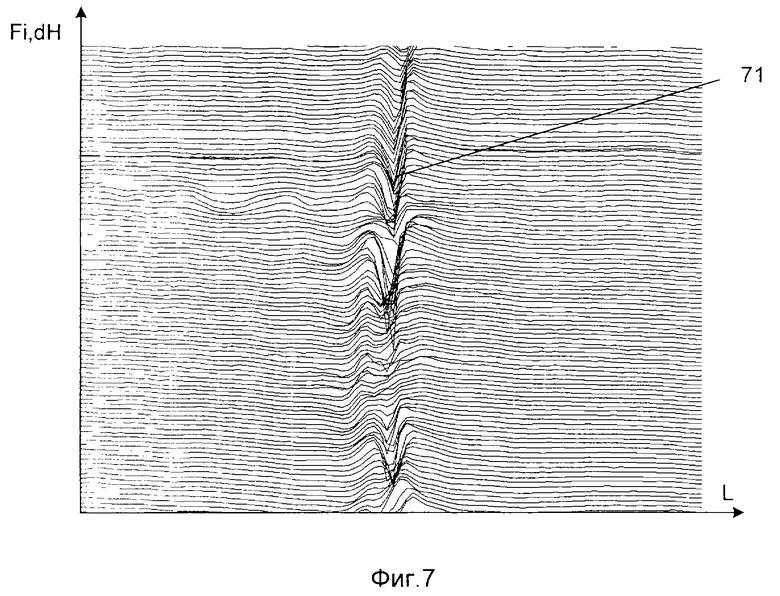
на фиг. 7 показано графическое отображение полученных дефектоскопом данных в области трещиноподобного дефекта в стенке трубопровода;
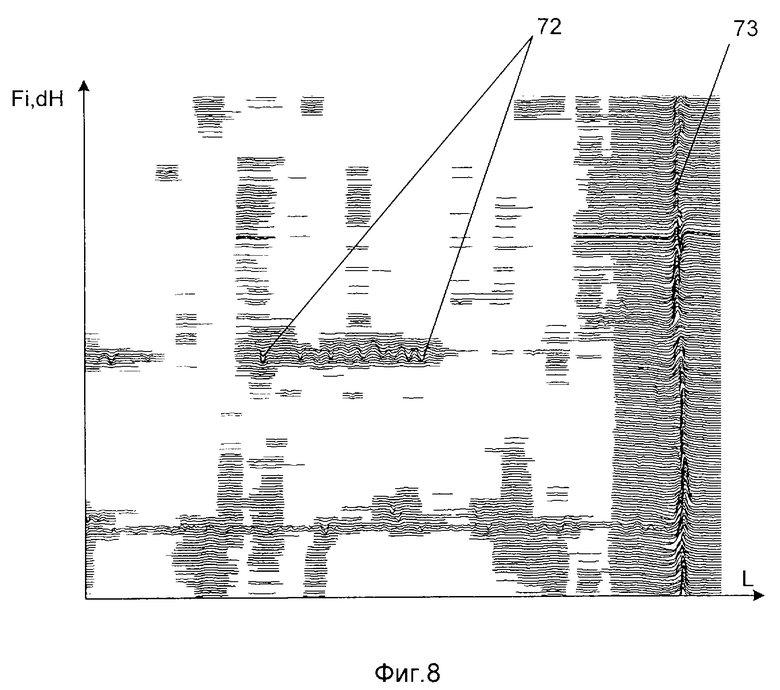
на фиг. 8 показано графическое отображение полученных дефектоскопом данных в области коррозионной потери металла стенки трубопровода.
На фиг. 1 изображен проходной дефектоскоп для внутритрубного обследования трубопроводов с внешним диаметром 20" (529 мм), принцип действия которого основан на методе измерения утечки магнитного потока. Разработанный магнитный проходной дефектоскоп для неразрушающего контроля трубопроводов успешно прошел испытания и эксплуатируется в настоящее время. Дефектоскоп разделен на три основные секции: батарейную 1, магнитную 2 и аппаратную 3. Устройство включает в себя два пояса магнитов 4 и 5 на магнитной секции 2, способных намагничивать стенку трубопровода, пояс датчиков утечки магнитного потока 6, установленных на магнитной секции 2 между поясами магнитов, пояс датчиков утечки магнитного потока 7, установленных на аппаратной секции, устройство включает в себя также датчики длины пройденного внутри трубопровода пути (одометры) 48, 49 (фиг. 1, фиг. 4), установленные на аппаратной секции 3. На каждой секции установлены ведущие 10 полимерные манжеты, образующие контактную площадку с внутренней поверхностью трубопровода, в носовой части корпуса дефектоскопа установлена коническая полиуретановая манжета 9, фиг. 1. Внешняя поверхность манжеты 9 образует боковую поверхность цилиндра 91, фиг. 2, и примыкающую к ней боковую - поверхность конуса 92. Часть 93 конической манжеты 9 жестко закреплена на корпусе дефектоскопа и не способна свободно деформироваться, остальная часть манжеты свободно деформируется при прохождении дефектоскопа внутри трубопровода. Диаметр боковой поверхности цилиндра составляет 505 мм, образующая боковой поверхности конуса образует угол с главной осью трубопровода 40o, протяженность боковой поверхности цилиндра в направлении главной оси трубопровода составляет 0,23 диаметра цилиндра, в конической части конической манжеты в области внешнего диаметра манжеты 0,85 максимального выполнены сквозные отверстия, суммарное проходное сечение указанных отверстий составляет 0,5% площади сечения трубопровода. Эластичные манжеты выполнены из полиуретана с твердостью по Шору 85 А. Диаметр манжет, контактирующих с внутренней поверхностью трубопровода, в сечении наибольшего диаметра составляет 527 мм. Электронные средства цифровой обработки данных измерений установлены в оболочках корпуса дефектоскопа, выполненных взрывонепроницаемыми, длина щели в соединениях не менее 12,5 мм, длина щели до отверстия не менее 8 мм, ширина щели не более 0,15 мм.
В оболочке батарейной секции 1 установлен (фиг. 4) блок батарейного питания 41, модуль 42 преобразования напряжения батарей в напряжение, необходимое для питания электронных модулей, и искрозащитный модуль 43. Выход блока батарейного питания 41 подключен к входу модуля преобразования напряжения 42, выходы которого подключены через искрозащитный модуль 43 к модулю распределения питания 45 аппаратной секции 3. Выходы модуля распределения питания 45 подключены ко всем электронным модулям и элементам аппаратной секции.
На корпусе магнитной секции 2 установлен (фиг. 1, фиг. 4) пояс 6 полупроводниковых датчиков магнитного поля, прижимаемых креплением датчиков к внутренней поверхности трубопровода, и блоки 44 аналого-цифрового преобразования данных измерений. Датчики магнитного поля подключены к блокам аналого-цифрового преобразования, выходы которых подключены к модулям цифрового преобразования данных 52 аппаратной секции 3.
В оболочке аппаратной секции 3 установлен (фиг. 4) модуль распределения питания 45, бортовой компьютер 46 с блоком накопителей 47 на твердотельной памяти, датчик внешнего давления 50, датчик 51 угла поворота дефектоскопа вокруг главной оси трубопровода, модули цифрового преобразования данных 52.
На корпусе аппаратной секции 3 установлен (фиг. 1, фиг. 4) пояс 7 полупроводниковых датчиков магнитного поля, прижимаемых креплением датчиков к внутренней поверхности трубопровода, одометры 48, 49 и блоки 53 аналого-цифрового преобразования данных (фиг. 1, фиг. 3, фиг. 4), в корпусе каждого из указанных блоков установлен датчик температуры 54.
К блокам аналого-цифрового преобразования данных 53 с помощью кабелей 55, 56 подключены датчики магнитного поля и одометры. К блокам 53 подключены также датчик внешнего давления, датчик угла поворота и находящиеся в корпусах блоков 53 датчики температуры. Выходы блоков аналого-цифрового преобразования 53 подключены к модулям цифрового преобразования 52, выходы которых подключены к бортовому компьютеру 46.
Секции дефектоскопа связаны между собой с помощью шарнирной передачи и электрическими кабелями, контактирующими со средой, транспортируемой внутри контролируемого трубопровода, в цепи кабелей установлены искрозащитные модули 43.
Используются интегрированные датчики температуры Analog Devices и элементы Холла с магнитной чувствительностью не менее 350 мкВ/мТл и температурным коэффициентом магнитной чувствительности не более 0,05%/oC. Толщина минимального слоя компаунда между корпусом датчика температуры и стенкой корпуса блока, контактирующей с транспортируемой средой, составляет 2 мм. Элементы Холла залиты в датчиках магнитного поля эпоксидным компаундом.
Устройство работает следующим образом.
Магнитный дефектоскоп помещают в трубопровод и включают перекачку газа (нефти, нефтепродукта) по трубопроводу. При движении магнитного дефектоскопа по трубопроводу создается и измеряется величина магнитной индукции вблизи внутренней поверхности трубопровода, данные измерений обрабатываются и записываются в накопитель бортового компьютера. Намагничивание стенки трубопровода происходит в пределах зоны, расположенной между проволочными щетками магнитной секции. В этой же зоне расположены датчики для измерения магнитной индукции.
Метод магнитной дефектоскопии заключается в намагничивании стенки трубопровода до состояния насыщения и измерении магнитной индукции вблизи намагниченного участка. Намагничивание осуществляется с помощью постоянных магнитов в направлении, совпадающем с продольной осью трубопровода. Величина магнитной индукции, измеренная над бездефектным участком, несет информацию о толщине стенки трубопровода. Наличие трещин или дефектов, связанных с потерей металла (коррозия, задиры), приводит к изменению величины и характера распределения магнитной индукции.
По завершении контроля заданного участка трубопровода магнитный дефектоскоп извлекают из трубопровода и переносят накопленные в процессе диагностики данные на компьютер вне дефектоскопа.
Последующий анализ записанных данных позволяет сделать вывод о наличии дефектов и определить их размеры.
В процессе движения дефектоскопа внутри трубопровода между областью транспортируемой среды перед дефектоскопом и областью после дефектоскопа устанавливается перепад давления около 1 атм, при этом перепад давления между областью перед дефектоскопом и областью перед конической манжетой составляет около 0,3 атм, а перепад давления на конической манжете около 0,05-0,1 атм в зависимости от толщины стенки трубопровода. При возникновении зазора между первыми двумя манжетами и внутренней поверхностью трубопровода из-за дефекта геометрии в сечении трубы увеличивается проходное сечение через несущие манжеты носовой части дефектоскопа и, соответственно, суммарный поток транспортируемой среды через дефектоскоп. При отсутствии конической манжеты это приводит к снижению скорости дефектоскопа и увеличению вероятности его застревания.
При использовании заявленного дефектоскопа увеличение перепада давления на конической манжете на 0,05 атм приводит к растяжению манжеты и увеличению внешнего диаметра на ≈ 1-2% (используется полиуретан на основе 4,4-дифенилметандиизоционата или 2,4/2,6-толуилендиизоционата с относительным удлинением при разрыве 420-450% и прочности при растяжении 40-50 МПа, ТУ 9000-001-18024722-97 [19] ), и, соответственно, перекрыванию проходного сечения между внешней поверхностью конической манжеты и внутренней поверхностью трубопровода, и, соответственно, компенсации снижения скорости. Кроме того, в газопроводах это приводит к перекрыванию потока расширяющегося газа из областей после конической манжеты.
При восстановлении функций ведущих манжет в носовой части (после прохождения дефекта геометрии) восстанавливается распределение перепада давления на манжетах, происходит снижение перепада давления на конической манжете и ее сужение.
На фиг. 5-8 изображены результаты обработки данных, полученных в результате диагностического пропуска заявленного внутритрубного магнитного дефектоскопа. По оси абсцисс L отложена длина трубопровода, по оси ординат Fi - угол вокруг главной оси трубопровода, кривые отражают измеренное отклонение напряженности магнитного поля dH вблизи внутренней поверхности трубопровода. На отображенных участках (фиг. 5, фиг. 6) идентифицируются поперечные сварные швы 61, 64, отвод 63, наплыв металла 62 в результате сваривания контролируемой трубы и отвода 63. На участках, изображенных на фиг. 7, фиг. 8, идентифицируются трещиноподобный дефект 71 в стенке трубы, коррозионная потеря металла 72 стенки трубы, поперечный сварной шов 73. Сравнительный анализ данных от первого и второго пояса датчиков магнитного поля с использованием математических моделей дефектов позволяет однозначно идентифицировать положение дефектов в глубине трубы и производить расчет на прочность эксплуатируемых трубопроводов.
| название | год | авторы | номер документа |
|---|---|---|---|
| ВНУТРИТРУБНЫЙ МАГНИТНЫЙ ДЕФЕКТОСКОП | 2000 |
|
RU2176082C1 |
| ВНУТРИТРУБНЫЙ ДЕФЕКТОСКОП | 2000 |
|
RU2163369C1 |
| ВНУТРИТРУБНЫЙ МНОГОКАНАЛЬНЫЙ ПРОФИЛЕМЕР | 2000 |
|
RU2164661C1 |
| ВНУТРИТРУБНЫЙ ДЕФЕКТОСКОП | 2003 |
|
RU2248498C1 |
| ВНУТРИТРУБНЫЙ ДЕФЕКТОСКОП (ВАРИАНТЫ) | 2003 |
|
RU2240549C1 |
| Магистральный проходной магнитный дефектоскоп | 2023 |
|
RU2820508C1 |
| ВНУТРИТРУБНЫЙ ДЕТЕКТОР ВРЕЗОК (ВАРИАНТЫ) | 2005 |
|
RU2280810C1 |
| АППАРАТ ВНУТРИТРУБНОГО КОНТРОЛЯ И СПОСОБ ПЕРЕМЕЩЕНИЯ ЕГО В МАГИСТРАЛЬНОМ ГАЗОПРОВОДЕ С ЗАДАННОЙ РАВНОМЕРНОЙ СКОРОСТЬЮ | 2010 |
|
RU2451867C2 |
| ОБНАРУЖИТЕЛЬ ОБЪЕКТОВ ВНУТРИ ТРУБОПРОВОДОВ | 2001 |
|
RU2181460C1 |
| Способ и устройство двойного намагничивания для обнаружения и идентификации трещин в стальных трубопроводах | 2024 |
|
RU2838440C1 |
Дефектоскоп предназначен для внутритрубной диагностики трубопроводов, транспортирующих природный и промышленный газы, нефть и нефтепродукты. В носовой части корпуса дефектоскопа установлена коническая манжета. Перед конической манжетой установлена по крайней мере одна ведущая эластичная манжета, контактирующая с внутренней поверхностью трубопровода. Внешняя поверхность конической манжеты образует боковую поверхность цилиндра и примыкающую к ней боковую поверхность конуса. Диаметр образованной поверхности цилиндра не превышает 0,98 внешнего диаметра трубопровода, образующая указанной поверхности конуса образует с главной осью трубопровода угол не более 60o. В конической манжете и/или в корпусе дефектоскопа выполнены отверстия, через которые область транспортируемой среды перед конической манжетой сообщается с областью после конической манжеты. Конструкция дефектоскопа позволяет повысить стабильность измерений за счет сглаживания рывков в перемещении дефектоскопа, уменьшении градиентов давления и температуры, возникающих при прохождении дефектов трубы, выступающих внутрь трубопровода. 10 з.п. ф-лы, 8 ил.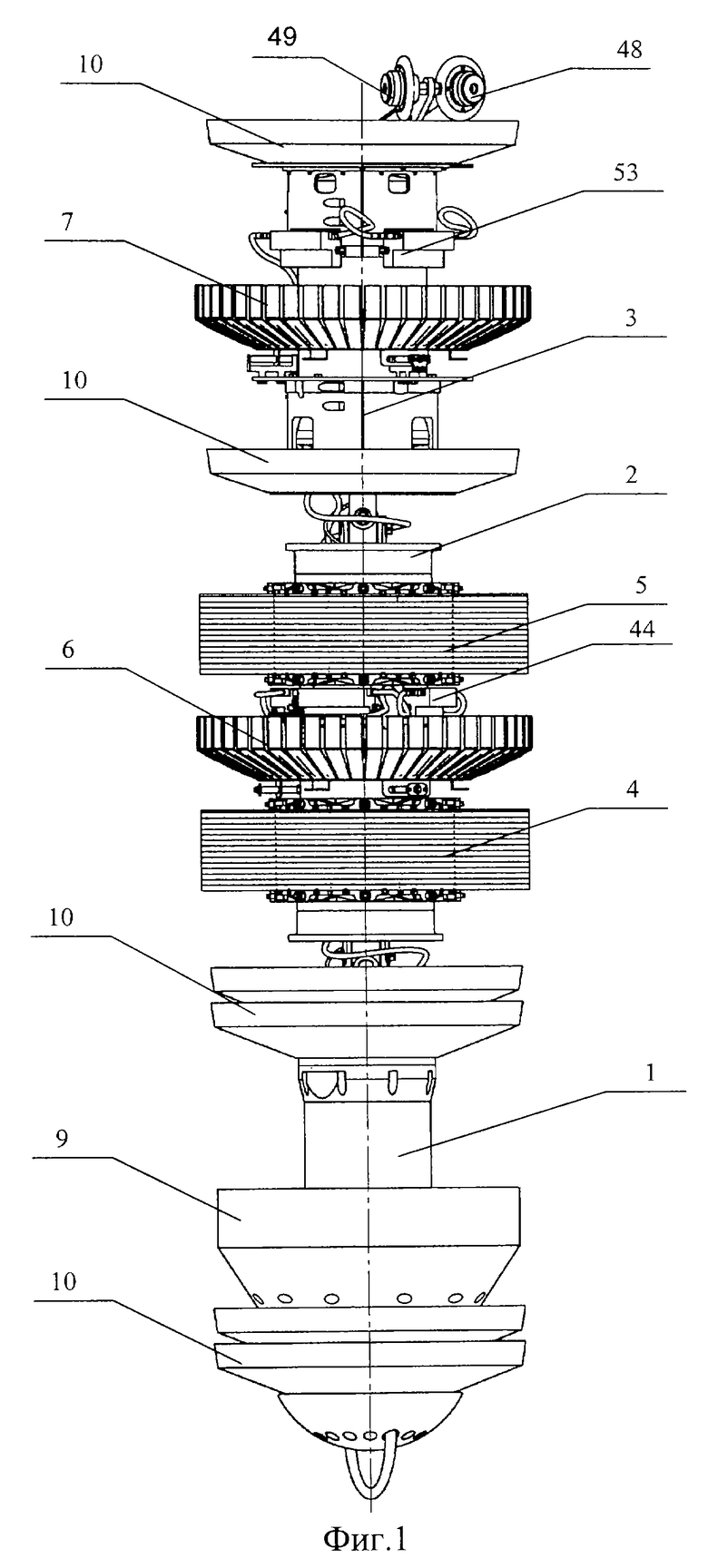
| US 3899734 А, 12.08.1975 | |||
| УСТРОЙСТВО ДЛЯ ИЗМЕРЕНИЯ И НЕРАЗРУШАЮЩЕГО КОНТРОЛЯ МАТЕРИАЛА ТРУБОПРОВОДА | 1998 |
|
RU2139468C1 |
| СОСТАВ ДЛЯ РЕГУЛИРОВАНИЯ ПРОНИЦАЕМОСТИ ПЛАСТА И ИЗОЛЯЦИИ ВОДОПРИТОКОВ | 1995 |
|
RU2097537C1 |
| УСТРОЙСТВО ДЛЯ УКЛАДКИ ИЗДЕЛИР"! В СТОПУ НА РЕБРО | 1979 |
|
SU825435A1 |
| Corrosion Detection System | |||
| Проспект фирмы Н.Rosen Engineering GmbH | |||
| Топка с качающимися колосниковыми элементами | 1921 |
|
SU1995A1 |
| Абакумов А.А | |||
| Магнитная интроскопия | |||
| - М.: Энергоатомиздат, 1996, с.258-262 | |||
| US 5532587 А, 02.07.1996 | |||
| Устройство для контроля дефектов труб | 1978 |
|
SU745386A3 |

