Изобретение относится к наплавке под флюсом, в частности к механизированной наплавке двумя проволочными электродами под слоем флюса, и может быть использовано при наплавке коррозионностойкого, износостойкого или компенсирующего износ слоя металла, а также при сварке как перлитных, так и других классов сталей в атомноэ- нергетическом, химическом и тяжелом машиностроении.
Целью изобретения является повышение качества наплавленного слоя.
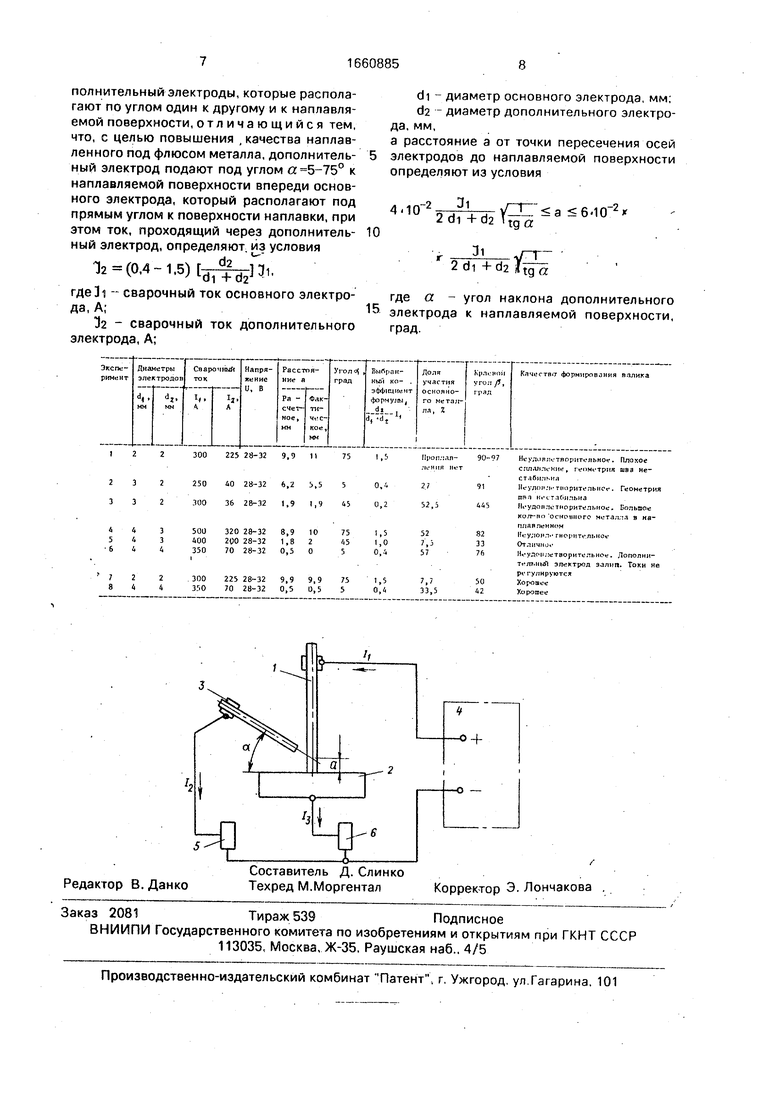
На чертеже приведена схема осуществления способа.
Основной электрод 1 располагают к поверхности наплавляемого изделия 2 под углом 90°, а дополнительный электрод 3 - под углом « 5-75° к наплавляемой поверхности впереди основного электрода
Электроды и изделие подключены к источнику питания Перераспределение токов производится балластными реостатами 5 и 6.
ON О О 00 00
сл
Далее с помощью балластного реостата 5, включенного в цепь дополнительного электрода, устанавливается величина тока di
(0.4.1,5)
li, затем с помощью
d-i +d2
балластного реостата 6, включенного в цепь наплавляемого изделия, устанавливается величина тока . Перемещением мундштука с токоподводом вокруг оси вращения подающего механизма устанавливается конкретный угол подачи а дополнительного электрода. После этого устанавливают вылет основного электрода и замыкают его на изделие. Дополнительный электрод с заранее выставленным углом подается до контакта с основным электродом так, чтобы точка пересечения осей электродов находилась на расстоянии а от поверхности наплавки
4-10
г-2
3i
2di + d2
Ttg a
6-10Г27г-Д
ог
ftqa
2dl+d2ltg
гдеИт - сварочный ток основного электрода, А;
2 - сварочный ток дополнительного электрода, А;
di - диаметр основного электрода, мм;
d2 - диаметр дополнительного электрода, мм,
При этом смещение осей электродов, находящихся в плоскости их перемещения во время наплавки, не должно превышать ±0,5 диаметра d2 дополнительного электрода, Далее открывается заслонка флюсобун- кера и включается процесс наплавки,
Повышение качества наплавленного металла обеспечивается перераспределением тепловложения сварочной дуги в жидкую металлическую ванну за счет введения в зону горения дуги дополнительной проволоки противоположного потенциала, что способствует раздвоению дуги и, следовательно, уменьшению тепловложения в основной металл, а также понижению прямого воздействия дуги на основной металл, т.е. давлению дуги. Последний фактор позволяет улучшить формирование валиков и существенно уменьшить долю участия основного металла в наплавленном, что, в свою очередь, позволяет достичь требуемых свойств наплавленного слоя за один проход.
Уменьшение тепловложения в основной металл и жидкую сварочную ванну позволяет уменьшить величину зоны термического влияния и величину зерна, а также повысить стойкотсь против межкри- сталлитной коррозии наплавленного метал0
5
0
5
-Di Г приводит к резкому понижела, исключить вероятность появления в основном металле холодных трещин повторного нагрева и горячих трещин в наплавленном металле,;, обеспечить необходимый химический состав и механические свойства наплавленного металла.
Выбор величины сварочного тока г дополнительного электрода более
1 ъ d2 oVFdi
нию глубины проплавления и доли участия основного металла в наплавленном, увеличивает вероятность образования шлаковых включений в зоне сплавления двух валиков и с основным металлом. Это связано с тем, что сварочная дуга горит преимущественно между основным и дополнительным электродами,в результате чего недостаточно прогреваются жидкая металлическая ванна и основной металл, угол смачивания уменьшается.
Выбор величины сварочного тока 2 дополнительного электрода менее
d2
приводит к увеличению глу0,4
0
5
0
5
0
5
-li
di +d2
бины проплавления основного металла, доли участия его в наплавленном металле и увеличению зоны термического влияния. Это связано с тем, что в этом случае дуга горит преимущественно между основным электродом и наплавляемым изделием. Увеличение доли участия основного металла способствует образованию горячих трещин и понижает стойкость против межкристал- литной коррозии антикоррозионной наплавки, приводит к образованию подваликовых трещин, понижает износостойкость при износостойкой наплавке.
Дополнительный электрод подают впереди основного по вектору скорости наплавки, так как в этом случае формирование валика и качество наплавки лучше, чем при подаче его сзади.
При подаче дополнительного электрода впереди основного ширина В наплавленного валика увеличивается, уменьшается его высота Н, глубина проплавления h и доля участия основного металла в наплавленном у.
Такой характер формирования валика при подаче дополнительного электрода впереди основного обусловлен уменьшением прямого воздействия дуги на основной металл {уменьшается давление дуги) и более равномерным разогревом сварочной ванны. При подаче дополнительного электрода сзади основного в ванне образуется более мощная дуга между основным электродом и металлом в связи с тем, что плавление дополнительного электрода происходит за счет тепла, аккумулированного в жидкой шлаковой и металлической ваннах. Так, при наплавке проволоками диаметром 3 мм (основной электрод) и 2 мм (дополнительный электрод) и при режимах: 1 300-350 А, 11 30-32 В, м/ч, VA.n.100 м/ч с подачей дополнительного электрода впереди основного геометрические характеристики валиков составили: ширина мм, Н-2,6 мм. ,6 мм, у 28%, а сзади: мм, мм, ,5 мм, у 39%.
Дополнительный электрод подается под углом 5-75° к поверхности наплавки. При увеличении угла подачи более 75° уве- личивается вероятность преимущественного горения дуги между основным и дополнительным электродами, что приводит к несплавлению наплавленного металла с изделием. Подача дополнительной прово- локи под углом менее 5° затруднена конст- руктивно, особенно при наплавке внутренних поверхностей тел вращения, кроме того,снижается стабильность геометрии шва вследствие большей чувствитель- ности к смещению дополнительного электрода относительно основного и оси наплавки.
Основной электрод подается под прямым углом к наплавляемой поверхности для того, чтобы исключить влияние взаимного расположения плоскостей оплавленных торцов электродов, определяющих характер и направление переноса электродного металла. Изменение режима горения дуги, характера переноса металла (от капельного к струйному и наоборот) вносит нестабильность в геометрию наплавляемых валиков. При подаче основного электрода перпендикулярно плоскости наплавки (отклонение ±5°) стабилизируется расположение плоскостей оплавленных торцов при изменении тока напряжения , а следовательно, и характер переноса металла.
Качество наплавки зависит от места подачи дополнительного электрода. Если величина а от точки пересечения осей электродов до поверхности наплавляемого изделия превысит
-2 til .п-
61(Г
2aV+d2Y
то основной и дополнительный электроды оплавятся до оптимальной величины дугового промежутка между ними. При этом расстояние между основным электродом и изделием увеличится и превысит длину обрыва дуги. Дуга будет гореть только между проволочными электродами. Формирование шва ухудшается, глубина проплавления
не регулируется. Имеет место несплавление. При уменьшении а менее v-2 3i
4,10
2di +d2
дополнительный электрод подается на край ванны или перед ней. Это приводит к прекращению горения дуги между двумя прово- лочными электродами. при этом дополнительный электрод поступает непосредственно в зону плавления, что способствует залипанию дополнительной проволоки, нарушению устойчивости процесса и, как следствие, понижению качества наплавленного металла.
Пример. Наплавку проводили на пластины сечением 150x400x 0 мм сварочной проволокой Св- 07Х25Н13 диаметром 2, 3 и 4 мм под флюсом ОФ-10 на лабораторной установке. Сочетание диаметров электродов, соответствующие им режимы наплавки и результаты экспериментов приведены в таблице.
Расчетное значение а в экспериментах рассчитывалось по формуле
n
Ji
tg a
а(4.б).10-5й -У
при этом коэффициент пропорциональности для экспериментов 2, 6 и 8 был равен 4-10 , для экспериментов 1, 4 и 7 - , для экспериментов 3 и 5 - 5;10 . В граничных экспериментах 2 и 6 расстояние а бралось меньше минимального расчетного, а в граничных экспериментах 1 и 4 - больше максимального расчетного на 5-15%. В эксперименте 3 все параметры взяты в границах расчетных формул, кроме заниженного коэффициента (0,2) в формуле12(0,,5) ДУГИ Каждый эксперимент проводился 5 раз, геометрические характеристики валика замерялись- в 5-6 сечениях. Доля участия основного металла в наплавленном рассчитывалась по известной формуле
, где FI
площадь наплавV % Y /0 Fi + F2
ленного металла, F2 - площадь зоны проплавления.
Ультразвуковой контроль показал отсутствие шлаковых включений по зоне сплавления в местах перекрытия валиков, имевших краевой угол смачивания/ 50°.
Проведенная серия экспериментов 5, 7 и 8 подтверждает необходимое качество наплавленного слоя.
Формула изобретения
Способ двухдуговой наплавки, при котором к разным полюсам источника тока подключают проволочные основной и дополнительный электроды, которые располагают по углом один к другому и к наплавляемой поверхности, отличающийся тем, что, с целью повышения , качества наплавленного под флюсом металла, дополнительный электрод подают под углом а 5-75° к наплавляемой поверхности впереди основного электрода, который располагают под прямым углом к поверхности наплавки, при этом ток, проходящий через дополнительный электрод, определяют, из условия
Ъ(0.,5), где31 - сварочный ток основного электрода, А;
12 - сварочный ток дополнительного электрода, А;
di - диаметр основного электрода, мм;
da диаметр дополнительного электрода, мм,
а расстояние а от точки пересечения осей электродов до наплавляемой поверхности определяют из условия
,-2 31
10
4. .J1, ,-уС1Г а 2di +d2 lga
31
2di +d2
ynr
tq a
где а - угол наклона дополнительного 15 электрода к наплавляемой поверхности, град.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ НАПЛАВКИ ОТВЕТСТВЕННЫХ ДЕТАЛЕЙ ИЗ ТРУДНОСВАРИВАЕМЫХ СТАЛЕЙ | 1999 |
|
RU2176581C2 |
| СПОСОБ НАПЛАВКИ | 2013 |
|
RU2512698C1 |
| СПОСОБ ФОРМИРОВАНИЯ СФЕРИЧЕСКОЙ КОНТАКТНОЙ ПОВЕРХНОСТИ ОПОРНОЙ ЧАСТИ МОСТОВОГО СООРУЖЕНИЯ | 2009 |
|
RU2404321C1 |
| Способ двухдуговой сварки и наплавки плавящимися электродами | 1990 |
|
SU1731508A1 |
| СПОСОБ АВТОМАТИЧЕСКОЙ ЭЛЕКТРОДУГОВОЙ НАПЛАВКИ ПОД ФЛЮСОМ НАРУЖНЫХ ИЛИ ВНУТРЕННИХ ПОВЕРХНОСТЕЙ ТЕЛ ВРАЩЕНИЯ | 2010 |
|
RU2410215C1 |
| Способ двухэлектродной дуговой наплавки | 2021 |
|
RU2767334C1 |
| СПОСОБ ВОССТАНОВЛЕНИЯ БУРИЛЬНОЙ ТРУБЫ | 2006 |
|
RU2308364C1 |
| Способ двухдуговой наплавки плавящимися электродами | 2024 |
|
RU2831172C1 |
| СПОСОБ ДВУХДУГОВОЙ АВТОМАТИЧЕСКОЙ СВАРКИ | 2018 |
|
RU2687118C1 |
| Способ наплавки ленточным электродом | 1990 |
|
SU1796372A1 |
Изобретение относится к наплавке под флюсом, в частности к механизированной наплавке двумя проволочными электродами под слоем флюса, и может быть использовано при наплавке коррозионностойкого, износостойкого или компенсирующего износ слоя металла, а также при сварке как перлитного, так и других классов сталей в атомноэнергетическом, химическом и тяжелом машиностроении. Цель изобретения - повышение качества наплавленного слоя. Производят расплавление под флюсом подключенных к разным полюсам источника тока проволочных, основного и дополнительного электродов. Дополнительный электрод подают под углом α = 5 - 75° к наплавляемой поверхности впереди основного электрода, расположенного под прямым углом к поверхности наплавки. Расстояние A от точки пересечения осей электродов до наплавляемой поверхности определяют из условия 4.10-2.I1/2D1 + D2√1/TGΑ ≤A≤6.10-2.I1/2D1 + D2√1/TGΑ, где I1 - сварочный ток основного электрода, А
D1 - диаметр основного электрода, мм
D2 - диаметр дополнительного электрода, мм. Величину тока, проходящего через дополнительный электрод, определяют из условия I2 = (0,4 - 1,5).D2/(D1 + D2)I1, где I2 - сварочный ток дополнительного электрода, А. В результате уменьшается доля участия основного металла в наплавленном, исключаются шлаковые включения и наплавления. 1 ил., 1 табл.
| Патент США №4521664, кл | |||
| Прибор для записи звуковых волн | 1920 |
|
SU219A1 |
| Очаг для массовой варки пищи, выпечки хлеба и кипячения воды | 1921 |
|
SU4A1 |
