:л
о
:л
4
3150
Изобретение касается изготовления резт1отехни-ческих изделий и предназначено для изготовления бесконечных плоскозубчатых приводных ремней.
Цель изобретения - повышение качества изделий и расширение технологических возможностей устройства за счет обеспечения возможности изго- товления зубчатых ремней.
На чертеже изображено предлагаемое устройство для изготовления кольцевых резинотехнических изделий, разрез.
Устройство для изготовления кольцевых радиотехнических изделий содержит сердечник 1 с зубчатой боковой поверхностью, нижнюю плиту 2 с цент- ральным стеряшем 3 для установки
сердечника 1 и верхнюю плиту 4. Кон- центрично сердечнику 1 расположена с образованием формующей полости разъемная пресс-форма с нижней. 5 и верхней 6 полуформами. В нижней полуфор- ме 5 вьтолнена загрузочная камера 1. Верхняя полуформа 6 установлена с возможностью аксиального перемещения относиггельно нижней с образованием на плоскости их разъема литниковой щели 8. С возможностью аксиального перемещения в загрузочной камере 7 установлен плунжер 9, контактирующий в конце рабочего хода с верхней полуформой. Верхняя плита 4 выполиена большей по диамет-ру сердечника 1 . Обращенные к сердечнику 1 формообразующие поверхности 10 и 11 нижней 5 и верхней 6 полуформ выполнены кони- ческими и обращены большими основа- ниями к литниковой щели 8.
Способ изготовления кольцевых резинотехнических изделий осуществляют следующим образом.
Нижнюю плиту 2 с установленньм на ее стерткень 3 сердечником 1 и верхней плитой 4 закрепляют в патроне токарного станка. Предварительно на сердечник устанавливают износостойкую обкладку в виде тканевого чулка, На токарном станке на тканевый чулок наматывают армирующий корд. Заготовку эластомера для формования методом литьевого прессования кольцевогр изделия, в частности бесконечного зуб- чатого ремня, выполняют состоящей из двух частей. Одну часть заготовки эластомера размещают на сердечнике 1 поверх армирующего корда, затем сердечник 1 устанавливают в нижнюю полуформу 5, в загрузочную камеру 7 которой концентр1этно сердечнику 1 по горизонтальной плоскости симметрии изделия помещают часть заготовки эластомера, например, в виде жгута.
Устанавливают верхнюю полуформу 6 и плунжер 9 и помещают устройство в вулканизационный пресс. Опусканием верхней обогреваемой плиты пресса на плунжер 9 оказывают заданное давление,при этом плунжер 9 опускается и воздействует на вторую часть заготовки эластомера, размещенную в загрузочной камере 7. Из загрузочной камеры эластомерньй материал через литниковую щель 8 под давлением передавливается в формующую полость и оказывает прессующее воздействие на материал первой части заготовки эластомера. В конце рабочего хода плунжер 9 вступает в контакт с верхней полуформой 6 и запирает формующую полость. Осуществляется окончательное формование и опрессов- ка изделия 12.
За счет конических формующих поверхностей 10 и 11 полуформ 5 и 6 создается равномерное давление практически по всей высоте изделия, что обеспечивает полную отпрессовку зубьев плоскозубчатых ремней, в том числе с мелким модУЛём. После отпрес совки производят вьщержку, необходимую для вулканизации сырой резины. После выдержки извлекают устройство из пресса, разбирают его и готовое кольцевое изделие снимают с сердечника. В дальнейшем кольцевое изделие шлифуют по наружному диаметру и разрезают на бесконечные ремни заданной ширины.
Предлагаемые способ и устройство позволяют получать плоскозубчатые ремни высокого качества, в частности с мелким модулем, в условиях как серийного, так и мелкосерийного производства без значительных затрат дня их производства, что имеет особенно большое значение в случае вьтуска большой номенклатуры ремней.
Формула изобретения
1. Способ изготовления кольцевых резинотехнических изделий, при коS15
тором на зубчаты) сердечник помещя- ют износостойкую обкладку и армирующий корд, устанавливают заготовку эластомера и методом литьевого прессования в пресс-форме формуют кольцевое изделие заданного профиля, отличающийся тем, что, с целью повьпиения качества изделий, заготовку эластомера вьтолшяют состоящей из двух частей, одну из которых размещают на сердечнике поверх армирующего корда, а вторую устанавливают в пресс-форму концентрич- но сердечнику по горизонтальной плоскости симметрии последнего, причем при формовании воздействук)т плунже- |РОМ на вторую часть заготовки.
2, Устройство для изготовления кольцевых резинотехнических изделий, содержащее сердечник, нижнюю плиту с центральным стержнем для установки сердечника, верхнюю плиту и расOStVi6
положенную концентрично сердечнику с образ ОБ.чмием формующей полости раз.ъ- емнук пррсс-форму, в нижней полуформе которой выполнена загрузочная камера, а верхняя полуформа установлена с возможностью аксиального перемещения oтftocитeльнo нижней с образованием на плоскости их разъ10 ема литниковой щели, и контактирую- щга т с верхней полуформой в конце рабочего хода плунжер, отличающее с я тем,что, с целью рас- щирения технологическ1-гх возможностей
15 устройства за счет обеспечения возможности изготовления зубчатых ремней, верхняя плита выполнена большей по диаметру сердечника,а обращенные к сердечнику формообразующие
20 поверхности верхней и нижней полуформ вьгполнены кон1тческими и обращены болыиими основаниями к литниковой щели.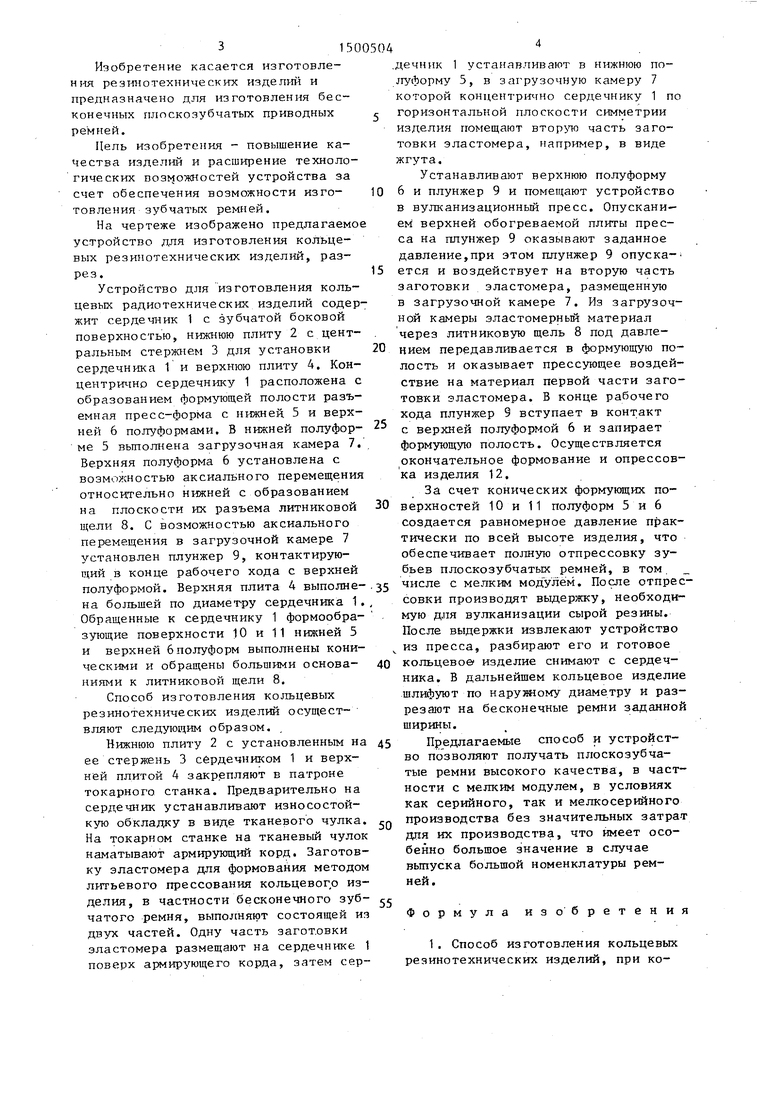
| название | год | авторы | номер документа |
|---|---|---|---|
| ПРЕСС-ФОРМА ДЛЯ ИЗГОТОВЛЕНИЯ АРМИРОВАННЫХ РЕЗИНОТЕХНИЧЕСКИХ ИЗДЕЛИЙ | 1998 |
|
RU2195398C2 |
| Литьевая пресс-форма для покрышек пневматических шин | 1982 |
|
SU1052411A1 |
| ПРЕСС-ФОРМА ДЛЯ ИЗГОТОВЛЕНИЯ АРМИРОВАННЫХ РЕЗИНОТЕХНИЧЕСКИХ ИЗДЕЛИЙ | 1996 |
|
RU2113998C1 |
| Устройство для изготовления кольцевых полимерных изделий | 1990 |
|
SU1735027A1 |
| Пресс-форма для изготовления приводных ремней | 1989 |
|
SU1634517A1 |
| Установка для изготовления кольцевых резинотехнических изделий | 1989 |
|
SU1765022A1 |
| Установка для изготовления кольцевых резинотехнических изделий | 1990 |
|
SU1813652A1 |
| Литьевая форма для покрышек пневматических шин | 1981 |
|
SU1031748A1 |
| ПРЕСС-ФОРМА ДЛЯ ИЗГОТОВЛЕНИЯ АРМИРОВАННЫХ РЕЗИНОТЕХНИЧЕСКИХ ИЗДЕЛИЙ | 2005 |
|
RU2302944C2 |
| ПРЕСС-ФОРМА К ВУЛКАНИЗАЦИОННОМУПРЕССУ ДЛЯ ИЗГОТОВЛЕНИЯ ДЛИННОМЕРНЫХПОЛОСОВЫХ ЗУБЧАТЫХ РЕЗИНОВЫХ ЗАГОТОВОКПЕРЕМЕННОГО ПОПЕРЕЧНОГО СЕЧЕНИЯ | 1972 |
|
SU426859A1 |
Изобретение касается изготовления резинотехнических кольцевых изделий и предназначено для изготовления бесконечных плоскозубчатых приводных ремней. Цель изобретения - повышение качества изделий и расширение технологических возможностей устройства за счет обеспечения возможности изготовления зубчатых ремней. Для этого верхняя плита 4 выполнена большей по диаметру сердечника 1. Обращенные к сердечнику 1 формообразующие поверхности 10 и 11 верхней 6 и нижней 5 полуформ выполнены коническими и обращены большими основаниями к литниковой щели 8. При изготовлении изделий заготовка эластомера выполнена состоящей из двух частей. Одну часть размешают на сердечнике 1 поверх армирующего корда. Вторую часть заготовки устанавливают в пресс-форму концентрично сердечнику 1. Во время формования изделия плунжером 9 воздействуют на вторую часть заготовки. При этом эластомер через литниковую шель передавливается в формующую полость и воздействует на первую часть заготовки. 2 с.п. ф-лы, 1 ил.

| УСТРОЙСТВО ДЛЯ ПОВЕРКИ ВЕСОВ | 1992 |
|
RU2082113C1 |
| Солесос | 1922 |
|
SU29A1 |
| Устройство для видения на расстоянии | 1915 |
|
SU1982A1 |
| Литьевая пресс-форма для покрышек пневматических шин | 1982 |
|
SU1052411A1 |
| Солесос | 1922 |
|
SU29A1 |
