Изобретение относится к прокатному производству, и может быть использовано при получении подката для автолистовой холоднокатаной стали.
Известен способ производства горячекатаных полос, включающий их горячую прокатку, охлаждение на отводящем рольганге широкополосного стана и смотку в рулоны. Охлаждение полос осуществляют водой, подаваемой на полосу сверху и снизу, причем в процессе охлаждения осуществляют попеременный боковой наклон полос при их транспортировании в душирующей установке [1].
Недостаток известного способа состоит в том, что в процессе охлаждения полос из малоуглеродистой стали водой в них формируется неравномерная микроструктура по толщине, приводящая к образованию дефекта поверхности "апельсиновая корка" при штамповке изделий.
Известен также способ производства горячекатаных полос, включающий горячую прокатку, охлаждение в горизонтальном положении водой, подаваемой к нижней стороне полос, и смотку в рулоны. Подача охлаждающей воды только к нижним сторонам полос уменьшает их коробление [2].
При таком способе производства не обеспечиваются высокие механические свойства стали и не исключается появление аномально крупных зерен микроструктуры в поверхностных слоях полос, что является причиной образования дефекта поверхности "апельсиновая корка" при штамповке изделий после холодной прокатки и отжига.
Наиболее близким по своей технической сущности и достигаемым результатам к предлагаемому изобретению является способ производства горячекатаных полос из малоуглеродистых сталей, включающий их горячую прокатку с температурой конца прокатки 860-900oС, охлаждение в горизонтальном положении водой, подаваемой на верхнюю и нижнюю стороны, до температуры смотки 730-760oС и последующую смотку в рулоны [3] - прототип.
Недостатки известного способа состоят в следующем. При охлаждении полос в горизонтальном положении водой верхние их стороны охлаждаются более интенсивно из-за лучших условий теплоотдачи. Возникающие в поверхностном слое верхней стороны полосы значительные термические и фазовые напряжения приводят к деформированию зерен нерекристаллизованного феррита и аномальному их росту. К термическим и фазовым напряжениям при смотке полос в рулоны добавляются механические напряжения от изгиба, усугубляющие эту ситуацию. В результате полосы приобретают неравномерную микроструктуру по толщине, что ухудшает их качество. Крупные зерна феррита на верхних поверхностях горячекатаных полос сохраняют свое наследственное влияние после холодной прокатки и отжига. Это является причиной возникновения дефектов поверхности "апельсиновая корка" (грубая пористая шероховатость) при штамповке изделий.
Техническая задача, решаемая изобретением, состоит в повышении качества полос за счет улучшения равномерности микроструктуры по толщине и исключения образования дефекта поверхности "апельсиновая корка" при штамповке изделий.
Поставленная техническая задача решается тем, что в известном способе производства горячекатаных полос из малоуглеродистых сталей, включающем их горячую прокатку с температурой конца прокатки 870-900oС, охлаждение в горизонтальном положении водой до температуры смотки и смотку в рулоны, согласно предложению полосы сматывают в рулоны при температуре 720-750oС, а охлаждение производят за время 15-25 с подачей воды к нижней стороне полос.
Сущность изобретения заключается в следующем. Окончание прокатки полос из малоуглеродистых сталей при температуре конца прокатки Ткп=870-900oС обеспечивает оптимальные условия рекристаллизации зерен деформированного аустенита по всей толщине полос и формирование мелкодисперсных равномерно распределенных карбидов. Подача охлаждающей воды только к нижней стороне полос приводит к выравниванию условий охлаждения верхней и нижней сторон в температурном интервале от Ткп=870-900oС до температуры смотки Тсм=720-750oС при продолжительности периода охлаждения τ=15-25 с. При таком охлаждении обеспечивается полное протекание процесса α_→γ превращения и рекристаллизация ферритных зерен. Термические и фазовые напряжения на верхних и нижних сторонах полосы равны и не превышают предела текучести. Это исключает деформирование ферритных зерен и аномальный их рост. Механические напряжения при изгибе полос в процессе смотки в рулоны при Tсм=720-750oС также недостаточны, чтобы стимулировать аномальный рост зерен феррита в поверхностных слоях. Таким образом, предложенная технология позволяет повысить равномерность микроструктуры по толщине полос, исключить образование дефекта поверхности "апельсиновая корка" при последующей штамповке изделий из холоднокатаных отожженных листов.
Экспериментально установлено, что повышение Ткп более 900oС приводит к укрупнению зерен микроструктуры и грубым выделениям цементита, ухудшающих качество полос. В случаях, когда Ткп ниже 870oС, имеет место формирование разнозернистой микроструктуры, что недопустимо.
При температуре смотки Тсм ниже 720oС возрастает неравномерность микроструктуры по толщине полос и не исключается образование дефекта "апельсиновая корка". Повышение температуры Тсм более 750oС приводит к формированию глобулей цементита в ферритной матрице, ухудшению механических свойств полос.
Если продолжительность периода охлаждения τ в интервале температур от Ткп до Тсм составит менее 15 с, то термические и фазовые напряжения в поверхностных слоях полос вызовут деформирование нерекристаллизованных зерен феррита и их аномальный рост. В результате при штамповке будет возникать дефект "апельсиновая корка". Увеличение длительности охлаждения τ более 25 с приведет к увеличению разнозернистости микроструктуры по толщине полос и ухудшению их качества.
Вообще говоря, вместо времени охлаждения τ можно использовать другой параметр - среднюю скорость охлаждения v = (Tкп-Tсм)/τ В нашем случае величина v= 6-12oС/с. Однако параметр v является производным, само значение скорости охлаждения трудно поддается прямому измерению и на практике рассчитывается именно по времени охлаждения τ.
Примеры реализации способа.
Слябы из малоуглеродистой стали марки 08Ю, сечением 250х1700 мм, нагревают до температуры 1250oС и прокатывают на непрерывном широкополосном стане 2000 в полосы толщиной 3,2 мм. Температуру полос на выходе из последней клети стана 2000 поддерживают равной Ткп=885oС. Прокатанные полосы транспортируют в горизонтальном положении по отводящему рольгангу с принудительным охлаждением водой, подаваемой струями к их нижним сторонам. За период времени τ= 20 с полосы охлаждают до температуры Tcм=735oС и сматывают в рулоны. Охлажденные полосы характеризуются высокой однородностью микроструктуры по толщине: номер балла ферритного зерна 7, разнобалльность зерен феррита отсутствует. Это свидетельствует о высоком качестве полос.
Травленые горячекатаные полосы подвергают холодной прокатке на толщину 0,7 мм и термообработке в линии агрегата непрерывного отжига. Полученную листовую сталь используют для штамповки деталей кузова автомобилей. Благодаря равномерной микроструктуре по толщине штамповка деталей происходит без образования дефекта поверхности "апельсиновая корка".
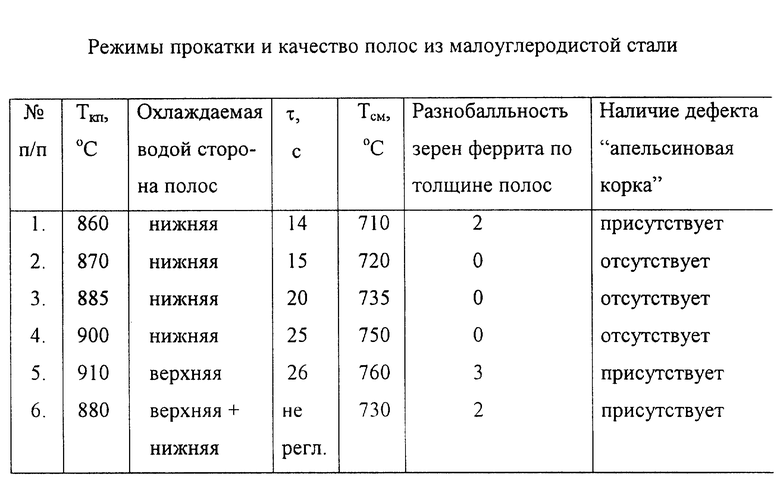
Варианты реализации способа производства горячекатаных полос и показатели их эффективности приведены в таблице.
Из таблицы следует, что при реализации предложенного способа (варианты 2-4) достигается повышение качества полос за счет улучшения равномерности микроструктуры по толщине и исключения образования дефектов поверхности "апельсиновая корка" при штамповке изделий. В случаях запредельных значений заявленных параметров (варианты 1 и 5) и подаче охлаждающей воды на верхнюю сторону полосы (вариант 5) качество полос ухудшается. Также более низкое качество полос из-за неравномерности микроструктуры по толщине и дефектов "апельсиновая корка" имеет место при реализации способа-прототипа (вариант 6).
Технико-экономические преимущества предложенного способа состоят в том, что горячая прокатка полос из малоуглеродистых сталей с температурой конца прокатки 870-900oС, охлаждение подачей воды только к нижней стороне полос за время 15-25 с до температуры 720-750oС, при которой полосы сматывают в рулоны, обеспечивает улучшение равномерности микроструктуры по толщине и исключение образования дефекта "апельсиновая корка". За счет этого достигается повышение качества горячекатаных полос.
В качестве базового объекта принят способ-прототип. Реализация предложенного способа обеспечит повышение рентабельности производства горячекатаных полос (подката для холодной прокатки) на 5-10%.
Литературные источники, использованные при составлении описания изобретения
1. Заявка Японии 60-187419, МПК В 21 В 45/02, C 21 D 9/52, 1985 г.
2. Заявка Японии 58-67829, МПК C 21 D 9/52, В 21 В 45/02, 1983 г.
3. М.М.Сафьян и др. Технология процессов прокатки и волочения. Листопрокатное производство. Киев, "Выща школа", 1988 г., с. 146-147 - прототип.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ПРОИЗВОДСТВА ПОЛОС | 2000 |
|
RU2177043C2 |
| СПОСОБ ПРОИЗВОДСТВА НИЗКОУГЛЕРОДИСТОЙ ЛИСТОВОЙ СТАЛИ | 2005 |
|
RU2288281C1 |
| СПОСОБ ПРОИЗВОДСТВА ХОЛОДНОКАТАНОГО ПРОКАТА ДЛЯ ЭМАЛИРОВАНИЯ | 2008 |
|
RU2379361C1 |
| СПОСОБ ПРОИЗВОДСТВА НИЗКОУГЛЕРОДИСТОЙ ХОЛОДНОКАТАНОЙ СТАЛИ ДЛЯ ШТАМПОВКИ И ПОСЛЕДУЮЩЕГО ЭМАЛИРОВАНИЯ | 2010 |
|
RU2424328C1 |
| СПОСОБ ПРОИЗВОДСТВА БРОНЕКАБЕЛЬНОЙ ЛЕНТЫ | 2001 |
|
RU2203966C2 |
| СПОСОБ ПРОИЗВОДСТВА ГОРЯЧЕКАТАНОГО ПЛОСКОГО ПРОКАТА | 2005 |
|
RU2289485C1 |
| НИЗКОУГЛЕРОДИСТАЯ СТАЛЬ ДЛЯ ЭМАЛИРОВАНИЯ И СПОСОБ ЕЕ ГОРЯЧЕЙ ПРОКАТКИ | 2007 |
|
RU2361006C2 |
| СПОСОБ ГОРЯЧЕЙ ПРОКАТКИ ПОЛОС | 2004 |
|
RU2267368C1 |
| СПОСОБ ГОРЯЧЕЙ ПРОКАТКИ НА НЕПРЕРЫВНОМ ШИРОКОПОЛОСНОМ СТАНЕ УГЛЕРОДИСТОЙ СТАЛИ | 2001 |
|
RU2200199C2 |
| СПОСОБ ПРОИЗВОДСТВА ГОРЯЧЕКАТАНОГО ПОДКАТА СТАЛЬНОЙ ПОЛОСЫ ТОЛЩИНОЙ 1,8-2,0 мм ДЛЯ ЭМАЛИРОВАНИЯ | 2009 |
|
RU2392335C1 |
Изобретение относится к прокатному производству и может быть использовано при получении подката для холоднокатаной автолистовой стали. Техническая задача, решаемая изобретением, состоит в повышении качества полос за счет улучшения равномерности микроструктуры по толщине и исключения образования дефекта поверхности "апельсиновая корка" при штамповке изделий. Поставленная техническая задача решается тем, что после горячей прокатки полосы с температурой конца прокатки 870-900oС, охлаждения в горизонтальном положении водой до температуры смотки и последующей смотки полосы в рулоны полосу сматывают в рулоны при температуре 720-750oС, а охлаждение производят за время 15-25 с путем подачи воды только к нижней стороне полосы. 1 табл.
Способ производства горячекатаных полос из малоуглеродистых сталей, включающий их горячую прокатку с температурой конца прокатки 870-900oС, охлаждение в горизонтальном положении водой до температуры смотки и последующую смотку в рулоны, отличающийся тем, что полосы сматывают в рулоны при температуре 720-750oС, а охлаждение производят за время 15-25 с подачей воды к нижней стороне полос.
| САФЬЯН М.М | |||
| и др | |||
| Технология процессов прокатки и волочения | |||
| Листопрокатное производство | |||
| -Киев: Выща школа, 1988, с | |||
| Приспособление, увеличивающее число оборотов движущихся колес паровоза | 1919 |
|
SU146A1 |
| Способ производства холоднокатанной низкоуглеродистой листовой стали | 1989 |
|
SU1617018A1 |
| Способ производства полос из малоуглеродистых сталей | 1982 |
|
SU1154349A1 |
| СПОСОБ ГОРЯЧЕЙ ПРОКАТКИ ПОЛОС | 1993 |
|
RU2037536C1 |
| US 4072543, 07.02.1978. | |||
