Изобретение относится к черной ие- тачлургии, а именно к способам обработки горячекатаных полос из низкоуглеродистой стали при производстве холоднокатаных .UICTOB, предназначенных для глубокой вытяжки
Цель изобретения - повьшеике однородности гглкростр тстуры холоднокатаной стали и уровня механических свойство
П р и м е РО Способ опробован при производстве }шзкоу1:леродистой холоднокатаной стали для холодной штамповдили на стали марки 08КИ в условиях КарМКо
Обработка по предлагаемому способу включала следующие операции„
Горячая прокатка слябов на НШПС 1700 на полосу толщиной 2,5-4,5 мм (темлера7 Typia конца прокатки была в диапазоне 840-900 0, температура смотки варьировали в длапазоне 500-675°С)
Травление
Холодная прокатка на 5-клетьевом стане 1700 на полосу толщиной 2,0- 0,5 мм с варьированием суммарной стеСХ5
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ПРОИЗВОДСТВА ШИРОКОПОЛОСНОЙ НИЗКОУГЛЕРОДИСТОЙ СТАЛИ | 1999 |
|
RU2144090C1 |
| СПОСОБ ПРОИЗВОДСТВА ХОЛОДНОКАТАНОЙ НИЗКОУГЛЕРОДИСТОЙ ПОЛОСОВОЙ СТАЛИ | 2000 |
|
RU2191080C2 |
| СПОСОБ ПРОИЗВОДСТВА НИЗКОУГЛЕРОДИСТОЙ ХОЛОДНОКАТАНОЙ СТАЛИ ДЛЯ ШТАМПОВКИ И ПОСЛЕДУЮЩЕГО ЭМАЛИРОВАНИЯ | 2010 |
|
RU2424328C1 |
| СПОСОБ ПРОИЗВОДСТВА НИЗКОУГЛЕРОДИСТОЙ ХОЛОДНОКАТАНОЙ ПОЛОСОВОЙ СТАЛИ | 2004 |
|
RU2268789C1 |
| Способ производства холоднокатаной низкоуглеродистой листовой стали | 1986 |
|
SU1384350A1 |
| СПОСОБ ПРОИЗВОДСТВА СТАЛЬНЫХ ПОЛОС | 1999 |
|
RU2152444C1 |
| СПОСОБ ПРОИЗВОДСТВА НИЗКОУГЛЕРОДИСТОЙ ЛИСТОВОЙ СТАЛИ | 2005 |
|
RU2288281C1 |
| СПОСОБ ПРОИЗВОДСТВА ХОЛОДНОКАТАНОЙ ПОЛОСОВОЙ НИЗКОУГЛЕРОДИСТОЙ СТАЛИ | 2006 |
|
RU2332270C1 |
| СПОСОБ ПРОИЗВОДСТВА НИЗКОУГЛЕРОДИСТОЙ ЛИСТОВОЙ СТАЛИ | 2005 |
|
RU2288283C1 |
| СПОСОБ ПРОИЗВОДСТВА НИЗКОУГЛЕРОДИСТОЙ ЛИСТОВОЙ СТАЛИ | 1990 |
|
RU2031962C1 |
Изобретение относится к черной металлургии, а именно к способам обработки горячекатанных полос из низкоуглеродистых сталей при производстве холоднокатанных листов, предназначенных для глубокой вытяжки. Целью изобретения является повышение однородности микроструктуры холоднокатанной стали и уровня механических свойств. После травления полосу подвергают холодной прокатке на полосу толщиной 2,0-0,5 мм с варьированием суммарной степени деформации в диапазоне εв-εN, εв=[82-К1(Tсм-500)±%, εN=[50+К2(Tсм-500)±2%, где εN - нижняя граница степени суммарной деформации, εв - верняя граница степени суммарной деформации. К1 и К2 размерные коэффициенты, %°С, равные соответственно 0,028 и 0,0114. Применение способа позволяет повысить однородность структуры: параметр радиозернистости Дмакс/Дор - отношение максимального размера зерна к среднему - для изобретения и протопита составил соответственно 1,56 и 1,96. 1 табл.
ки категории ВГ „ Опробование прово- пенью деформации в диапазоне 42-85%„
Термообрабофка в кояпаковых печах при конечной температуре отжига; 620 - для холоднокатаных полос толщиной менее 1,2 мм; 650-675°С - hb Ь1,2 ммо
Дрессировка отожженных полос со степенью деформации 055-0,9%
Измерение механических свойств (J , IE согласно ГОСТ 9045-80 для стали категории ВГ
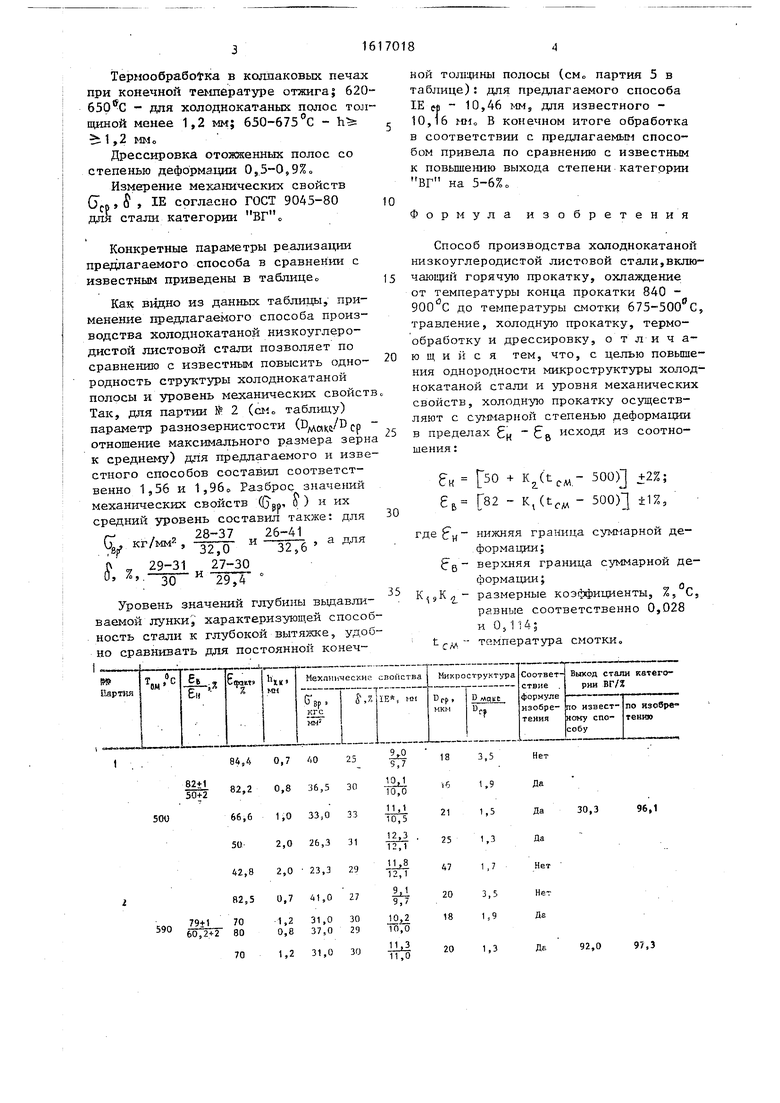
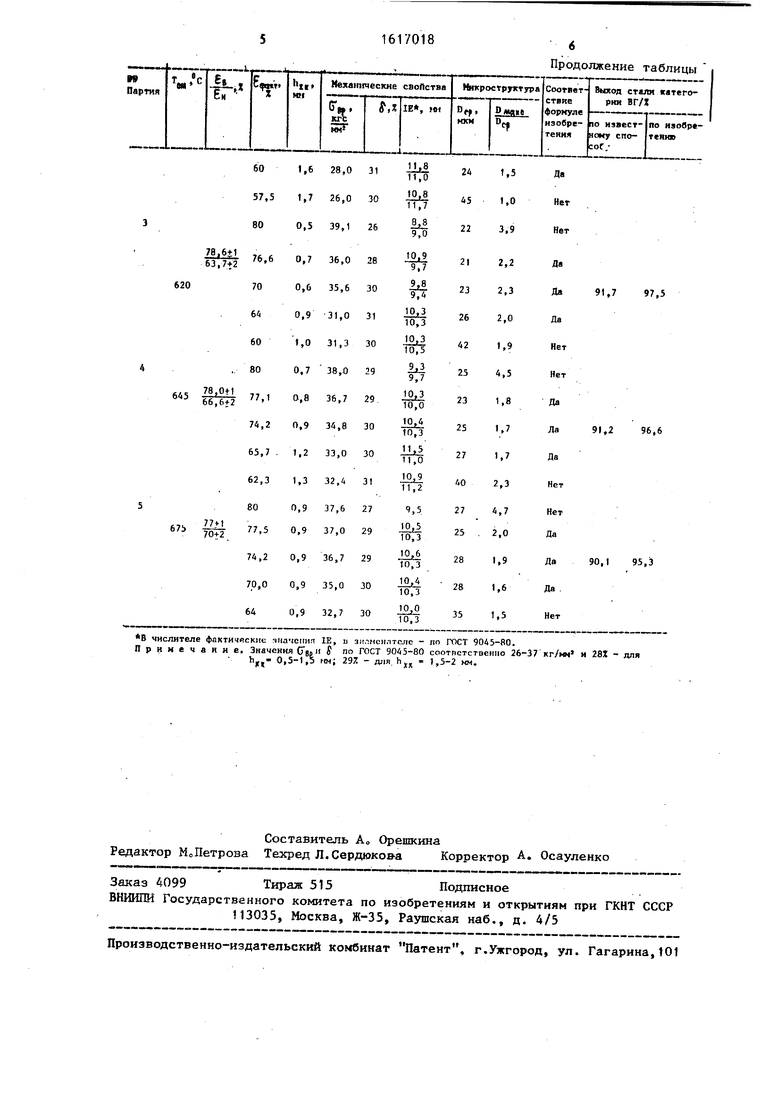
Конкретные параметры реализации предлагаемого способа в сравнении с известным приведены в таблицер
Как видно из данных таблицы, применение предлагаемого способа производства холоднокатаной низкоуглеродистой листовой стали позволяет по сравнению с известным повысить однородность структуры холоднокатаной полосы и уровень механических свойст Так, для партии № 2 (сМс таблицу) параметр разнозернистости (С/лаке/ ср отношение максимального размера зерн к среднему) для предлагаемого и известного способов составил соответственно 1,56 и 1,96. Разброс значений механических свойств (G jp . О ) средний уровень составил также: для 28-37 26-41
. . . 2«-J/ , .D- I (Jg кг/мм -- , -j и -3276
а для
I
„ 29-31 27-30 29,4
Уровень значений глубины выдавливаемой лунки, характеризующей способность стали к глубокой вытяжке, удобно сравнивать для постоянной конеч0
5
5
0
30
35
кой полосы (смс партия 5 в таблице): для предлагаемого способа IE ей - 10,46 мм, для известного - 10,16 пно В конечном итоге обработка в соответствии с предлагаемым способом привела по сравнению с известным к повьшению выхода степени категории ВГ на 5-6%„
Формула изобретения
Способ производства холоднокатаной низкоуглеродистой листовой стали,включающий горячую прокатку, охлаждение от температуры конца прокатки 840 - 900 С до температуры смотки 675-500 С, травление, холодную прокатку, термо- обработку и дрессировку, о тли ч а- ю щ и и с я тем, что, с целью повышения однородности микроструктуры холоднокатаной стали и уровня механических свойств, холодную прокатку осуществляют с суммарной степенью деформации в пределах g - 6 исходя из соотношения :
е, -50 + ,- 500) i2%; ( 82 - K,(t - 500)Д ±1%,
где нижняя граница суммарной деформации;
fg- верхняя граница суммарной деформации;
размерные коэффициенты, %, С, равные соответственно 0,028 и Os1l4; тампература смотки.
В числителе фактичйские яначсггил IE, и зи.чмсилтслс - по ГОСТ 9045-80. Примечание, Значения О вр f по ГОСТ 9045-80 соответственно 26-37 кг/мм и 281 - для h,- 0,5-1,5 мм; 29Л - дня. « 1,5-2 нм.
| Приспособление для разматывания лент с семенами при укладке их в почву | 1922 |
|
SU56A1 |
| и дро Непрерывная термическая обработка автолистовой стали | |||
| М„: Металлургия, 1979, с„ 9-15. | |||
