Изобретение относится к области нанесения покрытий фрикционно-механическим способом и может быть использовано для нанесения покрытий на внутренние и внешние цилиндрические поверхности, например гильз и плунжеров пар топливных насосов двигателей внутреннего сгорания, либо вкладышей подшипников скольжения и шеек коленчатых валов, либо плунжерных пар трения компрессоров.
Известно устройство для нанесения покрытий в вакууме /з-ка на изобретение N 98100837/02, МПК6 С 23 С 14/35, опубликована 27.10.1999/, содержащее вакуумную камеру, откачную систему, узел крепления деталей, плазменные источники материала покрытий, источник газовых ионов, систему подачи газов, источники питания и блок управления, причем узел крепления деталей выполнен в виде планетарного механизма с центральной поворотной стойкой, на которой размещен датчик контроля толщины покрытий, содержащий кварцевый элемент, включенный в схему электрического генератора блока управления устройства. Недостатком известного решения является то, что устройство позволяет наносить покрытие одновременно лишь на одну из деталей трущегося соединения, требует разборки соединения и наличия вакуумной камеры, сложно в изготовлении и эксплуатации.
Известно устройство для нанесения покрытий фрикционно-механическим способом на внутренние цилиндрические поверхности /патент RU 2131481, МПК 6 С 23 С 26/00, опубликован 10. 06. 1999/, содержащее корпус, емкости для технологической среды, механизм подачи, источник постоянного тока, блок управления.
Недостатком известного решения является низкая производительность из-за того, что устройство требует наличия пневмосети, разборки трущегося соединения для осуществления нанесения покрытия, позволяет обрабатывать лишь внутренние поверхности трения, сложно в изготовлении и эксплуатации.
Данное решение является наиболее близким по технической сущности к предлагаемому решению.
Техническим результатом изобретения является повышение производительности и экономичности процесса восстановления сопрягаемых поверхностей трения трущихся соединений без их разборки за счет фрикционного нанесения покрытий при эксплуатационной нагрузке из смеси рабочей и технологической сред. При этом натирающими инструментами выступают сами детали с восстанавливаемыми поверхностями трения.
Задача, на решение которой направлено техническое решение, достигается тем, что в известном устройстве для фрикционно-механического нанесения покрытий, содержащем корпус, емкость для смеси рабочей и технологической сред, механизм подачи, источник постоянного тока и блок управления, корпус выполнен в виде плоского основания, на котором расположена вертикальная стойка с втулкой, направляющими элементами и кронштейном, соединенным со стойкой с возможностью осевых и радиальных перемещений и снабженным упругими элементами; емкость для смеси рабочей и технологической сред выполнена в виде основанием установленного на корпусе пустотелого цилиндра, внутри которого расположено смешивающее устройство, нагревательный элемент и датчик температуры, а сверху емкости размещен держатель детали соединения с охватывающей поверхностью трения, причем механизм подачи установлен на кронштейне, снабжен держателем-патроном детали соединения с охватываемой поверхностью трения, установленным эксцентрично с держателем детали соединения с охватывающей поверхностью трения.
На чертеже показана схема устройства для фрикционно-механического нанесения покрытий.
Устройство содержит корпус 1, емкость для смеси рабочей и технологической сред 2, механизм подачи 3, источник постоянного тока (ИПТ) 4, блок управления (БУ) 5. Корпус 1 выполнен в виде плоского основания, на котором расположена стойка 6 с направляющими элементами 7, втулкой 8 и кронштейном 9. В кронштейне 9 расположены упругие элементы (пружины) 10. Емкость 2 для смеси рабочей и технологической сред выполнена в виде пустотелого цилиндра, основанием 11 установленного на корпусе 1. Внутри емкости 2 для смешивания и нагрева рабочей и технологической сред расположены смешивающее устройство 12, нагревательный элемент 13, датчик температуры 14, держатель 15 детали соединения с охватывающей поверхностью трения. А сверху емкости 2 для смешивания рабочей и технологической сред размещен механизм подачи 3, установленный на кронштейне 9 и снабженный держателем-патроном 16 детали соединения с охватывающей поверхностью трения, установленным эксцентрично с держателем 15 детали соединения с охватывающей поверхностью трения. Кроме того, механизм подачи содержит двигатель 17 и передаточный механизм 18 привода вращения, передаточный механизм 19 и двигатель 20 привода осевых перемещений детали трущегося соединения.
Устройство для фрикционно-механического нанесения покрытий работает следующим образом.
Механизм подачи 3 выводят в крайнее верхнее положение на стойке 6 корпуса 1, перемещая втулку 8 с кронштейном 9 по направляющим элементам 7, и фиксируют в этом положении (например, винтом, на чертеже не показан). Держатель-патрон 16 при помощи передаточного механизма 19 и двигателя 20 осевых перемещений выводят в среднее (по направлению хода) положение. В держатель-патрон 16 устанавливают деталь трущегося соединения с охватываемой поверхностью трения (например, плунжер "П") и фиксируют (например, цангой, на чертеже не показана). Далее емкость 2, установленную на корпусе 1, заполняют смесью рабочей и технологической сред. Далее деталь трущегося соединения с охватывающей поверхностью трения (например, втулка "В") устанавливают и фиксируют в держателе детали 15, который вместе с деталью вводят в емкость 2 и фиксируют (например, винтом, на чертеже не показан). Снимают фиксацию механизма подачи 3 и опускают его вниз по стойке 6, перемещая втулку 8 с кронштейном 9 по направляющим элементам 7 до совпадения торцов деталей трущегося соединения (плунжера "П" и втулки "В"). Перемещают механизм подачи 3 к стойке 6 в радиальном направлении (например, винтом, на чертеже не показан), добиваясь совпадения образующих плунжера и втулки (нулевой зазор между деталями со стороны, противоположной стойке 6 корпуса 1) либо с использованием измерительных инструментов обеспечивают эксцентриситет Δ держателя-патрона 16 относительно держателя 15 детали соединения с охватывающей поверхностью трения в направлении от стойки 6 корпуса 1. Далее опускают механизм подачи 3 до тех пор, пока охватываемая поверхность трения (рабочий участок плунжера "П") не совпадет с охватывающей поверхностью трения (рабочий участок втулки "В") и фиксируют механизм подачи на стойке 6.
Соединяют кабелями двигатели 17 привода вращения и 20 привода осевых перемещений, двигатель смешивающего устройства 12, датчик температуры 14 и терморегулятор (ТР) нагревательного элемента 13 с блоком управления (БУ) 5. Нагревательный элемент 13 запитывают от сети переменного тока безопасного уровня напряжения (например, с напряжением 36 В). К силовой цепи блока управления 5 подключают источник постоянного тока (ИПТ) 4. По завершении перечисленных операций устройство готово к работе - фрикционно-механическому нанесению покрытий.
Используя блок управления 5, включают нагревательный элемент 13, смешивающее устройство 12 и датчик температуры 14. Перемешивание смеси рабочей и технологической сред устройством 12 в емкости 2 производится циклически по режиму, задаваемым блоком управления 5. При достижении смесью значения рабочей температуры по сигналу датчика температуры 14 блок управления 5 с помощью терморегулятора (ТР) нагревательного элемента 17 переводит его в экономичный режим поддержания температуры среды в емкости 2 с кратковременным включением при снижении температуры смеси до заданной температуры. Достижение средой рабочей температуры является сигналом для включения блоком управления 5 двигателей 17 и 20 приводов осевых перемещений и вращения держателя-патрона 16. Между деталями трущегося соединения действуют силы трения при значительном удельном давлении в силу малости площадки контакта. Находящиеся в смеси рабочей и технологической сред компоненты ремонтно-восстановительного состава - частицы металла в зоне контакта благодаря эффекту микросваривания привариваются к основному металлу. Происходит "размазывание" микрочастиц по поверхности основного металла с заполнением микронеровностей и микротрещин. Благодаря одновременным относительным вращению и осевому перемещению трущихся деталей на поверхностях трения появляется равномерный слой покрытия. Появление нового слоя на поверхностях трения "П" и "В" приводит к радиальному перемещению механизма подачи 3 и сжатию упругих элементов 10 кронштейна 9. Деформация упругих элементов 10 повышает давление на трущиеся поверхности и, в конечном итоге, к возрастанию момента на валу привода вращения (двигателя 20 привода вращения). При достижении заданного значения момента двигателя 20 блок управления 5 отключает все источники питания для снятия восстановленной пары трения "П-В" с устройства.
Для следующей пары трения все перечисленные ранее операции повторяются.
Автоматизация процесса нанесения покрытия с использованием обратной связи по значениям технологических параметров (температура среды, толщина покрытия на поверхностях трения) и одновременное нанесение покрытия на обе детали пары трения за счет предлагаемых технических решений устройства по сравнению с прототипом обеспечивают повышение производительности и экономичности процесса и обеспечивают требуемую геометрию восстанавливаемой пары трения.
| название | год | авторы | номер документа |
|---|---|---|---|
| НАСОСНЫЙ АГРЕГАТ | 1999 |
|
RU2171399C1 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ ОТДЕЛОЧНО-УПРОЧНЯЮЩЕЙ ОБРАБОТКИ РАБОЧИХ ПОВЕРХНОСТЕЙ ВОЛНОВОДОВ | 2022 |
|
RU2793899C1 |
| УСТАНОВКА ДЛЯ ПЕРЕГОНКИ УГЛЕВОДОРОДСОДЕРЖАЩЕГО СЫРЬЯ С ЭЛЕКТРОНАГРЕВАТЕЛЕМ | 2001 |
|
RU2198909C1 |
| Устройство для нанесения твердосмазочных покрытий на внутреннюю цилиндрическую поверхность втулки | 2023 |
|
RU2823556C1 |
| УСТАНОВКА ДЛЯ ПОЛУЧЕНИЯ МНОГОСЛОЙНОГО НАНОСТРУКТУРИРОВАННОГО КОМПОЗИТНОГО ПОКРЫТИЯ С ЭФФЕКТОМ ПАМЯТИ ФОРМЫ НА ПОВЕРХНОСТИ СТАЛЬНОЙ ЦИЛИНДРИЧЕСКОЙ ДЕТАЛИ | 2015 |
|
RU2625694C2 |
| СПОСОБ ФОРМИРОВАНИЯ БЕЗЫЗНОСНЫХ ПАР ТРЕНИЯ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2010 |
|
RU2428597C1 |
| РОТОРНЫЙ ПОДЛОЖКОДЕРЖАТЕЛЬ | 2012 |
|
RU2543023C2 |
| МЕХАНИЗМ ДЛЯ ПРИСОЕДИНЕНИЯ РАБОЧИХ ОРГАНОВ К РАМЕ ПЛУГА | 1997 |
|
RU2120708C1 |
| СПОСОБ СОВМЕЩЕННОЙ ОБРАБОТКИ ДЕТАЛЕЙ | 2009 |
|
RU2423219C2 |
| УСТРОЙСТВО ДЛЯ НАНЕСЕНИЯ УПРОЧНЯЮЩИХ ПОКРЫТИЙ | 2000 |
|
RU2210618C2 |
Изобретение может быть использовано для нанесения покрытий на внутренние и внешние цилиндрические поверхности. Изобретение направлено на повышение производительности и экономичности процесса восстановления сопрягаемых поверхностей трения трущихся соединений. Устройство содержит корпус, емкость для смеси рабочей и технологических сред, механизм подачи, источник постоянного тока и блок управления, при этом корпус выполнен в виде плоского основания, на котором расположена вертикальная стойка с втулкой, направляющими элементами и кронштейном, соединенным со стойкой с возможностью осевых и радиальных перемещений и снабженным упругими элементами, емкость для смесей рабочей и технологической сред выполнена в виде пустотелого цилиндра, основанием установленного на корпусе, внутри которого расположено смешивающее устройство, нагревательный элемент и датчик температуры, а сверху емкости размещен держатель детали соединения с охватывающей поверхностью трения. 1 з.п. ф-лы, 1 ил.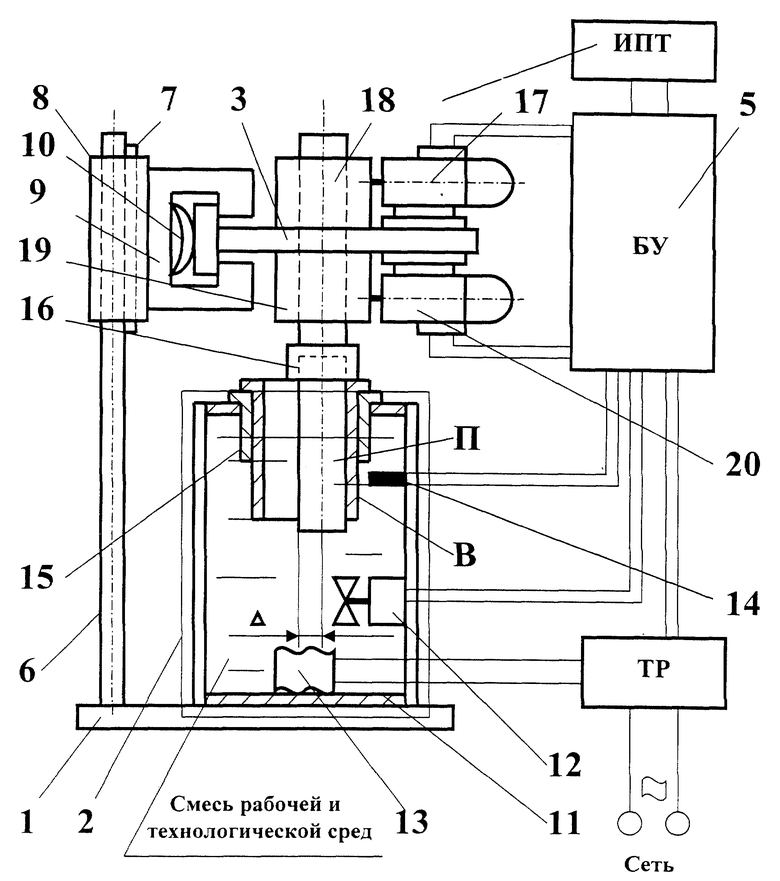
| УСТРОЙСТВО ДЛЯ ФРИКЦИОННО-МЕХАНИЧЕСКОГО НАНЕСЕНИЯ ПОКРЫТИЙ | 1998 |
|
RU2131481C1 |
| DE 3838572 A1, 24.09.1989 | |||
| Устройство для фрикционно-механического нанесения покрытия | 1990 |
|
SU1737021A2 |
| DE 3601509 A1, 31.07.1986 | |||
| СПОСОБ НАНЕСЕНИЯ АНТИФРИКЦИОННОГО ПОКРЫТИЯ ПРИ АНТИФРИКЦИОННОЙ БЕЗАБРАЗИВНОЙ ОБРАБОТКЕ ГИЛЬЗ ЦИЛИНДРОВ | 1992 |
|
RU2064975C1 |
| Инструмент для фрикционного нанесения покрытия | 1976 |
|
SU635154A1 |
