Изобретение относится к областям машиностроительного производства и может быть использовано для изготовления узлов и механизмов, эксплуатация которых производится в течение длительного срока в условиях, максимально близких к экстремальным, которая к тому же выполняется без применения подачи к трущимся элементам пары каких-либо смазочных материалов (т.е. имеет место так называемое «сухое трение»).
В настоящее время известны технические решения, обеспечивающие повышение износостойкости элементов пар трения в применяемом технологическом оборудовании за счет нанесения на их поверхность твердых пленок антифрикционного покрытия.
Так, например, контактные поверхности входящих в пару трения элементов покрываются слоями стекловидной массы, затем пленкой из раствора, содержащей молекулы эпилама. Осаждение такой пленки осуществляется с применением ультразвука. Кроме того, в состав используемых для получения твердого покрытия суспензий дополнительно вводят мелкодисперсные частицы абразивного материала, а также растворенные в воде соединения Ti; Sn; Zr; Al; Sb; V; Th; Bi; W. (См. патент РФ № 2139456; F16C 33/12, F16C 33/14 от 10.10.1999 г.)
Использование указанного выше технического решения обеспечивает возможность проведения эксплуатации обработанных с его помощью пар трения в механизмах, работающих при отсутствии жидкой смазки. Однако применение этого и ему подобных технических решений в условиях широкомасштабного промышленного производства ограничено в силу наличия высокой степени сложности выполнения многостадийной технологии, обеспечивающей получение многослойного и многокомпонентного твердого покрытия.
Износ в условиях непрерывной эксплуатации, формируемой в соответствии с указанным методом фрикционной пары, протекает достаточно интенсивно. Самовозобновление покрытий, получающих неизбежные повреждения из-за наличия неблагоприятных воздействий на зоны контакта разного рода физических факторов, никоим образом не обеспечивается.
Все перечисленное выше определяет ограниченную сферу возможностей применения этого известного технического решения и не обеспечивает наличие длительного эксплуатационного ресурса у оборудования, в котором оно все же используется.
Известны также способы повышения срока эксплуатации пар трения за счет применения в образующихся между последними зазорах специальных смазочных композиций - трибосоставов.
Указанные трибосоставы обеспечивают формирование с помощью входящих в их состав активных компонентов под действием возникающих химических трибореакций особого слоя (так называемого «третьего тела»). Для его получения в состав, применяемый для обработки элементов пар, вводятся компоненты из алюминия и кремния, соединенные связями из кислорода (см. статью «Описание действия присадок «Супротек»», http//www.suprotec.ru/index/php2.id=2). Однако влияние этих присадок на протекание процессов износа может быть выявлено только при условии наличия в паре трения еще одной составляющей - обязательно присутствующего в зоне контакта образующих ее элементов слоя смазки. Без привлечения последней, вводя в межэлементный зазор пары одну лишь эту присадку, оказать положительное влияние на повышение износостойкости вряд ли окажется возможным.
Следует отметить еще и то, что составляющие «третье тело» в известном техническом решении активные компоненты, предотвращающие интенсивный износ элементов пары в контактной зоне по мере увеличения срока ее эксплуатации, склонны к разрушению. Вследствие этого их концентрация в его объеме в конечном итоге стремится к значениям, близким к нулю. То есть рано или поздно составляющие фрикционную пару элементы, в силу наличия действия указанного выше фактора, попадают в зону «катастрофического износа».
Условия, позволяющие довести падающую концентрацию активных компонентов в объеме «третьего тела» до заданных технологией пределов, в известном техническом решении не обеспечены. Увеличить ресурс, гарантирующий сохранность трущихся элементов, выше определенных пределов, оказывается практически невозможным.
Указанную выше негативную ситуацию попытались исправить в другом известном техническом решении с помощью применения дополнительного физического воздействия на входящие в состав «третьего тела» активные компоненты, которые на протяжении всего временного цикла совершаемой в паре работы подвергаются облучению с помощью акустических волн. Эти волны генерирует установленный на входящем в фрикционную пару элементе (вале) пьезоэлектрический генератор. При подаче электрического питания на генератор возникают высокочастотные колебания, которые передаются к телу детали, а от поверхности последней - и к объему «третьего тела». Попадая в составляющие его слои, акустические волны взаимодействуют с входящими в них компонентами и активируют последние.
Распад участвующих в формировании промежуточного третьего тела в трущейся паре составляющих, таким образом, замедляется. Следовательно, применяя дополнительный источник физической активации входящих в состав «третьего тела» компонентов, можно до некоторой степени обеспечить продление срока эксплуатации составляющих фрикционную пару элементов за счет снижения степени их износа в зоне контакта. (Макушок Е.М. «Самоорганизация деформационных процессов». «Наука и техника» Минск, 1991, стр.162-167 - далее прототип.)
Однако даже в этом случае невозможно обеспечить поддержание оптимальной концентрации активных компонентов в искусственно созданном в зоне контакта объеме «третьего тела» на протяжении достаточно длительного цикла его работы. Даже находящиеся в специально поддерживаемом возбужденном состоянии активные составляющие смазывающего контактирующие поверхности «третьего тела» неминуемо разрушаются, а приток извне на смену «вышедшим из строя» новых порций подобных веществ никоим образом не организован.
Облучение генерируемыми акустическими волнами контактной зоны пары осуществляется непрерывно, как бы «вслепую», и не основывается на данных, характеризующих каким-либо образом физическое состояние этих трущихся элементов в зоне фрикционного контакта.
Так же, как и в разобранном ранее случае создание уменьшающего износ поверхности элементов пары искусственного «третьего тела» невозможно обеспечить без использования непрерывно подаваемого к нему объема жидкой смазки с соответствующими присадками.
Исходя из всего изложенного, можно прийти к выводу, что при применении и этого технического решения невозможно обеспечить значительное уменьшение степени износа участвующих в работе пар трения составляющих их элементов, особенно в отсутствие факта наличия подачи к последним специально используемой для этого смазки и входящих в ее состав антифрикционных присадок.
Как и в других разобранных ранее случаях, трущаяся пара использует предварительно обработанные еще до сборки составляющие элементы и закладываемую или принудительно подаваемую в контактный зазор смазку. И в том, и в другом случае отработанные объемы этого смазывающего материала в процессе эксплуатации заменяют на «свежие». Это неизбежно увеличивает необходимые на обслуживание узла затраты.
Целью изобретения является повышение износостойкости элементов пар трения, а также создание комплекса условий, позволяющих обеспечить их стабильную и длительную работу без применения подачи к поверхности последних смазочных материалов и специальных присадок.
Достижение указанных целей обеспечивается за счет использования ряда дополнительных особенностей в выполнении предлагаемого способа формирования пар трения, а также конструкции используемого для осуществления этого способа устройства. Т.е. достижение указанных выше результатов становится возможным за счет того, что сборку элементов трущейся пары в единый узел производят с формированием в полученном при этом зазоре смазочного слоя. Этот смазочный слой способен осуществлять функции «третьего тела» в процессе перемещения относительно друг друга поверхностей, составляющих эту пару.
При использовании предлагаемого способа к вращающемуся в процессе работы узла смазывающему «третьему телу» прикладывают дополнительное физическое воздействие от внешнего, генерирующего его источника. Указанное физическое воздействие применяется для активации входящих в «третье тело» его составных компонентов.
Новым в способе является то, что физическое воздействие на возникшее в зазоре между элементами пары «третье тело» осуществляется в моменты времени, когда на графике, непрерывно снимаемом в процессе работы пары и характеризующем состояние поверхностей каждого из ее элементов (т.е. функции разницы напряжений ΔU от времени t, получаемой с помощью измерительного датчика), вторая производная равна нулю
Прекращение же этого физического воздействия производится в случае выявления фактов повторения указанного результата по истечении промежутка времени, соответствующего необходимому для выполнения обработки, - 0,25-0,42 часа.
В качестве используемого для активации возникшего в зазоре этой пары «третьего тела» физического воздействия в указанный момент времени применяется переменное вращающееся магнитное поле. Подача его осуществляется через тело одного из составляющих пару элементов при значениях напряженностях такого поля в 1×102-1×104 а·м, диапазоне его частоты 40-70 Гц. Тело, подающее переменное магнитное поле в зону контакта элементов, выполняет при этом функции замыкающего соединительного звена в контуре, осуществляющем генерации такого магнитного потока. Один или оба составляющих фрикционную пару элементов выполняются из материалов, обладающих ферромагнитными свойствами, и перед сборкой в узел проходят дополнительную обработку путем осуществления деформации контактирующей в процессе работы поверхности при одновременном наложении переменного вращающегося магнитного поля с напряженностью l×104-1×106 а·м и частотой 40-70 Гц, опять же при условии выполнения этими элементами функций замыкающего соединительного звена для магнитного потока генерируемого контуром, используемым при обработке.
Предложенный способ реализуется при помощи устройства, которое состоит из элементов, образующих при сборке пару трения, и установленного на одном из этих элементов генератора полевого физического воздействия, подаваемого к «третьему телу», возникающему в зазоре фрикционной пары трения, и внешнего источника питания, обеспечивающего работу этого генератора.
Новым в устройстве является то, что на одном из составляющих пару элементов монтируется измерительный датчик, отслеживающий изменение характеризующих состояние контактного слоя параметров в процессе его работы: ΔU - разность напряжений между величиной опорного и измеренного в зоне трения электрических сигналов, и этот датчик подсоединен к обеспечивающему усиление, обработку, дифференцирование и выработку соответствующих команд внешнему системному управляющему блоку, а генератор полевого воздействия изготовлен в виде замкнутого магнитного контура, состоящего из соединенных между собой наборов пластин, выполненных из магнитопроводящего материала, например из трансформаторного железа, в теле которых размещены обмотки-катушки, имеющие электрическую связь с какой-либо одной фазой внешнего трехфазного источника подачи переменного тока. Включение и выключение этого источника осуществляется в соответствии с получаемыми от внешнего системного управляющего блока командами, и один из входящих в контур набор пластин имеет сквозной паз. В нем производится размещение тела составляющего фрикционную пару элемента, выполняющего в контуре функцию соединительного звена, замыкающего генерируемый магнитный поток.
За счет введения в способ и устройство перечисленных выше особенностей их исполнения достигаются следующие изменения в характере протекания процесса износа контактных поверхностей в элементах, составляющих пару трения. Ее формирование осуществляется в два этапа.
На первоначальном этапе один или оба составляющих эту пару элементов, еще до осуществления сборки в единый узел, проходят предварительную обработку. Целью ее является получение на вступающих в контакт поверхностях этих элементов многослойной структуры, сформированной с использованием образующих сами тела составных компонентов (Fe, C, атомы легирующих и технологических примесей). Формирование такой многослойной поверхностной структуры на этом этапе проводится с помощью операции деформирования наружных слоев обрабатываемого элемента, выполняемой накатным инструментом. При ее проведении на зону обработки накладывается переменное вращающееся магнитное поле напряженность 1×104-1×106 а·м и частотой 40-70 Гц. Для получения этого эффекта обрабатываемые элементы 1, 2 вставляются в выполненный в контуре магнитного генератора сквозной паз B - фиг.4, фиг.5, а к их поверхности, выполняющей роль контактной зоны в паре трения, подводится конец накатника 9. Затем производится подача питания к генератору от соответствующих фаз внешнего источника питания к его обмоткам-катушкам 8. При подключении последних в наборах пластин контура 7 генерируется магнитный поток, который проходит через сквозной паз В, выполненном в одном из них. Поток замыкает половины генератора через тело обрабатываемых в нем элементов 1 или 2. Таким образом, непосредственно в зоне деформации, осуществляемой накатным инструментом 9, генерируется переменное магнитное поле высокой напряженности (1×104-1×106 а·м). Так как питание на обмотки катушки 8 подается от разных фаз, то и возникающие в них потоки имеют соответствующие фазовые сдвиги.
Сформированный последними суммарный магнитный поток вследствие указанной особенности его получения может быть представлен в виде результирующего вектора, меняющего свое пространственное положение, а также и амплитуду. Передвигаясь по поверхности элементов 1 или 2 с помощью специального приспособления, конец накатника 9, размещенный в зоне воздействия вращающегося переменного магнитного поля, формирует там измененные относительно исходной, фазовые слоистые структуры (см. фиг.3). Для обеспечения возможности их получения по всей подлежащей обработке поверхности элемента 1 или 2, применяемые для перемещения контура приспособления, имеют кинематическую связь с приводами вращательного и возвратно-поступательного движения. (На чертеже не показаны.) Сформированные на этом этапе новые фазовые структуры равномерно распределяются за счет этого по всей поверхности элементов 1, 2, используемых в дальнейшем для получения пары трения. Под воздействием указанных технологических факторов в теле обрабатываемого элемента интенсивно протекают процессы перемещения кристаллических дислокаций из его ядра на периферию. Совместно с таким переносом осуществляется также вынос оттуда атомов углерода С и других примесей как металлических Cr, Ni, так и неметаллических S, Р, N. Выходя в наружные слои и попадая под влияние мощного энергетического потока, эти компоненты обеспечивают формирование новых фазовых структур, обладающих минимально возможной внутренней энергией из всего возможного набора вариантов.
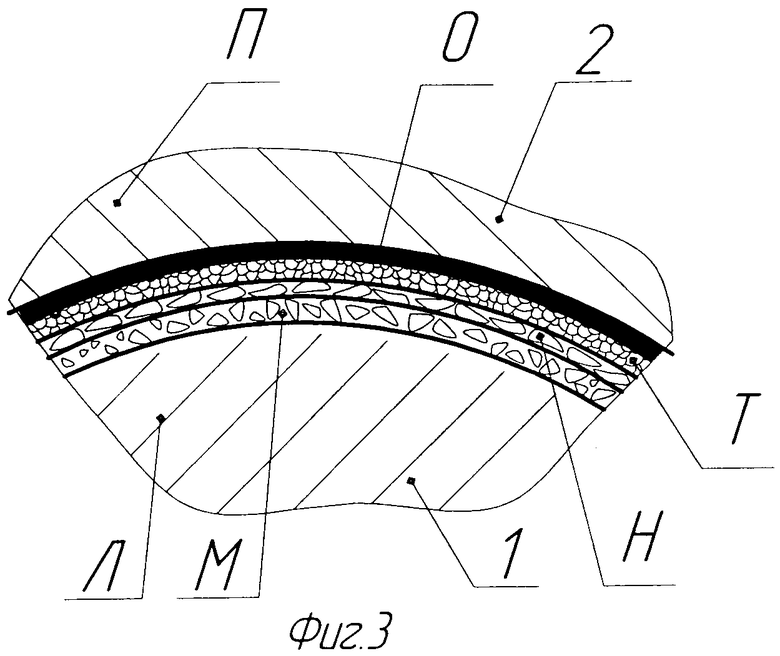
Выполнение этого условия обуславливает появление на поверхности предварительно обработанных элементов пары следующих новых прослоек (см. фиг.3):
Л - внутреннее ядро элемента 1, частично очищенное от дислокаций, углерода и других, ранее присутствующих в ней примесей;
М - упрочненная фазовая структура, состоящая либо из возникших в наружном слое зерен цементита, либо из смеси зерен цементита и мартенсита, толщина 1,2-8 мм;
Н - пластифицируемый слой, имеющий строение, напоминающее пчелиные соты и содержащий карбиды металлов, толщина его 0,1-0,3 мм;
Т - слой аморфного железа и неметаллических примесей, толщина 0,3-0,8 мм;
О - обозначен слой, граничащий с аморфной фазой и участвующий в процессе трения прослойки, принадлежащей второму элементу пары трения;
П - основная масса материала, входящего во второй элемент пары трения.
После формирования указанных выше слоистых структур на каком-либо одном элементе пары трения или на обоих (в случае, если пары трения выполнена с применением содержащих только железо составных элементов), может производиться окончательная сборка самой фрикционной пары.
Если один из ее элементов, как правило, подшипниковая втулка 2 (см. фиг.1), выполнен из меди или ее сплавов (бронза, латунь), то он может успешно использоваться в ней и без выполнения каких-либо дополнительных предварительных операций по модифицированию составляющих его структур. В случае же использования чугуна или стали такая обработка осуществляется обязательно. Примерная схема ее выполнения для детали 2 приводится на фиг.4. Обработки вала 1 иллюстрируется на фиг.5. После получения на поверхности элементов 1, 2 модифицированных слоев проводится их сборка, обеспечивающая непосредственное получение используемой по прямому назначению пары трения. На протяжении уже второго этапа, после прохождения периода «обкатки», непосредственно в зоне контакта элементов 1 и 2, формируется так называемое третье тело, обеспечивающее скольжение поверхностей этой пары без протекания их износа. Третье тело в основном формируется на базе вовлечения в процесс трения пластифицированных слоев Н, Т.
Наличие такого составного «третьего тела» и обеспечивает безусловную ликвидацию возможного протекания электроконтактного пробоя через толщу его слоя, сформированного между гребешками имеющихся на поверхности элементов микронеровностей. Его присутствие предотвращает также вероятность появления процессов, приводящих к возникновению диффузионной сварки в зоне таких «микроконтактов», а также попадание в эти же зоны атомов водорода. Таким образом, по окончании режима «обкатки» (участок ∈ функции ΔU=f(t) - период времени t1, точка k - см. фиг.2), в итоге завершение которого между элементами трущейся пары создается стабильно сохраняющее свою конфигурацию и состав «третье тело», дальнейшая работа элементов протекает в достаточно мягких условиях (участок функции ΔU=f(t), обозначенный буквой Ж - см. фиг.2).
В этот временной интервал заметный износ контактирующих поверхностей благодаря наличию «третьего тела» как бы и вообще не наблюдается; а возникающие неблагоприятные сопутствующие процессу трения факторы блокируются воздействием входящих в это «третье тело» составляющих его активных компонентов.
Необходимость применения дополнительных смазочных материалов и присадок, используемых обычно для введения в зазор между вступающими в контакт поверхностями элементов фрикционной пары, при этом полностью исключается.
Процесс трения протекает в оптимальных для составной конструкции условиях благодаря использованию в применяемом узле собственных внутренних ресурсов, созданных путем осуществления предварительной обработки входящих в него элементов. По истечению определенного количества циклов, совершаемых взаимно вращающимися элементами пары (3×104-3,6×104 циклов); в «третьем теле» происходит неизбежное истощение составляющих его активных компонентов (частиц аморфного железа; дислокаций в пластифицированном слое; зерен неметаллических включений и т.д.). Этому периоду времени t2 соответствует точка l - см. фиг.2. Участок непрерывно замеряемой функции ΔU в силу изменения физических условий в зоне самого контакта вынужденно совершает резкое изменение своего первоначального очертания - участок Ж, и переходит в круто поднятую вверх новую кривую. Т.е. на участке снимаемой измерительным датчиком функции появляется точка перегиба - в данном случае участок Ж совершает попытку резкого изменения своей конфигурации в точке l - (см. фиг.2). Определение точного момента ее появления осуществит внешний управляющий системный блок, производящий непрерывную обработку и дифференцирование функции поступающего от измерительного датчика сигнала (сначала получающего первую производную, а потом вычисляющего и вторую). При получении в процессе совершения таких расчетов значения функции

внешний системный блок выдает команду на включение используемого для наведения на тело входящего в пару трения элемента магнитного потока с помощью его генератора. Последний смонтирован в узле таким образом, что обеспечивает подачу генерируемого в нем переменного магнитного поля через имеющиеся в месте его установки монтажные зазоры к объему облучаемого с его помощью элемента. Так как тот выполнен из ферромагнитного материала, в нем начинают осуществляться процессы перемещения дислокаций, атомов углерода, примесей металлов по направлению от центра элемента к его периферии, т.е. от ядра к поверхностным слоям этой используемой в узле детали.
Необходимым условием для создания возможности протекания указанных выше процессов и является требование по применению в паре хотя бы одного составляющего элемента, выполненного из материала, обладающего ферромагнитными свойствами (большой перечень из числа широко применимых конструкционных сталей). В противном случае, при отсутствии в ее составе ферромагнетиков, облучение переменным магнитным полем появления нужных эффектов попросту бы не обеспечило, и нужные прослойки в поверхностных слоях никоим образом не были бы созданы. При наличии в паре хотя бы одного из элементов, изготовленного из материала с ферромагнитными свойствами, требуемый положительный эффект достигается без особых усилий.
Таким образом, обеспечив выполнение указанного выше условия, можно восполнить создавшийся в слоях Н, Т (см. фиг.3) количественный дефицит их составляющих соединений из-за неизбежно возникающих в процессе трения потерь. В последующем накопленные в этих слоях соединения позволяют осуществить отправку сформированных с их участием активных компонентов непосредственно в само «третье тело».
Последнее опять приобретает свои первоначальные свойства, количественный и качественный состав его полностью восстанавливается.
Дальнейшая работа элементов пары трения снова протекает в «комфортных условиях», обеспечиваемых участием в протекающих процессах вновь подведенных в контактные зоны из тела элементов пары микрообъемов используемых в «третьем теле» соединений. Все эти изменения вновь фиксируются измерительным датчиком ΔU. Полученная с его помощью непрерывно отслеживаемая функциональная зависимость, обрабатывается внешним управляющим системным блоком. При формировании в момент времени t2 соответствующего перегиба на участке кривой (см. точку m - фиг.2) - т.е. опять же при значении второй производной  управляющий системный блок подает команду на отключение магнитного генератора. Получаемая кривая, отображающая функцию ΔU=f(t), вновь переходит в спокойную зону, обозначенную на графике линией И (см. фиг.2). Включение магнитного генератора осуществляется непосредственно в процессе работы элементов пары 1, 2, без проведения остановки использующего эту пару механизма. Необходимый для восстановления свойств «третьего тела» промежуток времени составляет 0,25-0,42 часа - отрезок l-m, n-е. Напряженность переменного магнитного поля в зоне обработки составляет 1×102-1×104 а·м, частота его - 40-70 Гц. Ориентиром, обеспечивающим целенаправленную подачу необходимых для восстановления антифрикционных свойств ранее сформированного «третьего тела» структур, является наличие в зоне взаимного сопряжения элементов пары контактных нагрузок. Действие последних обуславливает неизбежное появление в прилегающих к ним слоям поверхности деформационных искажений составляющих их кристаллических решеток. Эти зоны и выполняют функцию «маяков», направляющих возникающие при облучении переменным магнитным полем потоки составных структур в эту зону взаимного контактного воздействия. Т.е. перемещение активных компонентов производится не как угодно, организуется в нужное время, а сами потоки направляются исключительно в рабочую зону. С учетом того, что микрообъем формируемого в зоне контакта третьего тела значительно меньше макрообъема тела своего «донора», то пополнение его активными компонентами оттуда может протекать безгранично долгий промежуток времени. Т.е. такую пару можно условно принимать как «безызносную». Выход ее из строя будет определяться в этом случае не степенью износа поверхности участвующих в работе пары составных элементов, а пределом механической прочности материала, из которого эти детали изготовлены (предел циклической усталостной прочности на кручения или изгиб). Хотя следует отметить, что и эти предельные характеристики улучшаются в 3-6 раз за счет осуществления перетока содержащихся в теле облучаемого элемента дислокацией и атомов примесей из ядра детали к ее периферии (возникает «вязкая сердцевина»). Создающийся при осуществлении первоначальной стадии подготовки изделий к сборке упрочненный слой М (см. фиг.3) состоит из зерен цементита или смеси их с зернами мартенсита. Он имеет достаточно заметную глубину (1,2÷8 мм в зависимости от диаметра детали и марки стали), а также высокую твердость HRC 60-72 ед. По свойствам он идентичен тем, которые формируется с использованием традиционных методов термической обработки, таких, например, как закалка с отпуском.
управляющий системный блок подает команду на отключение магнитного генератора. Получаемая кривая, отображающая функцию ΔU=f(t), вновь переходит в спокойную зону, обозначенную на графике линией И (см. фиг.2). Включение магнитного генератора осуществляется непосредственно в процессе работы элементов пары 1, 2, без проведения остановки использующего эту пару механизма. Необходимый для восстановления свойств «третьего тела» промежуток времени составляет 0,25-0,42 часа - отрезок l-m, n-е. Напряженность переменного магнитного поля в зоне обработки составляет 1×102-1×104 а·м, частота его - 40-70 Гц. Ориентиром, обеспечивающим целенаправленную подачу необходимых для восстановления антифрикционных свойств ранее сформированного «третьего тела» структур, является наличие в зоне взаимного сопряжения элементов пары контактных нагрузок. Действие последних обуславливает неизбежное появление в прилегающих к ним слоям поверхности деформационных искажений составляющих их кристаллических решеток. Эти зоны и выполняют функцию «маяков», направляющих возникающие при облучении переменным магнитным полем потоки составных структур в эту зону взаимного контактного воздействия. Т.е. перемещение активных компонентов производится не как угодно, организуется в нужное время, а сами потоки направляются исключительно в рабочую зону. С учетом того, что микрообъем формируемого в зоне контакта третьего тела значительно меньше макрообъема тела своего «донора», то пополнение его активными компонентами оттуда может протекать безгранично долгий промежуток времени. Т.е. такую пару можно условно принимать как «безызносную». Выход ее из строя будет определяться в этом случае не степенью износа поверхности участвующих в работе пары составных элементов, а пределом механической прочности материала, из которого эти детали изготовлены (предел циклической усталостной прочности на кручения или изгиб). Хотя следует отметить, что и эти предельные характеристики улучшаются в 3-6 раз за счет осуществления перетока содержащихся в теле облучаемого элемента дислокацией и атомов примесей из ядра детали к ее периферии (возникает «вязкая сердцевина»). Создающийся при осуществлении первоначальной стадии подготовки изделий к сборке упрочненный слой М (см. фиг.3) состоит из зерен цементита или смеси их с зернами мартенсита. Он имеет достаточно заметную глубину (1,2÷8 мм в зависимости от диаметра детали и марки стали), а также высокую твердость HRC 60-72 ед. По свойствам он идентичен тем, которые формируется с использованием традиционных методов термической обработки, таких, например, как закалка с отпуском.
В отличие от них, указанный слой может быть получен и на чугуне, что известные технологии термической обработки обеспечить не в состоянии.
Наличие в элементе слоя М, обладающего высокой твердостью, также оказывает положительное влияние на увеличение срока эксплуатации сформированной с помощью предлагаемого способа пары трения.
В процессе дальнейшей работы пары трения ситуация с обеднением объема третьего тела Т периодически повторяется (см. точки n и е в конце участка И функции ΔU=f(t), на фиг.2 по истечении промежутка времени t3), и указанные выше процессы облучения повторяются заново до получения требуемых положительных результатов (переход очередной кривой графика функции на участок К), и так до бесконечности.
Данные, позволяющие проводить непрерывное отслеживание за характером протекающих в зоне контакта пары трения процессов, т.е. изменение ΔU=f(t), обеспечиваются съемом показаний бесконтактного вихретокового датчика 4 (фиг.2), установленного на каком-либо свободном участке поверхности одного из входящих в пару трения элементов (1 или 2).
Благодаря достаточно высокой электро- и магнитопроводимости этих деталей получаемые от датчика данные, несмотря на его относительно удаленное от зоны контакта положение, дают возможность выполнения достаточно точной оценки складывающейся в ней ситуации и обеспечивают подачу сигналов, посылка которых гарантирует своевременное осуществляемое вмешательство в нее в случае начала действия каких-либо неблагоприятных факторов.
Возможные небольшие погрешности, вызванные выбором участка установки датчика в некотором удалении от самой пары трения из элементов 1 и 2, в случае необходимости, могут быть устранены за счет использования в внешнем управляющем системном блоке, обрабатывающем измерительные сигналы, соответствующего программного обеспечения. Обработка последним полученных с измерительного датчика сигналов величин изменения ΔU позволяет, как показывает практика, осуществлять своевременную выработку команд управления на включение и выключение магнитного генератора из набора пластин 7 и обмоток-катушек 8 (см. фиг.1), обеспечивая тем самым работу элементов 1 и 2 фрикционной пары в условиях такого их износа, который не выявляется на протяжении даже длительного срока их эксплуатации. Сама эта величина - ΔU определяется, в свою очередь, величиной трех других физических параметров, изменение которых происходит все в этой же зоне фрикционного контакта. Это - удельное электрическое сопротивление Δp=f1(t), магнитное сопротивление Δµ=f2(t) и температура в зоне контакта ΔT=f3(t).
Все указанные выше физические параметры могут фиксироваться соответствующими датчиками с аналогичной передачей полученных значений на внешний обрабатывающий системный блок управления, который таким же образом выдает управляющие команды на используемый для получения магнитного поля генератор.
Параметр ΔU выбран исходя из того, что его величина однозначно определяется изменениями всех этих трех указанных выше параметров, а его фиксация может осуществляться всего лишь одним датчиком. Это обстоятельство существенно упрощает конструкцию применяемой для выполнения способа системы управления и самого узла трения. Как датчик 4, так и генератор из наборов пластин 7 и обмоток-катушек 8 устанавливаются относительно обслуживаемого элемента пары 1 или 2 с формированием соответствующих магнитных зазоров «a» или «b» (см. фиг.1). Для этого один из составляющих контур генератора наборов пластин 7 имеет сквозной паз B (см. фиг.1). Применение указанного количества катушек-обмоток 8 в количестве, равном трем, обусловлено следующими соображениями: для раскачки расположенных во внутренней части объема элемента 1 или 2 кристаллических решеток необходимо осуществление подвода к последним мощного магнитного потока, результирующий вектор которого будет с достаточно высокой периодичностью (40-70 Гц) менять свое угловое пространственное положение (за счет этого переменное магнитное поле вращается), а также и амплитуду благодаря наличию фазового сдвига у синусоид подаваемого для включения трех обмоток-катушек 8 переменного электрического тока. Последующее суммирование генерируемых отдельных потоков в наборах пластин контура 7 и удается обеспечить выполнение всех этих указанных выше условий.
Так как сам обрабатываемый элемент 1 или 2 устанавливается в выполненном в одной из составляющих контур набора пластин 7 пазу В, то созданный с учетом этих требований результирующий магнитный поток пронизывает его тело. Сам элемент 1 или 2 выполняет при этом функцию замыкающего разорванную пазом В половины контура соединительного звена. При соединении концов воздействующего на окружающие его внутренние слои металла результирующего вектора генерируемой таким образом суммарного магнитного потока будет получена фигура, близкая по конфигурации и пространственному эллипсоиду D (см. фиг.1). Наличие непрерывно производимых ударов со стороны сформированного в виде этой фигуры магнитного потока D по узлам кристаллических решеток, а также процессы перемагничивания элементарных доменных участков и обеспечивают формирование содержащих дислокации и атомы примесей потоков. Направлены последние - как указывалось ранее, от центра тела изделия к его поверхностным слоям. Т.е. к зонам, где происходит их пластическое деформирование в силу осуществляемого специально выполняемого обрабатывающего воздействия накатника, или туда, где возникают контактные нагрузки, распределенные по примыкающей поверхности осуществляющих работу в узле трения пары элементов.
Все указанные выше особенности осуществления такого процесса обеспечиваются в случае использования генератора переменного магнитного поля, в конструкцию которого входит именно указанное количество катушек-обмоток 8 - по числу фаз применяемого внешнего источника питания, - т.е. две катушки - это мало, а четыре - уже много.
Назначение используемых для создания пары технологических пределов обработки осуществляется исходя из следующих соображений: напряженность переменного магнитного поля, равная 1×104 а·м, является минимально необходимой для предварительно осуществляемого формирования у элементов пар трения поверхностных структур, способных в процессе работы создавать в зоне контакта устойчивый объем «третьего тела». При значениях больших, чем 1×106 а·м, увеличиваются необходимые затраты используемой для осуществления технологического процесса энергии, без получения при этом каких-либо дополнительных преимуществ. Аналогично, при периодически выполняемой операции по восстановлению свойств участвующего в процессе трения третьего тела применение значений напряженности переменного магнитного поля меньших, чем 1×102 а·м, не гарантируют устойчивого функционирования элементов пары. Использование же для этого переменного магнитного поля с напряженностью большей, чем 1×104 а·м, связано с излишними затратами потребляемой энергии. Относительно диапазона частот используемого поля надо отметить следующее. Как в случае выполнения предварительной обработки элементов пары трения, так и в случае облучения магнитным полем для восстановления смазывающих свойств сформировавшегося в контактной зоне «третьего тела» применение частоты меньшей, чем 40 Гц, может негативно отразиться на качестве формируемых при выполнении способа слоев и компонентов. Применение же в обоих стадиях обработки частоты, большей чем 70 Гц, тоже может отрицательно сказаться на результатах полученных в ходе осуществления как первой, так и последующих стадиях способа. Относительно временных интервалов, используемых в ходе проведения способа, надо указать, что время обработки магнитным полем для проведения восстановления характеристик «третьего тела» меньшее, чем 0,25 часа, может не обеспечить получение его необходимых эксплуатационных характеристик. Превышение же времени воздействия переменным магнитным полем до интервала большего, чем 0,42 часа, не позволяет достигнуть получение какого-либо дополнительного положительного эффекта, но в то же время требует больших затрат энергии.
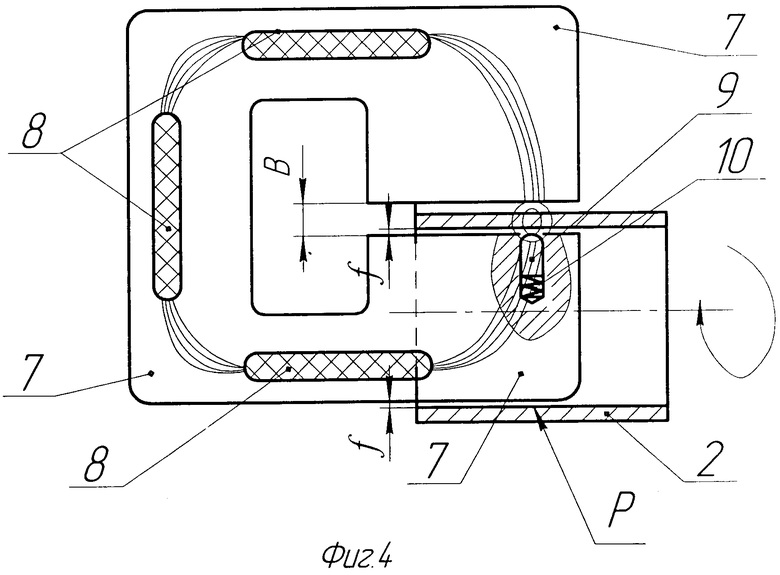
На фиг.4, 5 приводятся схемы осуществления предварительной обработки элементов пары трения - вал 1, подшипник 2. Предварительная обработка подшипника скольжения 2, в случае восполнения его из чугуна или стали, производится при перемещении головки накатника 9 по образующей его внутренней поверхности (см. фиг.4). При выполнении такого поступательного движения тело подшипника 2 вращается вокруг оси симметрии, а сам он размещается в выполненном в одной из сторон 7 применяемого для обработки магнитного контура пазу B. Буквой f обозначены возникающие при этом монтажные зазоры. Обмотки-катушки 8 при этом подключены к внешнему источнику питания и генерируют переменный магнитный поток. В процессе поступательного перемещения головки накатника 9 по участкам внутренней поверхности подшипника - тонкостенной втулки 2 формируется многослойная структура - обозначена буквой Р; которая в последующем служит основой для получения смазывающего контактные зоны в паре трения объема «третьего тела». Установленная на заднем торце накатника 9 пружина 10 регулирует усилие прижатия его передней головки к обрабатываемой поверхности, и на практике его значение составляет 70-80 кг. Накатник 9 размещается в теле выполненной для этого полости в одном из наборов пластин 7, входящего в используемый для обработки контур.
Для формирования слоя Р применяются один или два прохода генератора с деформирующим обрабатываемую поверхность приспособлением.
Обработанный указанным выше образом элемент 2 может поступать после осуществления этой операции на сборку, применяемой в каком-либо механизме фрикционной пары трения.
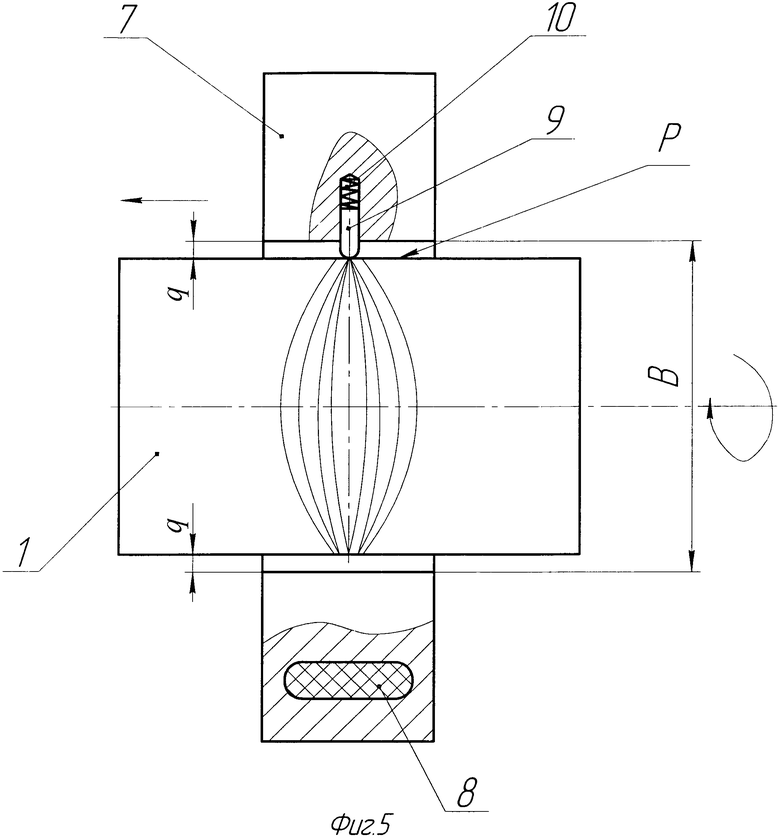
Аналогичным образом производится и обработка элемента 1 - вала (см. фиг.5), последний при этом также устанавливается в паз В обрабатывающего магнитного контура, в теле которого таким же образом, как и в предыдущем варианте, смонтирован подпружиненный накатник 9. Усилие прижатия его к обрабатываемой поверхности - те же 70-80 кг, регулируется при помощи пружины 10. Величина монтажных зазоров а выбирается исходя из условий возможности вращения тела вала 1 относительно своей продольной оси при минимально возможных потерях в зазоре g генерируемого магнитного поля.
В процессе перемещения обеспечивающего наведение интенсивного магнитного потока генератора, состоящего из наборов пластин 7 и обмоток -катушек 8 по наружной поверхности элемента 2, совершающего вращательное движение, формируется многослойная структура P. После ее получения вал 2 может быть отправлен на сборку узла пары трения. Формирование такой структуры опять же осуществляет за один или два прохода. Все указанные выше операции предварительной обработки элементов 1 или 2 производятся с применением обыкновенного металлорежущего оборудования (токарного станка). Предлагаемый способ может использоваться и в других узлах, трущиеся поверхности которых сформированы деталями, совершающими возвратно-поступательное движение, в зубчатых зацеплениях и кулачковых механизмах и т.д.
Методика получения обработанной многослойной структуры при этом не меняется; также остается неизменным и общая схема формирования безызносного узла трения.
При наличии в узле двух и более пар трения осуществляется расчленение его конструкции на эти ее составные части с оформлением каждой в соответствии с приведенной выше конструктивной схемой. В дальнейшем работа такого сложного механизма не будет иметь никаких существенных отличий по отношению к описанной ранее стандартной методики обеспечения формирования механизма, исключающего протекания износа его элементов в местах их сопряжений. После сборки элементов 1 и 2 в узел на самом первоначальном этапе производится их «обкатка» - (см. фиг.2; участок Е; отрезок времени t1 до точки К), которая занимает относительно короткий промежуток времени - 0,5-0,7 часа; и осуществляется при пониженных, относительно эксплуатационных нагрузках - в 2-3 раза меньше обычных (режим «холостого хода»). После окончания процесса формирования «третьего тела» - переход после точки К на участок Ж функции ΔU=f(t) - фиг.2; пара трения эксплуатируется в нормальных нагрузочных условиях. По мере истощения «третьего тела» в контактной зоне производится его «подпитка» уже разобранным выше образом.
Установка генерирующего переменное магнитное поле генератора, вихревого измерительного датчика разности напряжения, осуществляется на любых выбранных участках поверхности элемента, имеющего ранее сформированную многослойную структуру, удобных для проведения такого монтажа.
Далее производится пример выполнения способа в условиях промышленного производства.
ПРИМЕР: для проверки возможности применения предложенного способа использовалась пара трения, входящая в конструкции тяжело нагруженного узла механического пресса с усилием 160 тонн, марки ПКЕЕ 160. А именно вращающаяся пара: стальной вал - подшипник скольжения в приводе с помощью которого обеспечивается возвратно-поступательное движение рабочего ползуна механического пресса (центральный подшипник). Материал центрального подшипника 2 кривошипного механизма имеющего форму тонкостенной полой цилиндрической втулки - бронза марки БрОЦС-5-5-5. Материалом вала 1 являлась ст40Х; перед сборкой пары трения наружная поверхность вала обрабатывалась по схеме, приведенной на фиг.5, с помощью накатника 9 и генератора переменного магнитного поля, состоящего из набора пластин 7 и обмоток-катушек 8. Обработка осуществлялась в два прохода.
Напряженность переменного магнитного поля, замеренная в зоне непосредственного воздействия конца накатного инструмента 9 на наружные слои вала 1, составляла 1,1×105 а·м, частота переменного магнитного поля использовалась равной 50 Гц.
В результате осуществления указанных выше операций на поверхности вала 1 было сформировано многослойное покрытие Р, состоящее из основы Л, твердого упрочненного слоя М толщиной 1,5 мм из зерен цементита с твердостью HRC 70 ед., пластифицированного слоя Н; включающего структуры сотового строения из железа и карбидов легирующих примесей толщиной 0,2 мм, и также слоя аморфного железа с неметаллическими примесями Т толщиной 0,7 мм. Бронзовая втулка 2, выполняющая роль подшипника, никакой обработке не подвергалась.
Прошедший предварительную обработку вал 1 вводился в полость втулки 2, образуя пару трения.
Никаких смазок и присадок к контактирующим поверхностям элементов пары 1 и 2 не подавалось. После осуществления обработки элементов пары в режиме холостого хода в течение 0,5 часа пресс запускался в работу по обычной схеме. Через 3,0×105 циклов работы пары трения происходило включение применяемого для формирования воздействующего на вал 1 переменного магнитного поля контура. Последний был установлен таким же образом, как и показано на фиг.1. Включение осуществлялось на 0,35 часа; напряженность переменного поля составила 1,2×103 а·м при его частоте 55 Гц. Команда на включение и выключение магнитного контура поступала от внешнего управляющего системного блока, обеспечивающего обработку поступающих от датчика сигналов 4, также установленного на элементе 1.
Работа такой пары в условиях промышленного использования осуществляется без остановки на ремонт в течение 15×106 циклов. В то же время обычная пара трения, использующая смазку с присадками, обеспечивает функционирование пары трения только 0,5×106 циклов ее работы.
Эксплуатация такой пары трения продолжается и в настоящее время, теоретически вычисленный ресурс ее работы определен равным 6×107 циклов.
На представленных чертежах изображены:
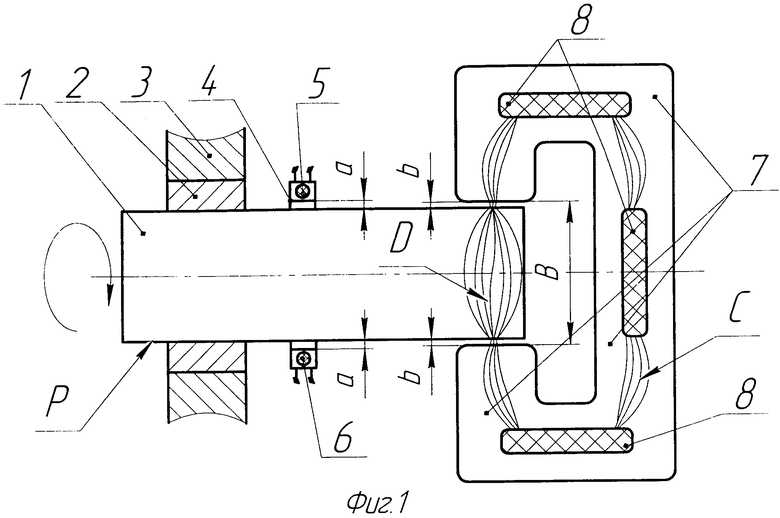
фиг.1 - схема работы пары трения, состоящей из стандартного набора применяемых для выполнения предложенного способа элементов.
Позицией 1 обозначен вал, изготовленный из материала со свойствами ферромагнетика.
Позицией 2 обозначен бронзовый подшипник скольжения.
Позицией 3 - опора, предназначенная для закрепления подшипника 2 полученного узла трения.
Позиция 4 -измерительный вихревой токовый датчик, с помощью которого осуществляется измерение изменения величины разности напряжения ΔU в зоне трения.
Позицией 5 обозначена обмотка датчика, обеспечивающая подачу базового сигнала, использованного в качестве основы для определения отклонения величины получаемого значения напряжения, замеряемого непосредственно в зоне трения.
Позицией 6 обозначена измерительная обмотка датчика, применяемая для получения значения напряжения, определяющего состояние контактирующих поверхностей на элементах 1, 2 в зоне их соприкосновения.
Позицией 7 обозначены составляющие магнитный контур наборы пластин.
Позицией 8 - используемые для генерирования переменного магнитного поля электрические обмотки-катушки.
Буквой а обозначены монтажные зазоры, возникающие в месте установки корпуса 4 измерительного токового датчика.
Буквой в - зазоры между излучающими концами магнитного контура и телом обрабатываемого в нем элемента пары 1.
Буквой В - выполненный в одном из составляющих генератор наборе пластин 7 сквозной паз, в котором осуществляется установка одного из концов облучаемого магнитным полем элементом пары.
Буквой С - генерируемый в катушке-обмотке 8 переменный магнитный поток, перетекающий по магнитопроводящим наборам пластин 7 от одной катушки-обмотки 8 к другой.
Буквой Р - создаваемый в процессе осуществления предварительной обработки и поддерживаемый включением магнитного генератора постоянный смазывающий слой.
Буквой Д обозначена зона, соответствующая очертанию фигуры, формируемой в теле элемента 1 результирующим вектором суммарного вращающегося переменного магнитного потока, полученного в процессе работы генератора.
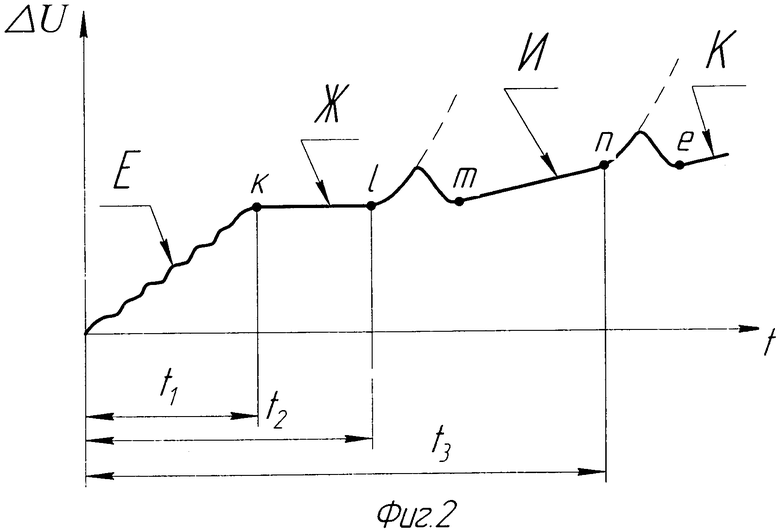
На фиг.2 приводится график изменения получаемых измерительным датчиком 4 значений напряжения ΔU, характеризующих состояние контактирующих поверхностей элементов пары трения 1 и 2.
На оси ординат отображены значения, измеренного датчиком 4 разности напряжения ΔU. На оси абсцисс - промежутки времени t, соответствующие определенным его изменениям. Буквой Е обозначен участок графиков функции, возникающий в первоначальный момент времени запуска пары трения в работу; точка k и период времени t1 - момент появления в зоне контакта устойчивого «третьего тела». Буква Ж - участок графика функции, соответствующей зоне работы элементов 1 и 2 пары в стабильном режиме. Буква l обозначает на графике функции момент времени t2, при наступлении которого работа элементов пары переходит в неустойчивое состояние. Буквой m - вывод процесса из состояния нестабильности за счет обогащения возникшего ранее «третьего тела» новыми активными компонентами, посылаемыми к нему при включении подпитывающего генератора переменного магнитного поля. Буква И - участок функции, характеризующий повторный вывод протекающих в паре трения процессов снова в стабильное, спокойное состояние. Буква n - точка начала перехода участка работы элементов пары в комфортных условиях (участок И) на режим, не определяемый как устойчивый - период времени t3. Точка e - на графике функции соответствует моменту времени, при наступлении которого осуществляется насыщение «третьего тела» активными компонентами, и создаются условия для вывода получаемой на графике изменения функции кривой на новый ее участок, характеризующий работу элементов пары в устойчивом режиме с минимально возможными потерями объема составляющих элементов на износ. Буквой К - участок графика функции ΔU=f(t), формируемый обработкой поступающих из зоны контакта сигналов измерения величины напряжения в момент начала совершения повторного перехода процессов на их поверхности в русло, которое может быть характеризовано как обеспечивающее условное отсутствие износа составляющих пару элементов.
На фиг.3 изображено поперечное сечение элементов фрикционной пары 1 и 2 с указанием сформированных там слоев, размещаемых непосредственно в зоне их контакта. Буквой Л отмечено центральное «вязкое» ядро, выполненное из ферромагнитного материала вала 1. Буква М - упрочненный слой, состоящий из зерен цементита или их смеси с зернами мартенсита. Буква Н - пластифицированный слой, имеющий структуру, напоминающую сотовую и содержащую карбиды легирующих примесей, входящих в состав исходного метала.
Буква Т - слой аморфного железа, содержащий включения перешедших в него из центральной зоны Л соединений неметаллоидов. Буква О - пограничный со слоем Т участок внутренней поверхности бронзового подшипника 2, частично изменивший свою структуру под действием создаваемого в паре трения «третьего тела». Буква П - основная часть материала, входящего в состав бронзового подшипника 2, не получившая никаких изменений в процессе работы пары трения.
На фиг.4 показана схема осуществления процесса предварительной обработки перед осуществлением сборки подшипниковой втулки 2 в случае, если составляющие ее материал - сталь или чугун.
Соответственно позицией 7 обозначены наборы пластин магнитного контура, используемого для обработки.
Позицией 8 - предназначенные для генерации переменного магнитного поля электрические обмотки - катушки.
Позиция 9 - накатник, головка которого обеспечивает деформацию поверхностных слоев обрабатываемого металла в зоне контакта с последней.
Позиция 10 - прижимающая пружина, вставляемая между торцом накатника 9 и дном установочного отверстия, выполненного в теле одного из набора пластин 7.
Буква В отмечает сквозной паз, в который заводятся обрабатываемые участки поверхности подшипника 2.
Буква f обозначает создающийся при установке в пазу В монтажный зазор между обрабатываемой поверхностью подшипника 2 и составляющими магнитный контур наборами пластин 7.
Буквой Р - формируемая на обрабатываемой поверхности многослойная смазывающая структура.
На фиг.5 приводится схема осуществления предварительной обработки вала 1, выполненного из ферромагнитного материала. Как и в предыдущем случае, позиция 7 обозначает наборы пластин, составляющие магнитный контур.
Позиция 8 - используемые для формирования переменного магнитного поля электрические обмотки-катушки.
Позиция 9 - накатник, головка которого обеспечивает генерацию необходимых для структурных изменений поверхностных слоев металла деформаций.
Позиция 10 - пружина, обеспечивающая поджатие накатника 9 к обработанной поверхности элемента 1 с заданным усилием.
Буква В обозначает сквозной паз в теле магнитного контура, в который вставляется элемент 1 в процессе проведения обработки его наружной поверхности.
Буквой g обозначены образующиеся при размещение вала в сквозном пазу В генератора монтажные зазоры.
Буква Р обозначает полученную в ходе предварительной обработки многослойную смазывающую структуру на поверхности элемента 1.
Работа устройства, обеспечивающего выполнение способа формирования пар трения, протекает следующим образом.
Прошедшие предварительную обработку в соответствии со схемами, приведенными на фиг.4 или фиг.5, элементы пары трения собирается в единый узел. При этом подшипник скольжения 2, имеющий форму тонкостенной полой втулки, запрессовывается в предусмотренное для этой цели отверстие в поддерживающей опоре 3. После этого во внутреннюю полость подшипника 2 вставляется вал 1, который сопрягается с подшипником 2 с соблюдением определенных конструкторской документацией зазоров.
После окончания монтажа элементов 1 и 2 этой фрикционной пары на любом удобном для этого участке наружной поверхности элемента 1 с зазорами а устанавливается корпус бесконтактного измерительного вихретокового датчика 4. На одну его обмоток 5 подается опорный постоянный сигнал, а с измерительной обмотки 6 снимается измененное его значение, величина которого определяется, в первую очередь, характером физических процессов, протекающих в контактной зоне, расположенной между элементами 1 и 2.
На любом другом удобном участке наружной поверхности того же элемента 1, используя имеющийся сквозной паз В, монтируется подпитывающий магнитный контур. Магнитный контур состоит из наборов образующих его пластин 7, в монтажных окнах которых размещены электрические обмотки-катушки 8. Между сторонами пластин 7 и поверхностью элемента 1 в процессе его установки формируются монтажные зазоры b. Наличие последних обеспечивает условия для беспрепятственного вращения элемента 1 пары относительно своей продольной оси в процессе его работы. Электрические обмотки катушки 8 после завершения монтажа контура указанным выше образом подключаются к соответствующим фазам внешнего источника питания переменным электрическим током. (Каждая из трех обмоток-катушек 8 - к одной из трех фаз, используемых для подачи электрического тока, на чертеже не показано.)
Подача переменного электрического тока производится с помощью входящего в состав этого источника блока регулировки, применяя который можно осуществлять изменение самих используемых его параметров, т.е. таких как сила тока, его частота. Такая регулировка, в свою очередь, обеспечивают формирование в зоне контакта трущихся элементов фрикционной пары трения соответствующую напряженность и частоту воздействующего на смазочный слой переменного магнитного поля. (Регулирующий блок на чертеже не показан.)
К обмотке 5 измерительного бесконтактного датчика 4 установленного над элементом 1, от внешнего блока питания подается напряжение, задающее величину опорного сигнала. (На чертеже не показано.)
Формирующиеся в измерительной обмотке 6 того же бесконтактного датчика 4 величина преобразованного после прохождения слоя Р сигнала поступает от нее во внешний управляющий системный блок, который производит его усиление, преобразование, дифференцирование и выработку управляющих команд на включение и выключение генератора магнитного поля. (На чертеже внешний системный блок управления не показан.)
После завершения монтажа всех входящих в устройство элементов осуществляют его нагрузку в холостом режиме (0,5-0,7 часа). Этому этапу его работы соответствует участок кривой Е графика функции ΔU=f(t) - период времени t1 до точки k (см. график 2). По его завершению, фиксируемому по появлению точки k на графике кривой, где с помощью внешнего системного блока фиксируется значение второй производной, равное 0:  пара трения может переходить к работе в штатном эксплутационном режиме. Появление на графике функции точки перегиба k означает, что «третье тело» между трущимися участками поверхности элементов 1 и 2 пары сформировано полностью.
пара трения может переходить к работе в штатном эксплутационном режиме. Появление на графике функции точки перегиба k означает, что «третье тело» между трущимися участками поверхности элементов 1 и 2 пары сформировано полностью.
Вращение вала 1 в полости подшипника 2 в этот отрезок времени благодаря наличию многослойной структуры Р и формируемого с ее помощью «третьего тела» Т протекает в стабильном режиме, без изменения их ранее полученных геометрических параметров на участках вступающей во взаимный контакт поверхности последних.
Указанной выше фазе протекания процесса соответствует участок кривой Ж - см. фиг.2. По мере продолжения работы элементов 1, 2 пары количество накопленных в объеме «третьего тела» Т (см. фиг.3 - слои Н и Т; пластифицированный и аморфный) активных компонентов постепенно истощается и в конечном итоге, по достижении определенного значения циклов выполненных ими взаимных перемещений, имеющаяся там концентрация последних достигает критического значения.
В силу наличия действия указанных обстоятельств происходит изменение условий протекания целого ряда физических процессов в зоне контакта составляющих фрикционную пару элементов. Выявляемые датчиком 4 изменения снимаемого с узла трения сигнала ΔU предупреждают о начале вступления его элементов в неблагоприятный для их совместной работы этап (см. точку l - период времени t2 на графике фиг.2).
На основании этих новых полученных с помощью его данных внешний управляющий системный блок (на чертеже не показан) после окончания процесса обработки сигнала (усиление, определение величины; дифференцирование полученной функции; определение факта соответствия значения второй производной функции нулю) вырабатывает соответствующую команду управления. При получении последней команды контроллер (на чертеже не показан) подключает электрические обмотки 8 к источнику питания. При подсоединении к соответствующим фазам последнего в них генерируется переменное магнитное поле, а следовательно, и магнитные потоки С, которые проходят по телу составляющих контур наборов пластин 7, суммируясь в них в единое целое.
Перемещаясь внутри контура, сформированный обмотками-катушками 8 магнитный поток стремится замкнуть разъединенные сквозным пазом В половинки контура. При этом он проскакивает через созданный пазом В разрыв, используя магнитное тело элемента 1 как своеобразный мостик, т.е. деталь 1 узла трения в процессе генерирования переменного магнитного поля выполняет в нем как бы функцию замыкающего соединительного звена.
Проходя через объем тела элемента 1, результирующий вектор суммарного магнитного потока совершает угловые пространственные перемещения и изменяет значения амплитуды в силу того, что для питания обмоток-катушек используется переменный трехфазный электрический ток.
Если соединить конечные точки нахождения результирующего вектора в течение фиксированного промежутка времени между собой, то полученная фигура будет по очертанию наиболее близкой к пространственному трехмерному эллипсоиду (зона D на фиг.1). Сплюстнутость возле его переднего и заднего концов определяется неизбежным наличием воздушных монтажных зазоров в, обладающих повышенным магнитным сопротивлением (величина вектора переменного магнитного потока в этих областях соответствует минимуму).
Воздействующее на тело элемента 1 в момент включения подпитывающего генератора переменное магнитное поле обуславливает появление в нем направленных от его ядра к периферийным зонам потоков, состоящих из дислокаций, атомов углерода и входящих в состав металла атомов других примесей.
Перемещаясь к зоне, где в данный момент времени присутствуют контактные нагрузки, а следовательно, к местам, где взаимодействуют вращающиеся поверхности элементов 1 и 2 фрикционной пары; указанные выше компоненты обогащают ранее сформированные предварительной обработкой структурные слои, главным образом Н и Т (см. фиг.3).
Таким образом, последние получают в ходе осуществления этой обработки свежие порции пришедших изнутри микрообъемов, включающих в себя как дислокации, так и атомы углерода, и металлические и неметаллические примеси.
Сформированное при этом между трущимися поверхностями так называемое «третье тело», состоящее преимущественно из структур, входящих в указанные выше прослойки, пополняется необходимыми активными компонентами. Такое пополнение протекает за относительно короткие промежутки времени (0,25-0,42 часа) и значения напряженности переменного магнитного поля 1×102-1×104 а·м с частотой 40-70 Гц.
По мере возвращения состава третьего тела в исходное состояние протекающие в зоне контакта поверхностей трущихся элементов пары физические процессы снова претерпевают соответствующие изменения. Данное обстоятельство снова фиксируется датчиком 4 (точка m на участке И снимаемой функции ΔU=f(t).) Процесс износа элементов 1, 2 переходит в стадию, обеспечивающую их максимально достижимую сохранность от возможных неблагоприятных воздействий возникающих в зоне трения физических факторов.
Внешний управляющий системный блок, произведя соответствующую обработку новой порции полученных от зоны трения сигналов (т.е. фиксируя, что 2-я производная в точке m равна нулю), выдает команду на проведение отключения катушек-обмоток 8 от внешнего источника питания.
Далее работа элементов 1 и 2 пары осуществляются в режиме, обеспечивающем максимально комфортные условия для этой пары трения с использованием пополненного всем необходимым объема «третьего тела».
Этот процесс протекает до момента, соответствующего новой стадии вызванного воздействием примерно таких же неблагоприятных факторов истощения последнего.
Как и в предыдущем случае, недостаток в объеме «третьего тела» активных компонентов обеспечивает появление изменений соответствующих физических параметров, фиксируемых в зоне контактов элементов 1 и 2, а следовательно, и в очертаниях снимаемой с помощью датчика 4 кривой функции ΔU=f(t) - (см. точка n - участок кривой И; время t3 - фиг.2).
Внешний системный блок, обрабатывая полученный измерительный сигнал и получив снова значение второй производной, равное нулю, сформирует команду на повторное включение подпитывающего магнитного контура.
Под воздействием генерируемого магнитного поля используемое в трущейся паре «третье тело» в соответствии с таким же механизмом перетока составляющих его структур снова пополнит запас входящих в него активных компонентов.
Процессы изменения физических параметров в зоне контакта поверхностей элементов 1 и 2 принимают все тот же характер, что фиксировалось и до этого (точка е на участке графика функции К). Опять-таки обрабатывающий сигнал внешний системный управляющий блок определит, что в точке е значение второй производной функции стало равным нулю; и можно производить отключение подпитывающего генератора от внешнего источника питания.
Таким образом, процесс функционирования условно «безызносной» пары из элементов 1 и 2 может продолжаться до бесконечности.
Включение и отключение подпитывающего магнитного генератора, осуществляемое через приблизительно равные промежутки времени, будет обеспечивать постоянное пополнение возникшего в зоне контакта деталей «третьего тела» необходимыми для его функционирования активными компонентами.
Само пополнение осуществляется только благодаря использованию имеющихся в самом материале применяемого элемента так называемых «внутренних ресурсов». Последние можно считать практически неиссякаемыми. Благодаря наличию такой постоянно присутствующей между контактными поверхностями деталей активно пополняемой прослойки их функционирование осуществляется в условиях так называемой повышенной «комфортности».
Выход из строя элементов пары будет происходить только в силу наличия причин, никак не связанных с износом от трения и с возможным изменением геометрических параметров деталей.
Реализация такого устройства на практике не требует использования каких-либо других систем, кроме вышеперечисленных, т.е. может осуществляться в отсутствие систем подачи жидкой или твердой смазок, специальных присадок и т.д.
Обеспечивающий сохранность функции формируемого в паре «третьего тела» генератор включается в работу только тогда, когда это обусловлено объективными показателями, характеризующими состояние входящих в нее элементов. Продолжительность процесса осуществляемого им облучения опять-таки задается исходя из получаемого при этом положительного эффекта - есть улучшение характеристик процессов, или оно еще не наступило. Т.е. «обработка - подпитка» проводится только «когда нужно» и «столько, сколько требуется». Не чаще и не больше необходимого для этих целей осуществляемого извне уровня вмешательства.
Введение соответствующего программного пакета во внешний системный управляющий блок может обеспечить и остановку работы пары в силу появления каких-либо нештатных ситуаций (например, попадание в зазор инородного тела). Т.е. в случае искажения однотипно получаемой на кривой функции картины ΔU=f(t) - отсутствие фиксации момента возврата участка кривой, характеризующей вывод процесса из режима аварийного «износа» опять снова в зону стабильно протекающего, внешний управляющий системный блок может вырабатывать команду, обеспечивающую отключение привода узла.
Граничный слой О (см. фиг.3) на контактной поверхности бронзового подшипника 2 формируется и поддерживается самопроизвольно; без осуществления каких-либо операций предварительной обработки. Наличие его и сохранение одних и тех же его геометрических и физических параметров в процессе работы пары трения обеспечиваются активными компонентами, входящими в «третье тело» Т. Слои основы П выполняют в подшипнике 2 роль подложки, на периферийной зоне которой и формируется с помощью этого «третьего тела» активный пограничный слой О.
В случае применения в качестве подшипника 2 аналогично обработанной втулке из чугуна или стали характер протекания процесса трения фрикционной паре остается точно таким же.
Единственная разница будет состоять только в том, что объем «третьего тела» Т будет формироваться из прослоек, принадлежащих как валу 1, так и подшипнику 2. Во всем остальном работа пары трения будет осуществляться на основе использования тех же закономерностей, которые были освещены ранее.
Учитывая все изложенное выше, можно прийти к выводам, что использование предлагаемого способа, а также применяемого при его выполнении устройства позволяют обеспечить создание узлов с максимально длительными сроками эксплуатации - условно «безысносных».
При этом в отличие от известных технических решений предлагаемое техническое решение не связано с необходимостью использования дополнительных систем, обеспечивающих подачу к работающей паре трения смазочных компонентов со специальными присадками.
Физическое полевое воздействие на работающие элементы пары в отличие от известных решений осуществляется только на базе конкретно полученных данных об их состоянии с использованием минимально возможных необходимых временных промежутков для его исполнения.
При выполнении предлагаемого способа не применяются вредные для здоровья человека и ухудшающие состояние окружающей природной среды излучения или материалы.
Его реализация в условиях промышленного производства не связана с необходимостью привлечения больших капитальных ресурсов и длительных сроков подготовки производства.
В предлагаемом способе и применяемом для его осуществления устройстве используется стандартные и хорошо апробированные в современных объектах техники материалы и конструкции.
Применение этого способа в отдельных, тяжело нагруженных основных узлах разного рода технических устройств будет способствовать существенному снижению затрат финансовых ресурсов, необходимых для выполнения их ремонта, а также эксплуатации.
Изобретение относится к области машиностроительного производства и может быть использовано для изготовления узлов и механизмов, эксплуатация которых осуществляет в условиях, максимально близких к экстремальным. Способ формирования включает сборку элементов трущейся пары в единый узел с формированием в полученном зазоре смазочного слоя, способного осуществлять функции «третьего тела». Это «тело» создается в процессе перемещения поверхностей составляющих эту пару элементов относительно друг друга. На возникающее в контактной зоне «третье тело» накладывают дополнительное полевое физическое воздействие в виде вращающегося магнитного поля, которое подается через один из элементов от внешнего источника. Воздействие проводят для активации входящих в объем «третьего тела» составных компонентов. Периодически подача воздействия к «третьему телу» осуществляется в моменты, когда на непрерывно снимаемом в процессе работы графике разности напряжений, характеризующем состояние трущихся поверхностей, вторая производная функции равна нулю. А отключение воздействия выполняют в случае выявления в процессе измерений такого же результата через заданный промежуток времени. Один или два элемента, которые выполнены из материала, обладающего ферромагнитными свойствами, перед выполнением сборки в узел проходят дополнительную обработку. Также заявлено устройство для осуществления упомянутого способа, которое состоит из элементов, образующих пару трения, на одном из которых установлен генератор полевого физического воздействия, изготовленный в виде замкнутого магнитного контура, состоящего из соединенных между собой наборов магнитопроводящих пластин, измерительного датчика, установленного на одном из элементов и отслеживающего изменения параметров. В теле этих наборов пластин установлены обмотки-катушки, имеющие электрическую связь с внешним источником. Один из наборов пластин имеет сквозной паз, в котором производится размещение элемента, который выполняет в контуре функцию замыкающего звена для генерируемого в нем магнитного потока. Технический результат: повышение износостойкости элементов пар трения, а также создание условий для их стабильной и длительной работы без применения подачи смазки и присадок к поверхности. 2 н.п. ф-лы, 5 ил.
1. Способ формирования безызносных пар трения, включающий сборку элементов трущейся пары в единый узел с формированием в полученном зазоре смазочного слоя, способного осуществлять функции "третьего тела" в процессе перемещения поверхностей составляющих эту пару элементов относительно друг друга, а также наложение на последнее дополнительного полевого физического воздействия от внешнего генерирующего его источника, проводимое для активации входящих в этот слой составных компонентов, отличающийся тем, что периодически повторяющаяся подача такого физического воздействия к возникшему в зазоре между элементами пары трения "третьему телу" осуществляется в моменты времени, когда на непрерывно снимаемом в процессе ее работы графике, характеризующем состояние трущихся поверхностей, т.е. графике функции разности напряжений, получаемой при обработке сигналов, регистрируемых в зоне контакта и поступающих от измерительного датчика ΔU=f(t), где ΔU - разность напряжений, t - время, вторая производная этой функции равна нулю  , а отключение физического воздействия выполняют в случае выявления в процессе продолжения этих непрерывных измерений параметра такого же результата через промежуток времени 0,25-0,42 ч, в качестве используемого для активации возникшего "третьего тела" в указанный момент времени физического воздействия применяется переменное вращающееся магнитное поле, подача которого выполняется через тело одного из составляющих пару элементов, при его напряженности в зоне обработки 1·104-1·106 а·м и частоте 40-70 Гц, при этом тело такого элемента выполняет функцию замыкающего соединительного звена в контуре, осуществляющем генерацию такого магнитного потока, и один или оба составляющих пару элементов выполнены из материала, обладающего ферромагнитными свойствами, и перед выполнением сборки в узел проходят дополнительную обработку путем проведения деформации контактирующей в процессе работы поверхности в условиях наложения на эту зону переменного вращающегося магнитного поля с напряженностью 1·104-1·106 а·м при частоте 40-70 Гц, опять же при условии выполнения этими элементами функций замыкающего соединительного звена для генерируемого используемым при обработке контуром магнитного потока.
, а отключение физического воздействия выполняют в случае выявления в процессе продолжения этих непрерывных измерений параметра такого же результата через промежуток времени 0,25-0,42 ч, в качестве используемого для активации возникшего "третьего тела" в указанный момент времени физического воздействия применяется переменное вращающееся магнитное поле, подача которого выполняется через тело одного из составляющих пару элементов, при его напряженности в зоне обработки 1·104-1·106 а·м и частоте 40-70 Гц, при этом тело такого элемента выполняет функцию замыкающего соединительного звена в контуре, осуществляющем генерацию такого магнитного потока, и один или оба составляющих пару элементов выполнены из материала, обладающего ферромагнитными свойствами, и перед выполнением сборки в узел проходят дополнительную обработку путем проведения деформации контактирующей в процессе работы поверхности в условиях наложения на эту зону переменного вращающегося магнитного поля с напряженностью 1·104-1·106 а·м при частоте 40-70 Гц, опять же при условии выполнения этими элементами функций замыкающего соединительного звена для генерируемого используемым при обработке контуром магнитного потока.
2. Устройство для осуществления способа формирования безызносных пар трения, состоящее из элементов, образующих при сборке пару трения, а также установленного на одном из элементов фрикционной пары генератора полевого физического воздействия, осуществляющего его подачу через тело входящего в состав пары элемента на возникшее в контактной зоне «третье тело», и внешнего источника питания, обеспечивающего работу этого генератора, отличающееся тем, что на один из составляющих пару элементов монтируется измерительный датчик, отслеживающий изменения характеризующих состояние контактного слоя параметров в процессе его работы - разности напряжений между величиной опорного и измеренного непосредственно в зоне сопряжения деталей пары сигнала ΔU=f(t), где ΔU - разность напряжений, t - время, который подсоединен к обеспечивающему усиление, обработку, дифференцирование сигнала и выработку управляющих команд внешнему управляющему системному блоку, при этом генератор полевого воздействия изготовлен в виде замкнутого магнитного контура, состоящего из соединенных между собой наборов магнитопроводящих пластин, выполненных, например, из трансформаторного железа, в теле которых размещены обмотки-катушки, имеющие электрическую связь с какой-либо одной фазой используемого для подачи переменного тока трехфазного внешнего источника питания, периодическое включение и выключение которого осуществляется в соответствии с получаемыми от внешнего управляющего системного блока командами, и один из составляющих контур наборов пластин имеет сквозной паз, в котором производится размещение тела составляющего фрикционную пару элемента, выполняющего в контуре функцию замыкающего для генерируемого в нем магнитного потока соединительного звена.
| СПОСОБ ФОРМИРОВАНИЯ АНТИФРИКЦИОННЫХ И ПРОТИВОИЗНОСНЫХ ПОКРЫТИЙ НА ТРУЩИХСЯ ПОВЕРХНОСТЯХ ЭЛЕМЕНТОВ ПАР ТРЕНИЯ | 1998 |
|
RU2139456C1 |
| СПОСОБ ФОРМИРОВАНИЯ ИЗНОСОСТОЙКОГО АНТИФРИКЦИОННОГО ПОКРЫТИЯ МЕТАЛЛИЧЕСКИХ ПОВЕРХНОСТЕЙ УЗЛОВ ТРЕНИЯ | 2006 |
|
RU2293892C1 |
| ПОДШИПНИК СКОЛЬЖЕНИЯ С МАГНИТОПОРОШКОВОЙ СИСТЕМОЙ СМАЗКИ | 2008 |
|
RU2385424C1 |
| JP 2002206535 A, 26.07.2002 | |||
| Подшипниковый узел скольжения | 1990 |
|
SU1739104A1 |

