Изобретение относится к обработке металлов давлением, а именно к устройствам для профилирования кромки полосы или ленты в рулоне, используемых при выполнении кровельных работ в индивидуальном строительстве.
Известно устройство для профилирования полос или ленты из описания к авт. свид. 1417957 "Устройство для профилирования", МПК4 В 21 D 5/08, опубликованного 20.11.86, Бюл. 31 (прототип).
Устройство содержит валы, установленные в подшипниках, размещенных в корпусах на станине станка, смонтированные с возможностью изменения расстояния между осями в вертикальном направлении, профилирующие верхние и нижние ролики, попарно закрепленные на валах, привод вращения валов и механизм осевого перемещения роликов, позволяющий изменять расстояние между роликами. Механизм осевого перемещения роликов выполнен в виде электрических задатчика и датчика, причем электрический сигнал передается на механическое устройство, которое и выполняет заданную команду. Цель изобретения - расширение технологических возможностей оборудования.
Однако описанное устройство имеет сложную электромеханическую схему, требует установки дополнительного электродвигателя, что удорожает и утяжеляет станок. Такое сложное устройство не может быть использовано в индивидуальном строительстве при выполнении кровельных работ, так как от подобных устройств требуется компактность, возможность переноса вручную, дешевизна.
Задача предлагаемого изобретения - создание компактного и простого в эксплуатации устройства с возможностью его переноса вручную, относительная дешевизна.
Поставленная задача решается за счет того, что в устройстве, содержащем валы, установленные в подшипниках, размещенных в корпусах на станине с возможностью изменения расстояния между осями в вертикальном направлении, профилирующие верхние и нижние ролики, попарно закрепленные на валах с возможностью изменения расстояния между ними и его фиксирования с помощью фиксирующего элемента, один из профилирующих роликов каждый пары имеет дополнительную наружную цилиндрическую поверхность, эксцентричную относительно оси вала, а фиксирующий элемент выполнен в виде кольца, имеющего внутреннюю цилиндрическую поверхность, эксцентричную относительно оси вала, и свободно установленного на дополнительной цилиндрической поверхности профилирующего ролика и на валу с возможностью поворота для обеспечения фиксирования профилирующего ролика от перемещения вдоль вала.
Кроме того, при изменении толщины профилируемой полосы в устройстве имеется возможность изменения расстояния между осями валов в вертикальном направлении за счет того, что корпус каждого подшипника вала верхних роликов выполнен съемным и закреплен на сменных проставках, толщина которых соответствует толщине профилируемой полосы, а подшипники валов нижних профилирующих роликов установлены в общем корпусе на станине.
Преимущества изобретения и конструктивные особенности поясняются чертежами, где:
на фиг. 1 - схематично изображен вид с торца на устройство для профилирования;
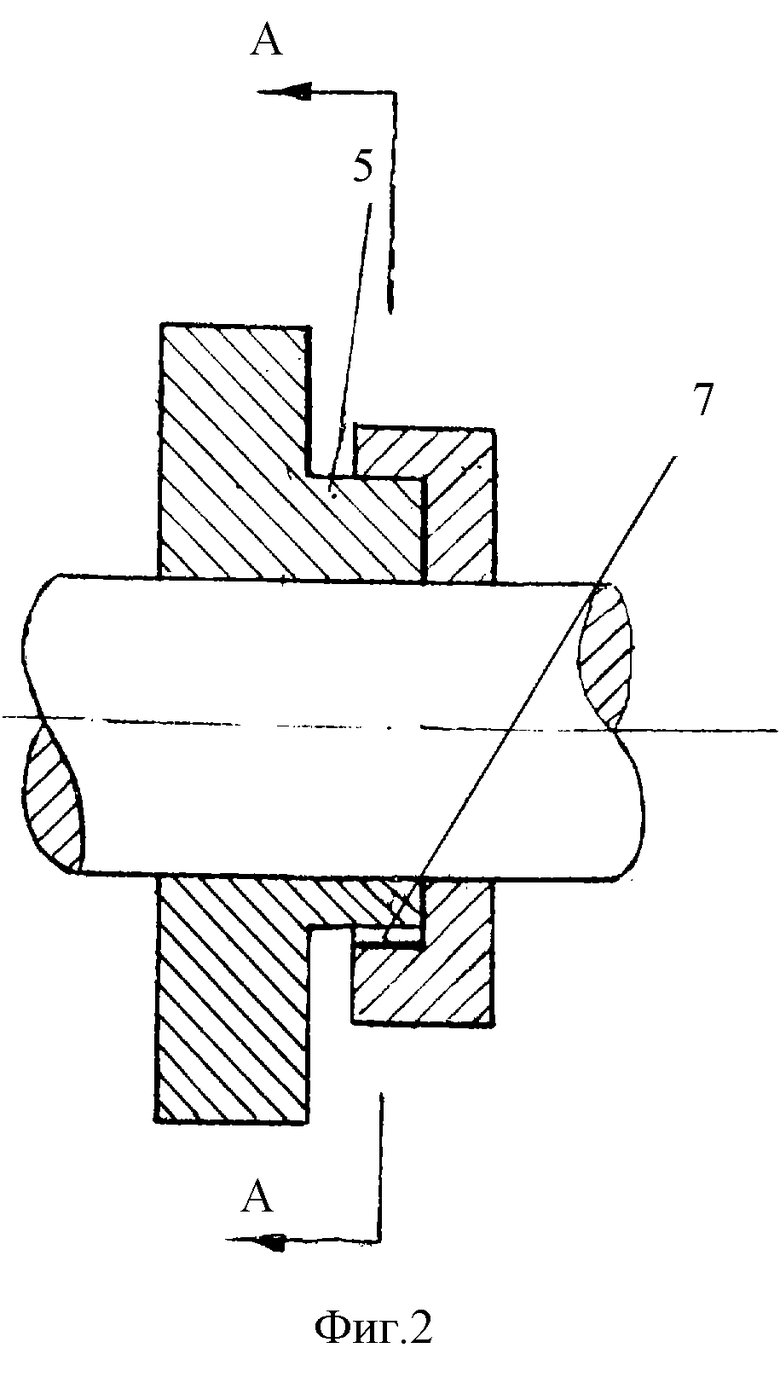
на фиг. 2 - профилирующий ролик с кольцом в сборе (масштаб увеличен);
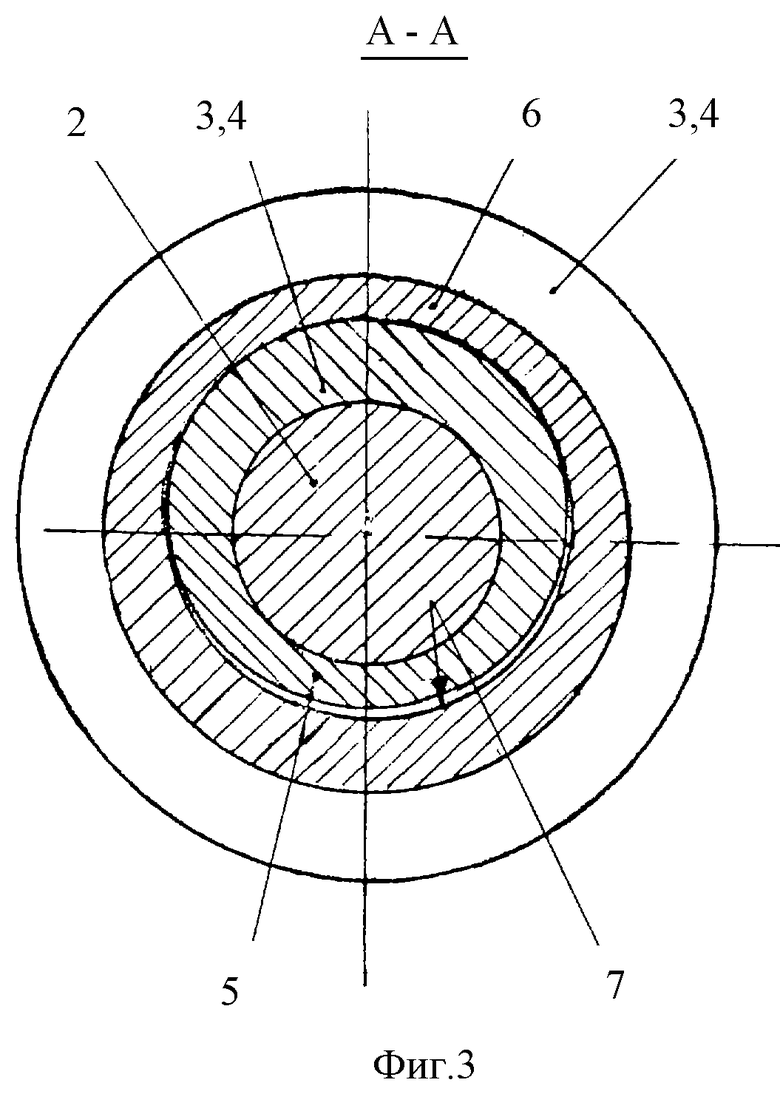
на фиг. 3 - разрез по А-А фиг. 2.
На станине 1 установлены валы 2, на которых попарно с одной и другой стороны закреплены верхние профилирующие ролики 3 и нижние 4. Один из профилирующих роликов верхних 3 и нижних 4 каждой пары (на фиг. 1 - с правой стороны станины 1) имеет дополнительную наружную цилиндрическую поверхность 5, эксцентричную относительно оси вала 2. На дополнительной цилиндрической поверхности 5 свободно установлен фиксирующий элемент, который выполнен в виде кольца 6. Кольцо 6 имеет соответственно внутреннюю цилиндрическую поверхность 7, также эксцентричную относительно оси вала 2, на котором оно свободно установлено.
Работа профилирующих роликов 3 и 4 и кольца 6 будет описана ниже. Положение профилирующих роликов 3 и 4 с кольцами 6 на валу 2 определяется шириной профилируемой полосы или ленты.
Подшипники валов 2, на которых закреплены нижние профилирующие ролики 4, установлены в общем корпусе 8, закрепленном неподвижно на станине 1, а корпуса 9 каждого подшипника вала 2, на которых закреплены верхние профилирующие ролики 3, выполнены съемными и закреплены на станине 1 на сменных проставках 10. Толщина проставок 10 соответствует толщине профилируемой полосы 11, причем комплект проставок может быть заготовлен заранее и будет соответствовать толщине полос, традиционно используемых при выполнении кровельных работ. Устройство имеет привод от электродвигателя (на чертежах не показан).
Работает устройство следующим образом.
Профилируемая полоса 11 вручную заводится между нижними профилирующими роликами 3 и верхними 4, заранее установленными попарно для профилирования полосы 11 определенной ширины. С помощью привода полоса 11 продолжает движение, получая необходимую для кровельных работ конфигурацию кромки в зависимости от расположения, числа и формы профилирующих роликов 3 и 4.
При изменении ширины профилируемой полосы 11 один из профилирующих роликов 3 и 4 в каждый паре (с правой стороны) вручную перемещается по валу 2 на необходимое расстояние и фиксируется поворотом свободно установленного на нем кольца 6. Фиксация производится за счет эксцентричности наружной дополнительной и внутренней цилиндрических поверхностей 5 и 7, при этом при повороте кольца 6 создается надежное клиновое соединение. Таким образом, устройство настраивается на профилирование полосы 11 другой ширины.
Для изменения расстояния между осями валов 2 в вертикальном направлении при изменении толщины профилируемой полосы 11 между съемными корпусами 9 и станиной 1 устанавливаются сменные проставки 10.
Описанное устройство компактно, просто в эксплуатации и обслуживании и позволяет применять его при выполнении кровельных работ с полосами разной ширины и толщины.
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО ДЛЯ ГИБКИ ПОЛОСЫ И СПОСОБ ВОЗВЕДЕНИЯ СООРУЖЕНИЯ С ЕГО ИСПОЛЬЗОВАНИЕМ | 2002 |
|
RU2225274C2 |
| УСТРОЙСТВО ДЛЯ ПРОФИЛИРОВАНИЯ И РЕЗКИ МЕТАЛЛИЧЕСКОЙ ЛЕНТЫ | 2024 |
|
RU2841538C1 |
| СПОСОБ ПРОФИЛИРОВАНИЯ ТОНКОСТЕННЫХ ПРОФИЛЕЙ ИЗ ПЛОСКИХ ЗАГОТОВОК НА ЭТАПЕ ПРЕДВАРИТЕЛЬНОГО ФОРМООБРАЗОВАНИЯ И УНИВЕРСАЛЬНОЕ УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2005 |
|
RU2300436C2 |
| СПОСОБ ХОЛОДНОГО ПРОФИЛИРОВАНИЯ ДОБОРНЫХ ЭЛЕМЕНТОВ И АВТОМАТИЧЕСКАЯ ЛИНИЯ ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2014 |
|
RU2573460C1 |
| УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ ТОНКОСТЕННЫХ ПРОФИЛЕЙ ПРОФИЛИРОВАНИЕМ ПЛОСКИХ ЗАГОТОВОК | 2005 |
|
RU2286860C2 |
| УСТРОЙСТВО ДЛЯ ПРОФИЛИРОВАНИЯ И СПОСОБ ПРОФИЛИРОВАНИЯ МАТЕРИАЛА | 2009 |
|
RU2473407C2 |
| УЗЕЛ РАБОЧЕЙ КЛЕТИ ПРОФИЛЕГИБОЧНОГО СТАНА | 2000 |
|
RU2196016C2 |
| БЕСКЛЕТЕВОЙ ЛИСТОГИБОЧНЫЙ СТАН ДЛЯ ИЗГОТОВЛЕНИЯ ГОФРИРОВАННЫХ ПРОФИЛЕЙ | 2012 |
|
RU2510301C2 |
| УСТРОЙСТВО ДЛЯ ОБРАЗОВАНИЯ СТОЯЧЕГО ФАЛЬЦЕВОГО СОЕДИНЕНИЯ | 2001 |
|
RU2178491C1 |
| Способ настройки инструмента | 1977 |
|
SU700229A1 |
Изобретение относится к обработке металлов давлением, а именно к устройствам для профилирования кромки полосы или ленты в рулоне, используемых при выполнении кровельных работ в индивидуальном строительстве. Устройство содержит валы с подшипниками, размещенные в корпусах и смонтированные с возможностью изменения расстояния между осями в вертикальном направлении, профилирующие верхние и нижние ролики, попарно закрепленные на валах с возможностью изменения расстояния между ними и его фиксирования. В устройстве один из профилирующих роликов каждой пары (с одной стороны) снабжен свободно установленным на валу кольцом, при этом профилирующий ролик имеет дополнительную наружную цилиндрическую поверхность, а кольцо - соответственно внутреннюю цилиндрическую поверхность, которые эксцентричны относительно оси вала и взаимодействуют при повороте кольца, обеспечивая фиксацию профилирующего ролика от перемещения вдоль вала. Устройство компактно, просто в эксплуатации и обслуживании и может быть применено при выполнении кровельных работ с полосами разной ширины и толщины. 1 з. п. ф-лы, 3 ил.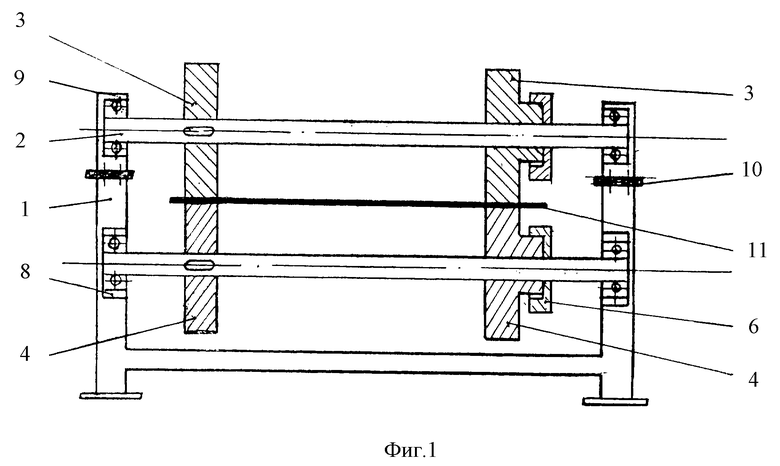
| Устройство для профилирования | 1986 |
|
SU1417957A1 |
| Валок рабочей клети профилегибочного стана | 1981 |
|
SU1009561A1 |
| US 4872331, 10.10.1989 | |||
| Устройство для измерения хода иглы форсунки | 1984 |
|
SU1222880A1 |

