Область техники
Настоящее изобретение относится к новому устройству и способу профилирования элемента с незамкнутым профилем поперечного сечения, имеющего различные типы форм поперечного сечения, такого как труба круглого сечения или труба прямоугольного сечения, из металлического рулона или полосового материала с заданной длиной, причем данным изобретением является устройство для профилирования, его колодка и способ профилирования с использованием поворотного узла, в котором цепь блоков-колодок, образованная посредством использования множества колодок, профилировочные обжимки которых содержат наружную поверхность и перемещаются по бесконечной направляющей, чтобы осуществить операцию профилирования точно такую же, как операция, получаемая посредством использования профилировочных роликов очень большого диаметра.
Уровень техники
Обычно при непрерывном процессе изготовления длинных металлических изделий, как правило, используют профилировочные ролики. Обычный процесс среди них, представленный процессом образования трубы посредством контактной сварки сопротивлением, обычно включает в себя предварительный технологический процесс перемотки металлического рулона в виде материала для подачи металлического рулона на процесс профилирования, процесс первичного профилирования, выполняемый обжимными роликами, групповыми роликами и роликами с ребристыми проходами, процесс сварки для сваривания противоположных кромочных частей полосового материала посредством, например, высокочастотной сварки, процесс калибровки для коррекции круглости и прямолинейности трубы корректирующими роликами и процесс резки для разрезания изготовленной металлической трубы по заранее установленной длине.
Способ профилирования длинных металлических изделий обычно разделяют на вышеупомянутый способ роликового профилирования и способ профилирования прессованием. При профилировании прессованием профилируемый материал по существу получает только двухмерную деформацию в сечении, так что профилируемый материал имеет меньшее чрезмерное искажение и остаточное напряжение, и при этом легко обеспечивается размерная точность изделия. Однако затраты на производственные помещения и оборудование, включающее в себя металлическую обжимку, являются высокими, производительность является низкой, а длина изделия - ограниченной. С другой стороны, при роликовом профилировании, поскольку не только затраты на производственные помещения и оборудование являются низкими, но также можно осуществлять непрерывное производство, производительность также является высокой. Кроме того, длина изделия почти не ограничена. Однако поскольку профилируемый материал получает трехмерную деформацию, зависящую от профилировочных роликов, возникают нижеописанные недостатки.
Большинство основных проблем в роликовом профилировании заключается в том, что профилировочным инструментом являются ролики в виде вращающегося элемента и радиус их вращения невозможно сделать очень большим вследствие ограниченности производственных возможностей, стоимости или подобного. Именно поэтому возникают проблемы, указанные ниже.
(1) Отличительная особенность трехмерной деформации, такой как изгиб материала вокруг роликов, состоит в том, что она является сильной. Образуется не только деформация в сечении в качестве цели профилирования, но также и различные дополнительные деформации и искажения в других направлениях. В результате, общее искажение является значительным, и состояние остаточного напряжения является сложным, что оказывает негативное влияние на размерную точность и собственное качество изделия.
(2) Поскольку разность периферийных скоростей в зоне контакта между роликами и профилируемым материалом является значительной, часто возникает проблема в связи с качеством поверхности изделия, обусловленная относительным проскальзыванием между роликами и профилируемым материалом.
(3) Поскольку зона контакта между роликами и профилируемым материалом мала по сравнению с сильной деформацией, поверхностное давление между роликами и профилируемым материалом является высоким. Вследствие суммарного эффекта высокого поверхностного давления и разности периферийных скоростей, износ роликов является значительным, и стоимость обеспечения размерной точности изделия становится высокой.
(4) Поскольку сопротивление вставке, которое профилируемый материал воспринимает от ролика, является значительным, это часто является причиной неэффективного усилия осевой подачи, и необходимая энергия для приведения в движение становится высокой.
Например, в процессе калибровки вышеупомянутого процесса непрерывного изготовления металлической трубы используют двухходовую рабочую клеть, трехходовую рабочую клеть или четырехходовую рабочую клеть, которая расположена на той же плоскости, в которой центральные оси являются вертикальными по отношению к оси трубы. При любых комбинациях данных роликов, такой проход выполнен с возможностью поддерживать по существу всю периферию наружной поверхности трубы материала.
В качестве структуры, которая обеспечивает высокий коэффициент обжатия за один проход с целью уменьшения количества профилировочных рабочих клетей в участке калибровки, предложен способ, в котором наружные диаметры противоположных правых и левых роликов четырехходовой рабочей клети выполнены меньше, чем наружные диаметры противоположных верхних и нижних роликов, и противоположные правые и левые ролики расположены в положениях выше по ходу, чем положения противоположных верхних и нижних роликов (PTL 1).
Патентная литература
[PTL 1] JP-A-2000-167620
[PTL 2] JP-A-08-187516
[PTL 3] JP-B-08-018075
[PTL 4] JP-T-2002-529252(WO00/29164)
Раскрытие изобретения
Проблемы, решаемые изобретением
При изготовлении трубы посредством контактной сварки сопротивлением, после процесса первичного профилирования, осуществляемого посредством обжимных роликов, групповых роликов и роликов с ребристыми проходами, обжатие прикладывают к трубе материала посредством противоположных роликов двухходовой рабочей клети или четырехходовой рабочей клети в процессе калибровки, для того чтобы получить изделие с высокой размерной точностью. Однако в качестве цели профилирования происходит не только сгибание и обжатие в сечении, но также создаются и накапливаются различные дополнительные деформации и искажения в других направлениях, обусловленные характеристиками роликов в качестве профилировочного инструмента, как описано выше, которые часто оказывают серьезное влияние на профилирование поперечного сечения.
Поэтому, например, в вышеупомянутом процессе калибровки, деформация упругого восстановления в сечении изделия становится очень сложной. Таким образом, вышеупомянутые проблемы, присущие профилировочным роликам, не могут быть решены, например, непросто обеспечить требуемую размерную точность изделия.
Целью настоящего изобретения является создание нового устройства для профилирования, профилировочного инструмента и способа профилирования, причем при любом из процессов профилирования материала с незамкнутым профилем поперечного сечения, трубы прямоугольного сечения и материала с отверстием в сечении, производительность обычного роликового профилирования не ухудшается и заданная операция профилирования выполняется при меньшей дополнительной деформации и искажениях, вносимых в профилируемый материал, так что можно изготовить изделие с высокой размерной точностью и высоким качеством.
Способы решения проблем
Когда автор изобретения и др. проанализировали распределение напряжения, которому подвергается профилируемый материал во время роликового профилирования, для того чтобы исследовать вышеописанные проблемы профилировочных роликов, они обнаружили, что только очень ограниченная поверхность около части (поперечного сечения материала, включающего в себя ось роликов) непосредственно под роликами приходит в контакт с профилируемым материалом и очень значительная нагрузка локально прикладывается в режиме, подобном точечному контакту или линейному контакту.
Автор изобретения и др. обнаружили, что, например, при изображении распределения напряжения для такого анализа пик очень значительного контактного напряжения образуется в некоторой части как раз перед частью, расположенной непосредственно под роликами, и пришли к выводу, что необходимо разработать новое устройство для профилирования и способ профилирования, в котором равномерное усилие действует в широкой зоне, входящей в контакт с профилируемым материалом, без генерирования пика такого напряжения.
Например, при профилировании прессованием, в котором получается простая двухмерная деформация материала, невозможно осуществить операцию непрерывного профилирования, которая является предпочтительной в роликовом профилировании. В качестве альтернативы, в способе вытяжки при помощи металлической обжимки неизбежно возникновение дефектов на поверхности изделия и сильное абразивное истирание металлической матрицы, при этом совершенно невозможно обеспечить такую же производительность, как производительность роликового профилирования.
Таким образом, как раскрыто в PTL 2, может быть использовано устройство, в котором лента используется совместно с роликами и колодками, чтобы предотвратить дефекты и прикладывать движущую силу. При этом, поскольку вставлена лента с низкой жесткостью, устройство пригодно для материала с малой толщиной, однако невозможно обеспечить такую же высокую производительность профилирования, как производительность обычного роликового профилирования.
Кроме того, как раскрыто в PTL 3 и PTL 4, может быть создано устройство, в котором множество колодок с заданными проходами соединены вместе в виде цепи и колодки выполнены в виде бесконечного комплекта профилировочных колодок, вращающихся по овальной или эллиптической бесконечной направляющей. В данном устройстве, поскольку соединяющиеся встык поверхности обоих концов полосового материала свариваются, устройство пригодно для надлежащего удерживания трубы материала, которая уже профилирована в цилиндрическую форму в предварительном технологическом процессе, однако данное устройство непригодно для различных и разных процессов профилирования или вышеописанных процессов калибровки, как в роликовом профилировании.
Автор изобретения и др. дополнительно исследовали обычный способ роликового профилирования или способ прессования с целью создания нового устройства для профилирования и способа профилирования, способного решить проблемы ролика. Таким образом, когда они проводили моделирование примеров, в которых, например, в процессе калибровки используются профилировочные ролики с диаметрами, которые в несколько десятков, несколько сотен и несколько тысяч раз больше диаметра целевой трубы, они заметили, что точки насыщения эффектов существуют при различных условиях, таких как размер профилируемого материала, однако вышеописанный пик локального контактного напряжения посредством обычного профилировочного ролика может быть значительно уменьшен.
Однако, поскольку нереально изготовить профилировочный ролик с вышеописанным очень большим диаметром, автор изобретения и др. попытались создать компактное устройство для профилирования, посредством которого могут быть получены такие же эффекты, как эффекты, получаемые при использовании профилировочного ролика с очень большим диаметром. Они обратили внимание на то, что даже в очень большом профилировочном ролике только очень ограниченная часть приходит в контакт с профилируемым материалом и исследовали структуру, которая способна реализовать очень большой профилировочный ролик.
В результате автор изобретения и др. получили знания о том, что можно создать устройство для профилирования, в котором используется цепь блоков-колодок, образованная посредством соединения вместе множества колодок, каждая содержащая обжимку с круглой криволинейной поверхностью с возможностью непрерывного перемещения по бесконечной направляющей с проходом, направленным наружу. И такой же радиус кривизны, и такая же длина дуги окружности, как радиус кривизны, и длина окружности заданной круглой дугообразной части виртуальной окружности, имеющей диаметр предполагаемого очень большого профилировочного ролика, определены для поверхности бесконечной направляющей в профилировочном блоке, которая примыкает к и перемещается синхронно с профилируемым материалом, так что цепь блоков-колодок, проходящая через поверхность бесконечной направляющей профилировочного блока, способна применять такую же операцию, как операция виртуального очень большого профилировочного ролика, к профилируемому материалу, и различные проблемы ролика могут быть решены.
Кроме того, авторы изобретения и др. выяснили, что проход колодки, образующей цепь блоков-колодок, создан круглой криволинейной поверхностью, выполненной таким образом, что образующая кривая, включающая в себя часть или всю форму поверхности целевого сечения, поворачивается вокруг центральной оси виртуальной окружности или оси, расположенной в положении рядом с центральной осью, на заданный угол, так что можно получить такие же эффекты, как эффекты, получаемые посредством выполнения операции профилирования посредством использования виртуального очень большого профилировочного ролика.
Авторы изобретения и др. выяснили, что когда вышеописанное новое устройство для профилирования используется в процессе калибровки материала до, например, целевой формы сечения, вышеописанный пик локального контактного напряжения в профилируемом материале значительно уменьшается. Кроме того, они обнаружили, что поскольку профилируемый материал может быть ограничен частью прохода в течение более длительного времени, чем обычное устройство роликового профилирования, процесс равномерной пластической обработки применяется к продольному направлению и периферийному направлению профилируемого материала, чтобы улучшить круглость и прямолинейность. Кроме того, производительность является такой же, как производительность обычного роликового профилирования, и сопротивление вставке профилируемого материала меньше, чем сопротивление вставке обычного роликового профилирования, и требуемая движущая сила уменьшается и дополняет настоящее изобретение.
Таким образом, настоящее изобретение представляет собой устройство для профилирования и способ профилирования с использованием данного устройства для профилирования, причем устройство для профилирования содержит: цепь блоков-колодок, включающую в себя множество колодок, форма поперечного сечения которых на ее наружной поверхности включает в себя часть или всю периферийную форму целевого поперечного сечения металлической полосы, профилируемой данным устройством; и один или несколько поворотных узлов, каждый из которых содержит бесконечную направляющую, по которой перемещается вышеупомянутая цепь блоков-колодок, причем колодки приходят в контакт и перемещаются синхронно с профилируемой металлической полосой в зоне профилирования в продольном направлении полосы, и участок вышеупомянутой бесконечной направляющей в вышеупомянутой зоне профилирования представляет собой дугу, имеющую требуемую длину и радиус виртуальной окружности. Устройство для профилирования и способ профилирования отличаются тем, что часть поверхности бесконечной направляющей в зоне профилирования имеет требуемую длину дуги и радиус виртуальной окружности.
Кроме того, автор изобретения и др. создали устройство для профилирования и способ профилирования, отличающиеся признаками, указанными ниже, в вышеупомянутом устройстве для профилирования и профилировании:
(a) Цепь блоков-колодок представляет собой бесконечную цепь.
(b) Смежные блоки-колодки в вышеупомянутой зоне профилирования контактируют друг с другом так, что наружные поверхности соединяются с возможностью образования непрерывной поверхности обжимки для профилирования полосы.
(c) Наружная поверхность колодки имеет криволинейную поверхность, образованную посредством вращения образующей кривой, включающей в себя часть или всю периферийную форму целевого сечения металлической полосы, профилируемой вокруг оси.
(d) Наружная поверхность колодки имеет криволинейную поверхность, образованную посредством вращения образующей кривой, включающей в себя часть или всю периферийную форму целевого поперечного сечения металлической полосы, профилируемой вокруг оси, которой является центральная ось вышеупомянутой виртуальной окружности.
(e) Поворотные узлы расположены параллельно профилируемой металлической полосе или напротив друг друга вокруг полосы.
(f) Кроме поворотного узла, один или несколько профилировочных роликов, или одна или несколько колодок, или и те и другие приходят в контакт с металлической полосой в вышеупомянутой зоне профилирования устройства профилирования.
(g) Наружная поверхность бесконечной направляющей в поворотном узле образует внутреннюю направляющую, и внутренняя поверхность бесконечной цепи блоков-колодок образует наружную направляющую, при этом вращающиеся элементы, такие как шарики или ролики, введены между упомянутыми внутренней и наружной направляющими с возможностью образования структуры шариковых или роликовых подшипников.
Кроме того, настоящим изобретением является колодка для устройства для профилирования, имеющая упомянутые конфигурации, причем наружная поверхность колодки имеет криволинейную поверхность, образованную посредством вращения образующей кривой, включающей в себя часть или всю периферийную форму целевого поперечного сечения металлической полосы, профилируемой вокруг оси.
Преимущественные эффекты изобретения
В настоящем изобретении - поскольку устройство для профилирования используется со структурой, использующей поворотный узел, выполненный с бесконечной цепью блоков-колодок, которая образована посредством соединения вместе множества колодок, каждая содержащая обжимку с круглой криволинейной поверхностью с возможностью непрерывно перемещаться по бесконечной направляющей, с проходом, направленным наружу, и такой же радиус кривизны и такая же длина, как радиус кривизны и длина заданной круглой дугообразной части виртуальной окружности, имеющей предполагаемый очень большой диаметр, заданы для поверхности бесконечной направляющей профилировочного блока, которая примыкает к профилируемому материалу, чтобы реализовать, если можно так выразиться, использование профилировочного ролика с очень большим диаметром - обеспечиваются непрерывность и высокая производительность, которые являются отличительными особенностями обычного профилировочного ролика и профилируемый материал может двухмерно деформироваться, по существу таким же образом, как при профилировании прессованием.
Поскольку устройство для профилирования и способ профилирования в соответствии с настоящим изобретением имеют вышеописанную структуру, устройство для профилирования и способ профилирования имеют следующие оперативные эффекты: (1) Дополнительное искажение вследствие трехмерной деформации, прикладываемой к профилируемому материалу, уменьшается по возможности до величины насколько возможно низкой и распределение остаточного напряжения является равномерным. (2) Относительное проскальзывание, обусловленное разностью периферийных скоростей между профилировочным инструментом и профилируемым материалом, почти не происходит.(3) Поскольку зона контакта является широкой и возникновение пика контактного напряжения при подаче профилируемого материала сдерживается, опорное давление в значительной степени уменьшается. (4) Значительно уменьшается сопротивление перемещению и значительно уменьшается движущая сила.
Следовательно, устройство для профилирования и способ профилирования в соответствии с настоящим изобретением способны существенно исправить вышеописанные недостатки в обычном роликовом профилировании и имеют перечисленные ниже оперативные эффекты. (1) В значительной степени улучшаются размерная точность, качество поверхности и собственное качество изделия. (2) Увеличиваются пределы профилирования (отношение толщины к наружному диаметру профилируемого материала). (3) Уменьшается стоимость и значительно удлиняется срок службы профилировочного инструмента. (4) Может быть изготовлено энергосберегающее изделие.
Краткое описание чертежей
Фиг.1А представляет собой пояснительный вид, в косоугольной проекции изображающий вариант выполнения устройства для профилирования, в конфигурации, фиксирующей профилируемую трубу материала сверху и снизу, если смотреть в направлении перемещения трубы материала спереди назад в соответствии с данным видом.
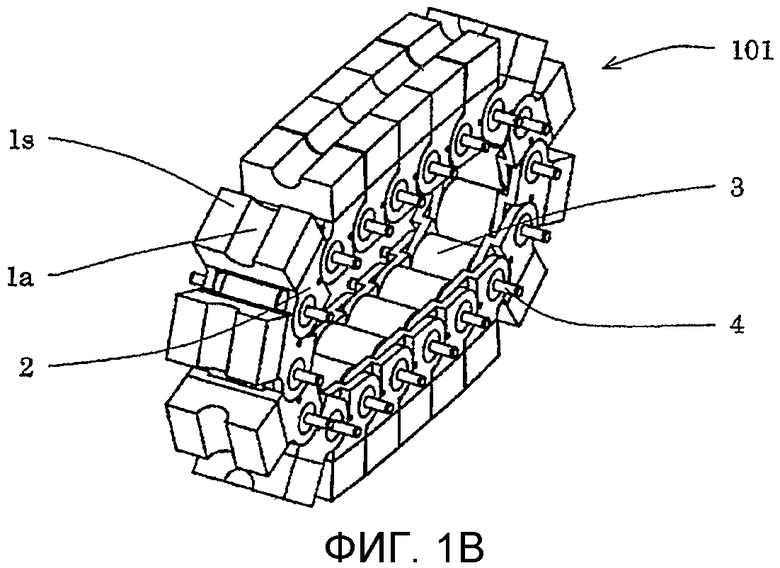
Фиг.1 В представляет собой пояснительный вид в косоугольной проекции бесконечной цепи блоков-колодок устройства для профилирования.
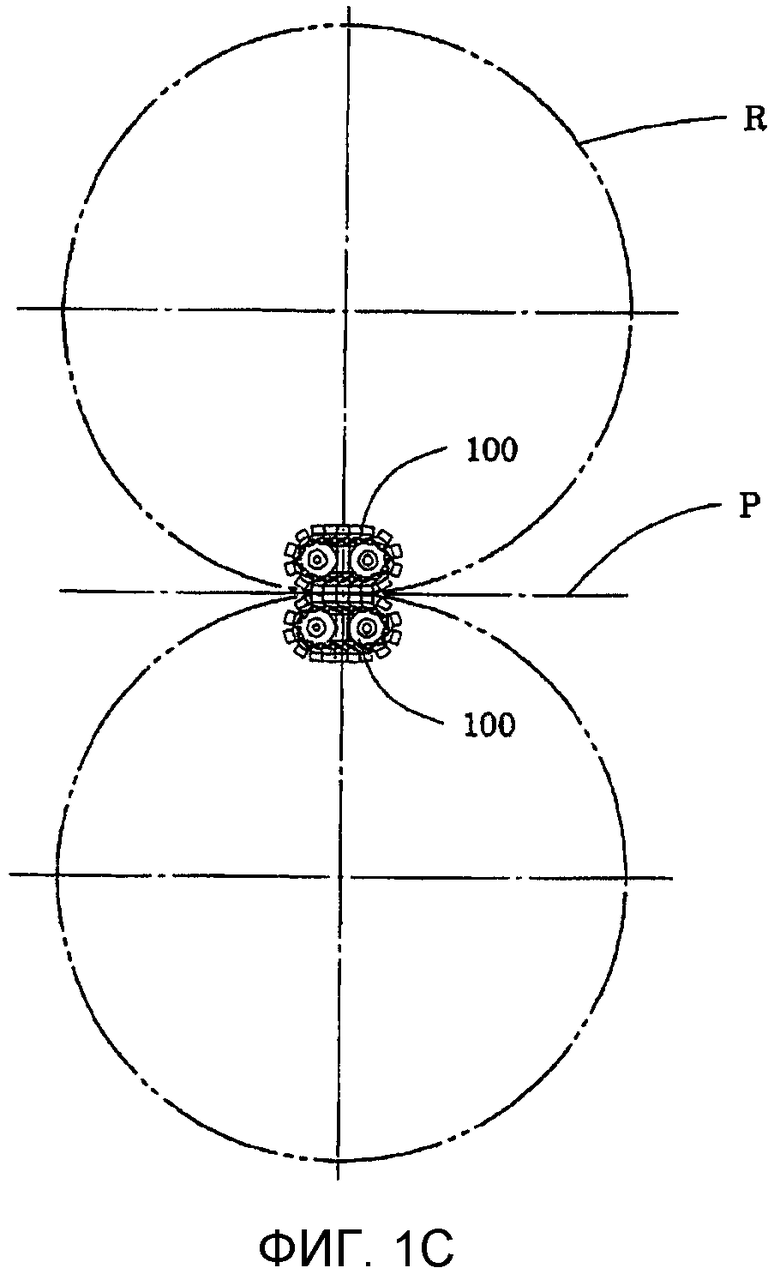
Фиг.1C представляет собой концептуальный пояснительный вид, показывающий соотношение между устройством для профилирования, показанным на фиг.1А, и виртуальными очень большими профилировочными роликами.
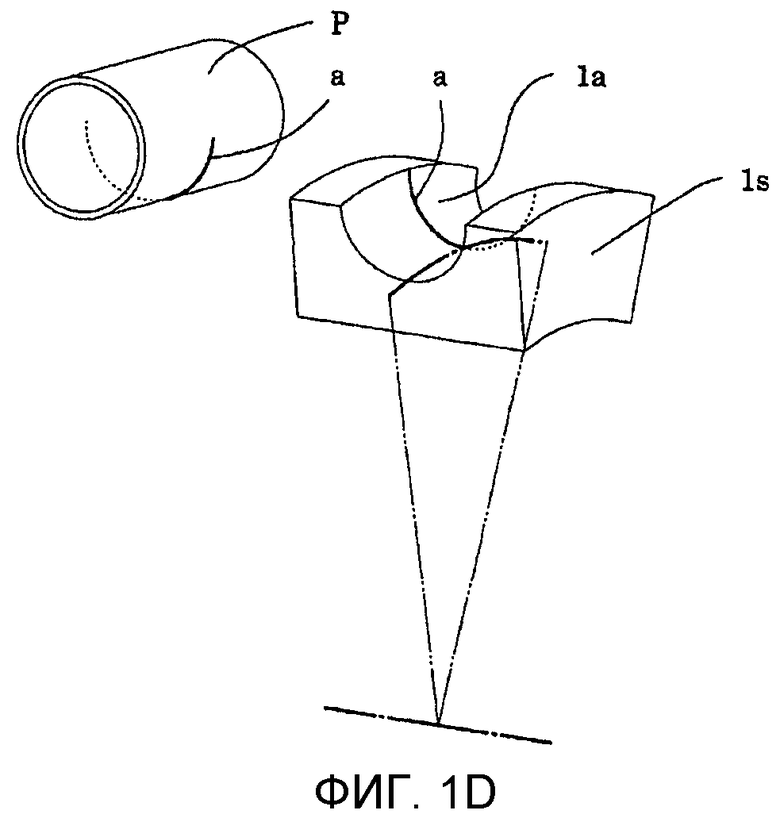
Фиг.1D представляет собой концептуальный пояснительный вид прохода колодки.
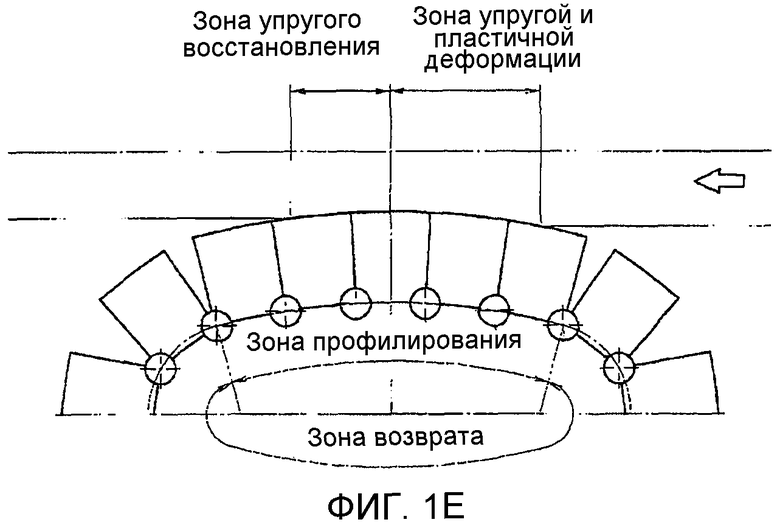
Фиг.1Е представляет собой концептуальный пояснительный вид, показывающий соотношение между колодкой в зоне профилирования и ее бесконечной направляющей поверхностью.
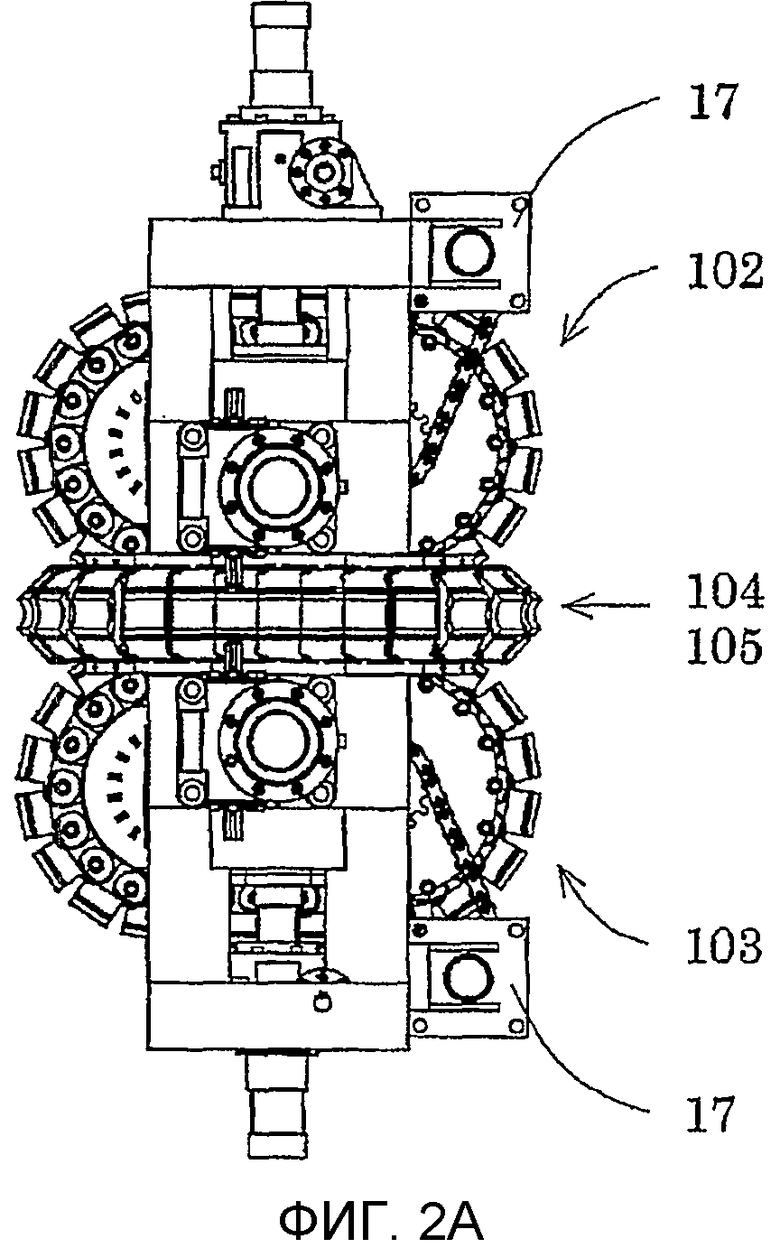
Фиг.2А представляет собой вид сбоку, изображающий вариант выполнения устройства для профилирования, в конфигурации, фиксирующей профилируемую трубу материала сверху, снизу, слева и справа, если смотреть в направлении перемещения трубы материала справа налево в соответствии с данным видом.
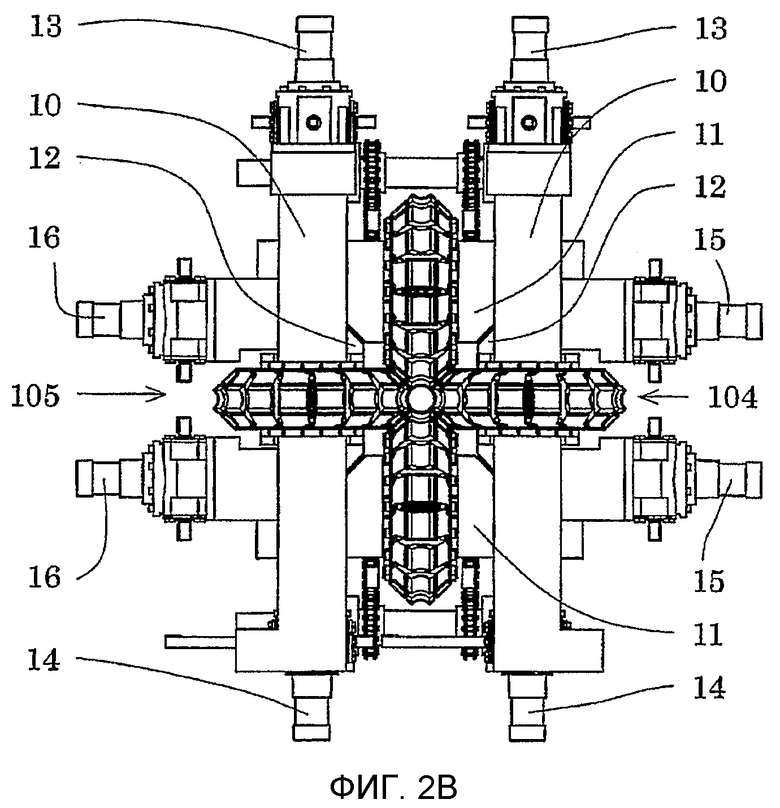
Фиг.2В представляет собой вид спереди, изображающий вариант выполнения устройства для профилирования, в конфигурации, фиксирующей профилируемую трубу материала сверху, снизу, слева и справа, если смотреть с направления перемещения.
Фиг.3 представляет собой пояснительный вид, в косоугольной проекции изображающий вариант выполнения бесконечной цепи блоков-колодок.
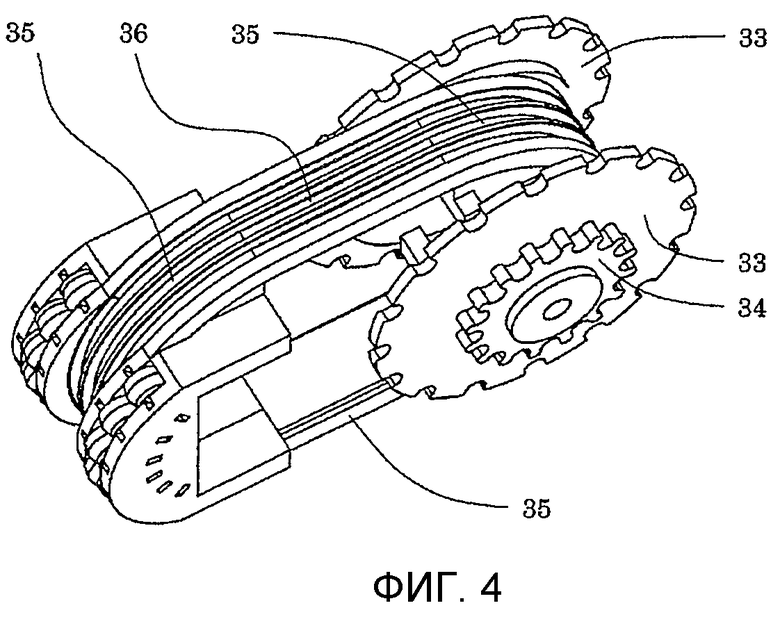
Фиг.4 представляет собой пояснительный вид, в косоугольной проекции изображающий конфигурацию узла бесконечной направляющей поверхности верхнего и нижнего приводных узлов, на которой вращается бесконечная цепь блоков-колодок.
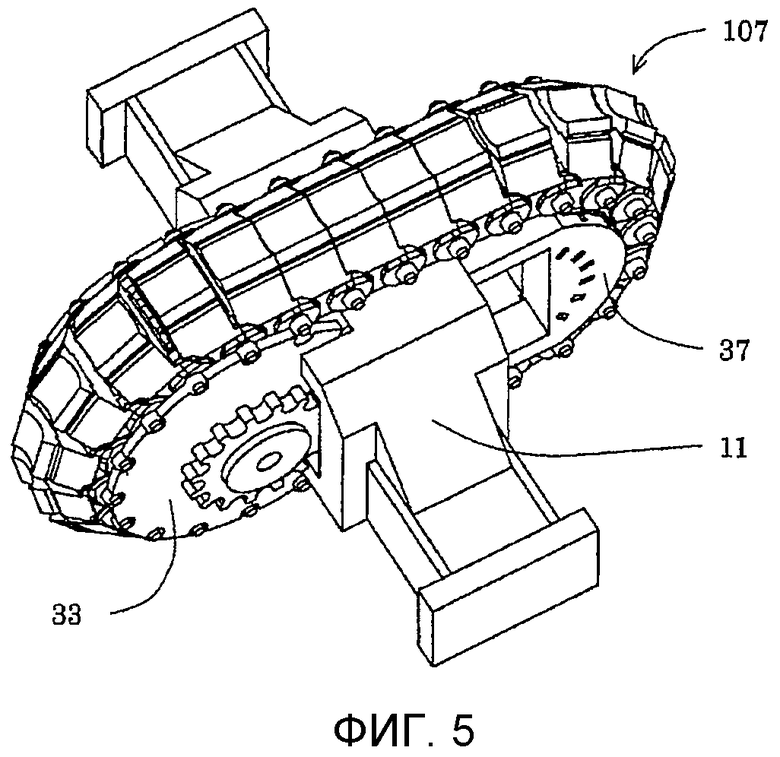
Фиг.5 представляет собой пояснительный вид в косоугольной проекции балки для поддержки конфигурации узла бесконечной направляющей поверхности верхнего и нижнего приводных узлов, на которой вращается бесконечная цепь блоков-колодок.
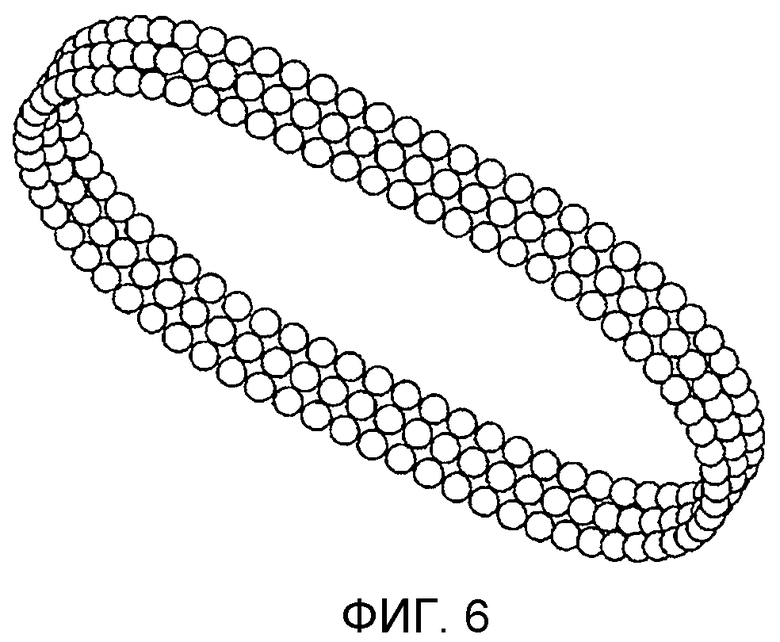
Фиг.6 представляет собой пояснительный вид, в косоугольной проекции изображающий конфигурацию цепи шариков, расположенной на части с пазом на бесконечной направляющей поверхности для обеспечения свободного вращения бесконечной цепи блоков-колодок.
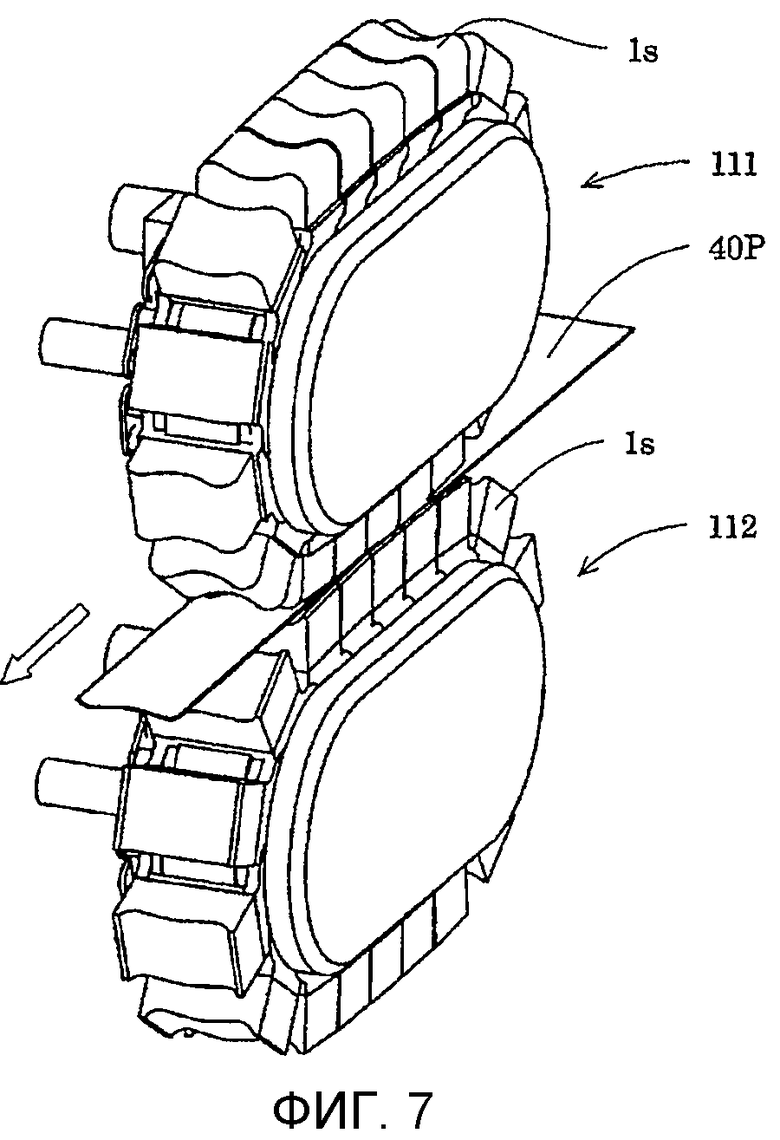
Фиг.7 представляет собой пояснительный вид в косоугольной проекции устройства для профилирования, которое применяется в процессе сгибания кромки полосового материала.
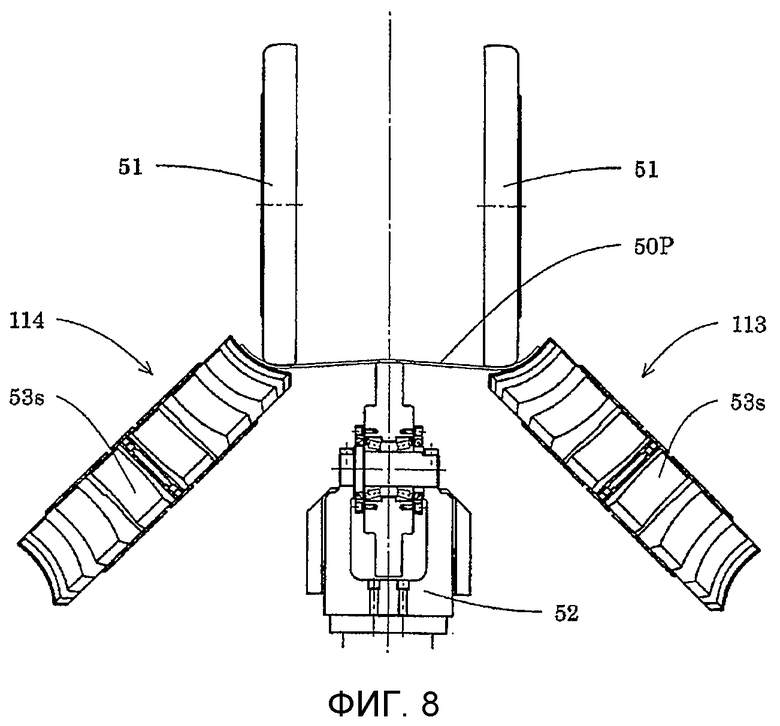
Фиг.8 представляет собой пояснительный вид в косоугольной проекции устройства для профилирования, которое применяется для торможения процесса профилирования после завершения процесса сгибания кромки полосового материала.
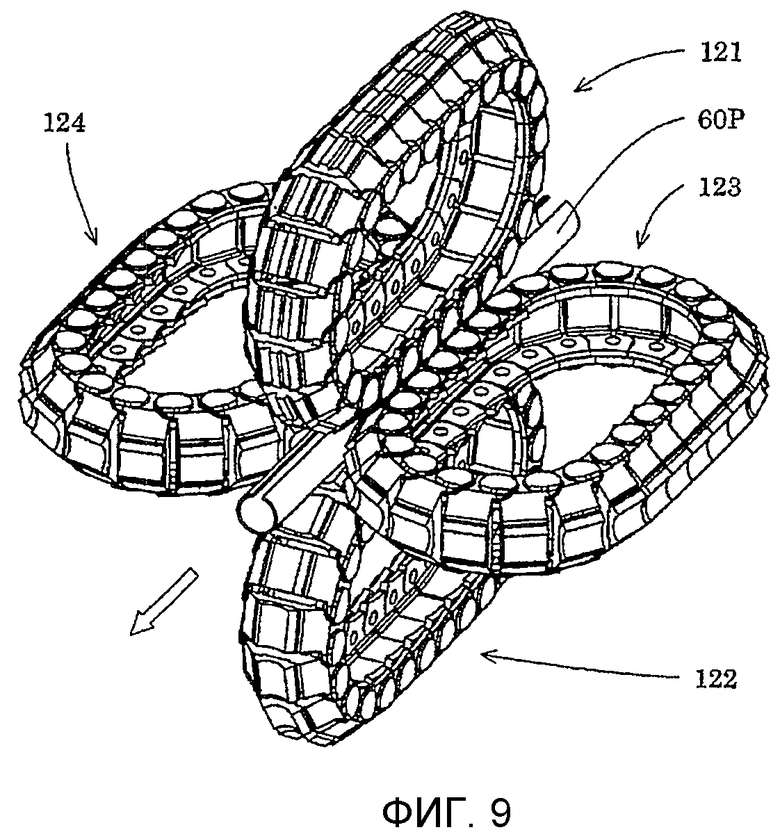
Фиг.9 представляет собой пояснительный вид в косоугольной проекции устройства для профилирования, используемого для процесса профилирования ребристого прохода.
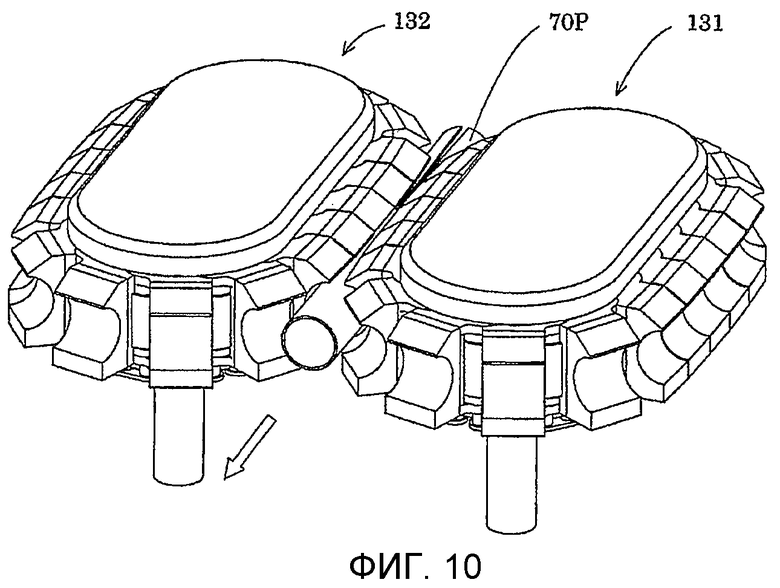
Фиг.10 представляет собой пояснительный вид в косоугольной проекции устройства для профилирования, используемого для процесса сварки встык, вместо прижимного ролика.
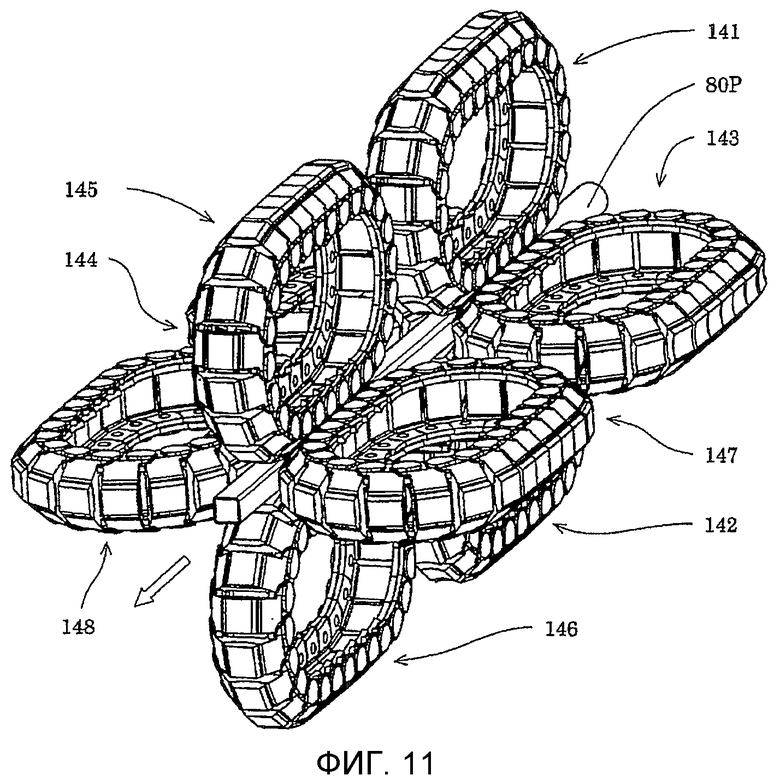
Фиг.11 представляет собой пояснительный вид в косоугольной проекции устройства для повторного профилирования трубы прямоугольного сечения, в котором труба круглого сечения используется в качестве трубы материала.
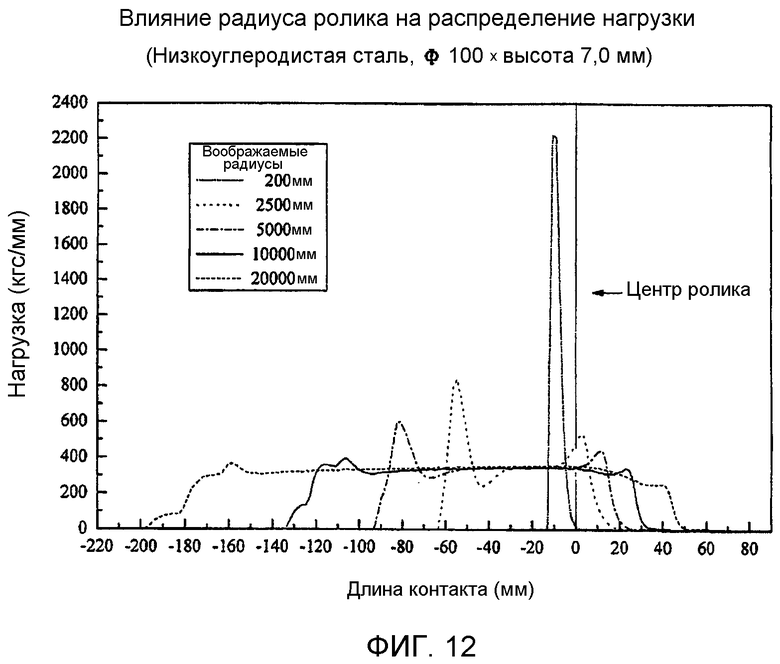
Фиг.12 представляет собой график, изображающий положение контакта и распределение нагрузки, действующей на профилируемую трубу материала.
Описание вариантов осуществления
Способ профилирования в соответствии с настоящим изобретением будет описан со ссылкой на чертежи. Фиг.1А и 1В представляют собой перспективные пояснительные виды устройства для профилирования для калибровки профилируемой трубы материала. Фиг.1C представляет собой концептуальный пояснительный вид, показывающий соотношение между виртуальным профилировочным роликом очень большого диаметра и устройством для профилирования, показанным на фиг.1А и 1В. Фиг.1D представляет собой концептуальный пояснительный вид профилировочного прохода колодки. На данном чертеже пустая стрелочная отметка показывает направление профилирования и это относится к другому чертежу.
Ниже будет описана концепция, согласно которой воплощено устройство для профилирования, в котором могут быть получены такие же оперативные эффекты, как эффекты, получаемые посредством использования очень больших профилировочных роликов. Как показано на фиг.1C, основная концепция заключается в том, что используется круглая дугообразная часть с некоторой длиной виртуальной окружности, имеющей очень большой диаметр, которая соответствует зоне, в которой очень большие виртуальные профилировочные ролики R приходят в контакт с профилируемой трубой Р материала, когда диаметр профилируемой трубы Р материала равен 50 мм, при использовании виртуальных профилировочных роликов R с радиусами, равными 7000 мм, длина круглой дугообразной части виртуальных профилировочных роликов, которая примыкает к профилируемой трубе Р материала, равна примерно 100 мм. На чертеже, для удобства использования поверхности листа, окружность изображена с радиусом, который значительно меньше, чем предполагаемый радиус.
Для того чтобы реализовать круглую дугообразную часть в виде зоны контакта, равной примерно 100 мм, в виртуальных профилировочных роликах R с радиусами, равными 7000 мм, пара поворотных узлов 100 и 100 имеют структуры, в которых бесконечные цепи 101 блоков-колодок образованы посредством соединения вместе колодок 1s, каждая имеющая профильную поверхность, направленную наружу, посредством зажимных приспособлений, как показано на фиг.1А, и поворачиваются и перемещаются по бесконечным направляющим. Как показано на фиг.1В, держатель 2 колодки соединительного зажимного приспособления имеет форму седла, в котором опорная поверхность колодки 1s предусмотрена в верхней поверхности, и соединительные части держателя содержат две пары передних и задних отверстий под штифты в обеих вертикальных боковых поверхностях. Держатели 2 колодки установлены в одном направлении, чтобы поочередно прицеплять к ним соединительные части. Вращающийся копирный ролик 3 выполнен в форме седла, и конец вала, проходящий через и установленный из отверстия под штифт, предусмотрен в виде соединительного штифта 4.
Следовательно, в бесконечной цепи 101 блоков-колодок, держатели 2 колодок, установленные на копирных роликах 3 и содержащие колодки 1s, установленные на них, соединены вместе цепными пластинами 5, которые должны быть расположены цепью, и звездочка 6 зацепляется с соединительными штифтами 4, так что бесконечная цепь 101 блоков-колодок может поворачиваться и приводиться в движение. При этом колодки 1s, соединенные вместе комплектом копирных роликов 3, которые катятся по бесконечной направляющей поверхности, способны непрерывно перемещаться с заданными профилировочными проходами 1а, направленными наружу.
В части, соответствующей профилировочному блоку балки 7, которая образует бесконечную направляющую поверхность и поддерживает бесконечную цепь 101 блоков-колодок, множество колодок примыкают друг к другу, чтобы быть выполненными как одно целое с жесткостью. Для бесконечной направляющей поверхности профилировочного блока определяется радиус кривизны (7000 мм) вышеописанного виртуального профилировочного ролика R.
Поворотные узлы 100 и 100, состоящие из бесконечных цепей 101 блоков колодок, содержащих колодки 1s, вращающиеся и перемещающиеся на бесконечных направляющих, выполнены с возможностью быть противоположными как одна пара на верхней и нижней частях, и заданные круглые криволинейные поверхности соответственно установлены на поверхностях профилировочных проходов 1а колодок 1s, так что может быть создано устройство для профилирования, используемое для процесса калибровки.
Другими словами, техническая идея настоящего изобретения заключается в том, что подразумевается использование виртуальных профилировочных роликов R очень большого диаметра. Например, колодка 1s имеет профилировочный проход 1а, соответствующий целевой форме поперечного сечения профилируемой трубы Р материала. Множество колодок 1s соединены вместе, образуя цепь 101 блоков-колодок. Поворотный узел 100 выполнен таким образом, что цепь блоков-колодок может поворачиваться и перемещаться по бесконечной направляющей. Кроме того, устройство для профилирования профилируемого материала образовано посредством размещения одного или множества поворотных узлов 100. Для цепи блоков-колодок, проходящей профилировочный блок, определяется траектория перемещения дуги окружности, имеющей очень большой радиус, так что могут быть достигнуты оперативные эффекты профилирования по существу такие же, как эффекты виртуального профилировочного ролика, имеющего такой же очень большой радиус.
В устройстве для профилирования, не только вышеописанная бесконечная цепь блоков-колодок, но также и цепи блоков-колодок, имеющие различные структуры, могут соответственно выбираться в зависимости от целевой формы поперечного сечения профилируемого материала, такие как структуры, в которых множество цепей блоков-колодок расположены с заданными интервалами и поворачиваются и перемещаются по бесконечной направляющей.
Ниже будет подробно описан профилировочный проход колодки, используемой в устройстве для профилирования. Для того чтобы осуществить профилировочный проход очень большого виртуального профилировочного ролика в профилировочном блоке, как показано на фиг.1D, профилировочный профиль 1а колодки 1s образуется круговой криволинейной поверхностью, выполненной таким образом, что образующая кривая "а", включающая в себя часть или всю форму поверхности целевого сечения формы изделия Р, поворачивается вокруг оси виртуального профилировочного ролика R на заданный угол. Таким образом, профилировочный проход очень большого виртуального профилировочного ролика R выполнен с возможностью проявления таких же оперативных эффектов профилирования, как эффекты очень большого виртуального профилировочного ролика.
В устройстве для профилирования, при условии, что длина колодки в направлении профилирования (периферийном направлении виртуальной окружности) достаточно мала по сравнению с радиусом виртуальной окружности, даже когда профилировочные проходы колодок не выполнены соответственно с вышеописанными круговыми криволинейными поверхностями, могут быть получены оперативные эффекты по существу такие же, как эффекты прецизионно круглых криволинейных поверхностей. Кроме того, даже когда центральная ось круглой криволинейной поверхности не совсем соответствует центральной оси виртуальной окружности, могут быть получены эффекты по существу такие же, как эффекты прецизионно круглой криволинейной поверхности при вышеописанном условии.
В данном способе профилирования необходимо понимать, что целевая форма поперечного сечения обозначает форму, получаемую при выполнении операции профилирования в одном профилировочном устройстве. Однако в исполнении прохода обычного профилировочного ролика, форма прохода и целевая форма сечения устанавливаются произвольно, так чтобы отличаться друг от друга, так что размер изделия после того как ролик проходит профилировочный блок, может приближаться к целевому размеру. А именно, величина упругого восстановления выполнена с возможностью сгибания профилируемого материала больше, чем целевой размер и возвращения профилируемого материала к заданной форме после того как ролик проходит профилировочный блок. Кроме того, в настоящем изобретении, форма прохода, немного отличающаяся от целевой формы сечения, устанавливается произвольно.
В данном способе профилирования ниже описаны причины того, что траектория профилировочного блока является нелинейной, ограниченной и имеет надлежащий радиус кривизны.
Как показано на фиг.1Е, в зоне упругой и пластичной деформации первой половины профилировочного участка, поскольку колодки непрерывно нажимают вниз, чтобы деформировать поверхность профилируемого материала, бесконечная направляющая данной части должна быть расположена под наклоном по направлению к самой нижней точке операции прижатия колодок с входной стороны профилировочного блока. С другой стороны, в качестве особенности перемещения при деформации металла, поскольку изменение формы профилируемого материала неизбежно происходит после упругого восстановления в процессе для разгрузки, в зоне упругого восстановления последней половины профилировочного блока, бесконечная направляющая должна быть расположена под наклоном по направлению к выходной стороне профилировочного блока от самой нижней точки операции нажатия колодок в направлении, противоположном направлению первой половины профилировочного блока, чтобы упруго восстановить профилируемый материал и плавно отделить профилируемый материал от колодок. Кроме того, во всей зоне профилировочного блока должны быть образованы непрерывные поверхности профилировочных проходов. Следовательно, траекторией бесконечной направляющей, которая удовлетворяет всем вышеописанным условиям, является не прямая линия, а дуга окружности.
По сравнению с этим, устройство, использующее обычную цепь колодок, не выполняет операцию профилирования, как в способе профилирования настоящего изобретения, как описано в PTL 3 и PTL 4 в соответствии с известным уровнем техники, а выполняет функцию простой направляющей или функцию, подобную тяговому устройству для осевого давления. В зоне, где устройство примыкает к материалу, устройство только охватывает материал, не допуская значительной деформации. Хотя когда траектория бесконечной направляющей установлена прямой линией, проблема не возникает.
В настоящем изобретении, когда устройство для профилирования применяется для изготовления трубы круглого сечения, соотношение между целевым диаметром профилируемой трубы материала и диаметром виртуального профилировочного ролика описано ниже. Для того чтобы устранить локальную сосредоточенную нагрузку в зоне, где обычный профилировочный ролик приходит в контакт с профилируемым материалом, можно сказать, что более предпочтительно, когда диаметр виртуального профилировочного ролика больше. Однако когда диаметр ролика больше, нагрузка, прикладываемая к устройству, увеличивается. Существует точка насыщения эффекта, обусловленная увеличением диаметра виртуального профилировочного ролика в зависимости от типов профилируемых изделий или процессов профилирования. Диаметр виртуального профилировочного ролика должен выбираться соответственно посредством совместного рассмотрения вышеописанных вопросов. Это может быть применимо даже в том случае, когда изделие имеет разомкнутый профиль.
В настоящем изобретении, что касается формы бесконечной направляющей устройства для профилирования, круглая дугообразная часть, имеющая такую же кривизну, как кривизна виртуального профилировочного ролика с очень большим диаметром, может быть образована только на бесконечной направляющей поверхности профилировочного блока, а другой частью является регрессивный блок, который может иметь форму только для возврата колодок, и можно использовать любые из известных форм.
В качестве механизма для поворота и перемещения цепи блоков-колодок вдоль бесконечной направляющей поверхности может быть использован известный механизм скольжения или механизм качения в виде так называемого подшипника. Например, могут быть соответственно выбраны хорошо известные механические устройства, такие как структура, в которой скользящий материал с низким коэффициентом трения закреплен на наружной поверхности бесконечной направляющей или внутренней поверхности держателя колодки с возможностью скольжения и перемещения скользящего материала, структура, в которой предусмотрен подшипник типа копирного ролика или ролика, работающего по кулачку, как показано на фиг.1А и 1В, и структура, в которой внутренняя поверхность держателя колодки выполнена в виде наружного кольца, бесконечная направляющая поверхность выполнена в виде внутреннего кольца, элемент качения, такой как цепь шариков, или цепь роликов, или цепь из их комбинации вставлена между обоими кольцами, как показано в первом примерном варианте осуществления, и по меньшей мере профилировочный блок бесконечной направляющей выполнен в виде подшипника.
В настоящем изобретении, устройство для профилирования может быть использовано в любом из процессов для изготовления трубы круглого сечения. Например, устройство для профилирования может быть применено в процессе гибки кромок процесса обжатия. Может быть использована структура, в которой обычные верхние и нижние ролики заменены парой поворотных узлов настоящего изобретения, или структура, в которой обычный профилировочный ролик расположен в верхней части, а поворотный узел расположен в нижней части. Кроме того, в различных процессах, таких как группирование, ребристый проход, сварка встык, калибровка или тому подобные, поворотный узел может быть соответственно использован вместо обычного профилировочного ролика.
То есть, в настоящем изобретении, в соответствии с целевой формой поперечного сечения или этапом профилирования профилируемого материала, поворотные узлы могут быть расположены параллельно или напротив друг друга, и профилировочный ролик или другая металлическая обжимка, такая как колодка, может быть объединена с каждым из поворотных узлов в качестве сопряженной детали.
Первый вариант осуществления
Устройство для профилирования, показанное на фиг.2А и 2В, имеет структуру, которая защемляет профилируемую трубу 2 материала с четырех направлений с возможностью калибровки профилируемого материала. Одни пары бесконечных цепей 102, 103, 104 и 105 блоков-колодок, которые расположены напротив и установлены в вертикальном направлении и горизонтальном направлении, соответственно поддерживаются балками 11, 11, 12 и 12. Балки 11, 11, 12 и 12 поддерживаются корпусами 10 и 10 посредством домкратов 13, 14, 15 и 16 для регулирования их опорных положений.
Бесконечные цепи 102, 103, 104 и 105 блоков-колодок соответственно изготовлены так, чтобы быть бесконечными, посредством соединения узла 20 колодки, показанного на фиг.3, штифтами 26, и выполнены с возможностью свободно поворачиваться посредством вставки трех цепей шариков, показанных на фиг.6, между бесконечными цепями блоков-колодок и бесконечными направляющими поверхностями, поддерживаемыми балками 11, 11, 12 и 12, чтобы образовать части шарикового подшипника. Узлы 17 и 17 приводного вала приводят в движение поворотные узлы, состоящие из бесконечных цепей 102 и 103 блоков-колодок, расположенных напротив и установленных в вертикальном направлении из четырех направлений.
В узле 20 колодки, на части верхней поверхности, которая называется держателем 21 колодки седлообразного типа, установлена и закреплена колодка (металлическая обжимка) 22s, имеющая заданную форму прохода 22s. Элемент 23 наружного кольца прикреплен к части внутренней поверхности. Держатель 21 содержит соединительные части 25 и 25 держателя, снабженные отверстиями 24 под штифты в обеих своих вертикальных боковых поверхностях. Две пары передних и задних соединительных частей 25 и 25 держателя поочередно перекрываются и скреплены друг с другом, и штифты 26 вставлены в отверстия 24 под штифты, чтобы соединить вместе соединительные части держателя.
Как показано на фиг.4, бесконечная направляющая поверхность 36, соответствующая бесконечной направляющей поверхности профилировочного блока колец вышеописанных шариков, имеет кривизну и длину для получения эффекта профилирования виртуального очень большого профилировочного ролика. Кольцо шариков образовано бесконечными направляющими поверхностями 35, 35 и 35 и по существу плоской бесконечной направляющей поверхностью 36.
Кроме того, приводные звездочки 33 и 33, показанные на фиг.4, зацепляются с штифтами 27 для соединения узла 20 колодки, образующего бесконечную цепь 106 блоков-колодок, так что может быть образована приводная часть. В звездочках 33 и 33, звездочки, имеющие малые диаметры, расположены коаксиально, и мощность от электродвигателя может передаваться через узел приводного вала и цепь, показанные на фиг.2А и 2В. Вместо цепной передачи может быть легко реализована зубчатая передача.
Ниже описана балка для поддержки бесконечной цепи блоков-колодок и узла внешней части поверхности. Фиг.5 изображает положение, в котором балка 11 проходит через и прикреплена к узлу части бесконечной направляющей поверхности, показанному на фиг.4, и бесконечная цепь 103 блоков-колодок прикреплена снаружи.
При этом труба материала ограничена цепями блоков-колодок поворотных узлов в четырех направлениях и подвергается заданному процессу профилирования и калибруется таким образом, чтобы иметь внешний диаметр, находящийся в пределах целевого допуска. В данном устройстве для профилирования, калибровочная клеть, содержащая три-четыре ступени при обычном четерехходовом ролике, может быть реализована в одноступенчатой структуре, имеющей вышеописанный размер, показанной на фиг.2. Кроме того, поскольку зона, в которой труба материала приходит в контакт с устройством для профилирования имеет большое расстояние в продольном направлении, труба материала получает бесконечное сгибание в трех точках, при этом труба материала проходит через профилировочный блок, чтобы превратиться в прямую трубу и также выполняет функцию клети с головкой Тюрка для удаления коробления и изгибания.
Ниже будет описан полный размер устройства для профилирования в соответствии с данным примерным вариантом выполнения, показанного на фиг.2-6. Когда максимальный диаметр изделия равен 50 мм, в наружном размере бесконечных цепочек 102, 103, 104 и 105, в который включены узлы частей бесконечных направляющих поверхностей, длина × высота × ширина составляет примерно 800 мм × 500 мм × 140 мм. Наружный размер всего устройства, включающего в себя корпуса 10 и 10, в которые включены балки, аналогично составляет примерно 1100 мм × 1800 мм × 1000 мм. Таким образом, по сравнению с диаметром предполагаемого виртуального профилировочного ролика, равным 14000 мм, может быть создано очень компактное устройство.
Второй вариант выполнения
Устройство для профилирования, имеющее такую же структуру, как структура первого варианта осуществления, применяется для процесса калибровки изделия, имеющего целевой диаметр 100 мм и толщину 7 мм. Материалом является горячекатаная сталь и степень обжатия составляет 1%.
Для профилировочного блока бесконечной направляющей устройства для профилирования применяются радиусы кривизны (от 2500 до 20000 мм), чтобы исследовать состояние контакта бесконечной цепи блоков-колодок и профилируемого материала и распределение нагрузки. Кроме того, в качестве объектов для сравнения, изготовлены устройство для калибровки, содержащее обычный четерехходовой ролик (с радиусом 200 мм), и устройство, имеющее такую же структуру, как структура данного варианта осуществления, и линейный профилировочный блок.
Фиг.12 изображает состояние контакта и распределение нагрузки, действующей на профилируемую трубу материала. Ось абсцисс данного графика показывает продольное расстояние от самой нижней точки (непосредственно под роликом) операции прессования колодки поворотного узла. Ось ординат показывает нагрузку (линейное давление), которую соответственно воспринимают сечения трубы материала. Как видно из чертежа, при использовании ролика с радиусом 200 мм нагрузка сосредоточена в некотором положении непосредственно перед частью сразу под роликом, и длина контакта очень мала. По сравнению с этим, в устройстве данного варианта осуществления нагрузка при профилировании является в высшей степени распределенной. Однако можно понять, что когда радиус виртуального ролика большой, такой эффект сдерживается.
С другой стороны, при использовании сравнительного устройства, содержащего линейный профилировочный блок, наличие контактных щелей и прерывистое размерное изменение трубы материала проявляется в соединительной части профилировочного блока и регрессивном блоке, так что заданная операция профилирования не может быть выполнена.
Третий вариант осуществления
Во втором варианте осуществления, когда в качестве материала профилируемой трубы материала вместо обычной стали используется нержавеющая сталь, чтобы осуществлять процесс калибровки, в случае обычного роликового профилирования, при отсутствии смазки зафиксировано возникновение заедания на поверхности трубы материала вследствие относительного проскальзывания трубы материала и профилировочного ролика. По сравнению с этим, в устройстве для профилирования данного варианта осуществления при отсутствии смазки заедания не возникает.
Четвертый вариант осуществления
Фиг.7 представляет собой пояснительный вид в косоугольной проекции устройства для профилирования, применяемого для процесса обжимного профилирования. Устройство для профилирования заменено парой обычных верхних и нижних профилировочных роликов, чтобы сгибать кромки полосового материала 40Р. Пара верхних и нижних бесконечных цепей 111 и 112 блоков-колодок имеют такую же структуру, как и структура, показанная на фиг.3. Профилировочный профиль 1а каждой колодки 1s имеет ширину, соответствующую ширине полосового материала 40Р. Для профилировочного блока, в котором колодки 1s примыкают к полосовому материалу 40Р, чтобы перемещаться синхронно с полосовым материалом 40Р, использованы радиус кривизны и заданная длина виртуальной окружности с диаметром, который в 100 раз больше, чем диаметр обычного профилировочного ролика.
Колодки 1s и 1s бесконечных цепей 111 и 112 блоков-колодок соответственно размещают полосовой материал 40Р между верхней и нижней частями. Каждый профилировочный проход имеет круглую криволинейную поверхность, выполненную таким образом, что образующая кривая, включающая в себя по существу всю форму поверхности целевого поперечного сечения, поворачивается вокруг центральной оси виртуальной окружности на угол, соответствующий заданной длине.
При сравнении операции профилирования посредством колодок в профилировочном блоке с операцией профилирования посредством обычного профилировочного ролика, поскольку операция профилирования посредством колодок аналогична, если можно так выразиться, прессованию, явление, при котором значительное искажение прикладывается к полосовому материалу 40Р вследствие наматывания полосового материала на ролик, которое до настоящего времени было неизбежно, по существу устраняется, и коробление после операции профилирования почти не обнаруживается.
Пятый вариант осуществления
Операция обжимного профилирования, показанная на фиг.8, выполняется с целью загибания смежной части к крайней части полосового материала после того как крайняя часть полосового материала полностью согнута на предыдущем этапе. По сравнению с обычным устройством для профилирования посредством верхних и нижних профилировочных роликов используются поворотные узлы из бесконечных цепей 113 и 114 блоков-колодок вместо нижнего ролика, так что полосовой материал 50Р, профилированный на предыдущем этапе, очень плавно вводится и зажимается, и крайняя часть полосового материала 50Р может поддерживаться в широком диапазоне направления профилирования посредством поворотных узлов. Кроме того, поскольку верхние ролики 51 и 51 обеспечивают подводимые мощности к смежной части, которая должна профилироваться при удерживании профилированной части на предыдущем этапе, можно обнаружить, что осуществляется точная и адекватная операция профилирования.
В частности, при профилировании тонкого материала посредством использования обычного ролика, крайние части могут удлиняться в продольном направлении больше, чем удлинение другой части, так что возможно возникновение явления выпучивания (краевой волны). Однако, в данном примерном варианте осуществления, можно обнаружить, что закручивание или отскакивание сдерживается, чтобы почти не создавать явление выпучивания и реализовать операцию обжимного профилирования с высоким качеством.
Шестой вариант осуществления
Фиг.9 изображает бесконечные цепи блоков-колодок в четырех направлениях, которые применяются в устройстве для профилирования с ребристым проходом. Бесконечные цепи 121, 122, 123 и 124 блоков-колодок в четырех направлениях и поворотные узлы, состоящие из других частей, не показанных на чертеже, в основном имеют такую же структуру, как и структура, показанная на фиг.2А и 2В.
Профилировочный проход колодки любой из цепей блоков-колодок использует круглую криволинейную поверхность, выполненную таким образом, что образующая кривая, включающая в себя часть формы поверхности целевого поперечного сечения, поворачивается вокруг центральной оси виртуальной окружности очень большого диаметра на угол, соответствующий заданной длине. Образующая кривая профилировочного прохода каждой колодки бесконечных цепей 122, 123 и 124 блоков-колодок на обеих сторонах и нижней стороне имеет круглую дугообразную форму. Колодка бесконечной цепи 121 блоков-колодок в верхней части имеет так называемую ребристую форму, примыкающую к противоположным краям.
В обычном устройстве для профилирования посредством ребристых профильных роликов требуются процессы роликового профилирования из двух-четырех ступеней. Однако в устройстве для профилирования с ребристыми проходами данного варианта осуществления может быть получена функция профилирования посредством профилировочного ролика, имеющего очень большой диаметр, так что только одна ступень может выполнять операцию профилирования, соответствующую операции профилирования обычного устройства для профилирования. Поскольку крайняя часть профилируемого материала ограничена большой длиной в продольном направлении, скручивание материала очень эффективно сдерживается.
Седьмой вариант осуществления
Устройство для профилирования, показанное на фиг.10, используется вместо прижимного ролика, находящегося в зацеплении с устройством дуговой сварки вольфрамовым электродом в среде инертного газа или лазерной сварки. Поворотные узлы, состоящие из бесконечных цепей 131 и 132 блоков-колодок на обеих сторонах, и другие механизмы, не показанные на чертеже, в основном имеют такую же структуру, как структура, показанная на фиг.1А и 1В. Кроме того, блок, в котором труба 70Р материала приходит в контакт с цепями блоков-колодок, и проход колодки используют такие же структуры, как и структуры профилировочного блока и профилировочного прохода в других вариантах осуществления.
Сварка встык устройством данного варианта осуществления имеет преимущество, заключающееся в том, что время закрепления материала цепями блоков-колодок и расстояние материала, ограниченного цепями блоков-колодок, значительно больше, чем при обычном прижимном ролике. Кроме того, по сравнению с обычной простой направляющей или типом бесконечной направляющей для приложения осевого давления, хорошее состояние сваренных встык крайних частей может быть получено посредством функции профилирования профилировочного ролика, имеющего очень большой диаметр и поддерживаемого в течение достаточного периода времени, чтобы легко оптимизировать и стабилизировать режим сварки.
Восьмой вариант осуществления
Труба 80Р круглого сечения, отрезанная по заданной длине, преобразована в трубу прямоугольного сечения посредством устройства для профилирования настоящего изобретения, которое имеет двухступенчатую структуру, как показано на фиг.11. Клеть первой ступени, содержащая поворотные узлы четырех направлений, состоящие из бесконечных цепей 141, 142, 143 и 144 блоков-колодок, и клеть второй ступени, содержащая поворотные узлы четырех направлений, состоящие из бесконечных цепей 145, 146, 147 и 148 блоков-колодок соответственно, в основном имеют такую же структуру, как структура первого варианта осуществления, показанная на фиг.2А и 2В.
В обычном профилировочном ролике, когда трубу круглого сечения вводят в машину для роликового профилирования, возникает явление, заключающееся в том, что конец трубы загибается внутрь с возможностью замыкания. Таким образом, возникает проблема, заключающаяся в том, что изделие значительно отклоняется от допуска изделия. Вышеописанное явление возникает, поскольку конец трубы круглого сечения ниже по своей жесткости, чем центральная часть трубы и радиус кривизны в продольном направлении профилировочного ролика прикладывается к трубе круглого сечения, когда труба круглого сечения примыкает к профилировочному ролику. По сравнению с этим, поскольку устройство для профилирования данного примерного варианта осуществления обладает в высшей степени предпочтительным свойством направления трубы материала, как при использовании виртуального очень большого профилировочного ролика, вышеописанная проблема не возникает.
В операции повторного профилирования появляется значительное количество изменений в форме поперечного сечения, и высокое сопротивление перемещению создается в профилировочном ролике, почти не обеспечивая тяговое усилие. В устройстве для профилирования данного примерного варианта осуществления не только уменьшается сопротивление перемещению, но также достаточное тяговое усилие прикладывается к трубе материала в результате приведения в движение поворотных узлов. Таким образом, обычное устройство для профилирования трубы прямоугольного сечения требует множества клетей приводных роликов, а устройство для профилирования данного варианта осуществления можно реализовать только посредством вышеописанной двухступенчатой структуры.
Промышленная применимость
Как очевидно из вариантов осуществления, устройство для профилирования и способ профилирования в соответствии с настоящим изобретением отличаются высокими профилирующими характеристиками и способны в значительной степени улучшить размерную точность, качество поверхности и собственное качество изделия.
Кроме того, устройство для профилирования и способ профилирования в соответствии с настоящим изобретением способны обеспечить такую же производительность, как производительность обычного профилировочного ролика, увеличить предел профилирования посредством профилировочного ролика, изменить систему изготовления и упростить структуру устройства линии профилирования.
Перечень ссылочных позиций
а образующая кривая
Р профилируемая труба материала
R виртуальный профилировочный ролик
1s колодка
1а профиль
2 держатель колодки
3 копирный ролик
4 соединительный штифт
5 цепная пластина
6 звездочка
7 балка
10 корпус
11, 12 балка
13-16 домкрат
17 узел приводного вала
20 узел колодки
21 держатель колодки 22s, 53s колодка
22a профиль
23 элемент наружного колеса
24 отверстие под штифт
25 соединительная часть держателя
26 штифт
33, 34 звездочка
35 бесконечная направляющая поверхность шарика в зоне возврата
36 бесконечная направляющая поверхность шарика в зоне профилирования
40Р, 50Р полоса материала 60Р, 70Р, 80Р труба материала
51 верхний ролик
52 центральный нижний ролик 100 поворотный узел
101-107, 111-114, 121-124, 131-132, 141-148 бесконечная цепь блоков-колодок.
| название | год | авторы | номер документа |
|---|---|---|---|
| СИСТЕМА И СПОСОБ ПРОЗРАЧНОЙ ТРАССИРОВКИ И ПРОФИЛИРОВАНИЯ ВИРТУАЛИЗИРОВАННЫХ ВСТРОЕННЫХ ВЫЧИСЛИТЕЛЬНЫХ СИСТЕМ | 2008 |
|
RU2411571C2 |
| УСТРОЙСТВО ДЛЯ ПРОФИЛИРОВАНИЯ ТРУБ | 2011 |
|
RU2481911C2 |
| КЛЕТЬ ПРОФИЛЕГИБОЧНОГО СТАНА | 2003 |
|
RU2252095C1 |
| Способ изготовления многогранных сварных труб | 1986 |
|
SU1382527A1 |
| ТРУБОПРОФИЛЬНОЕ УСТРОЙСТВО | 2011 |
|
RU2481912C2 |
| Стержневой ящик и устройство для профилирования шаговых угольников со скельтонами | 1987 |
|
SU1502158A1 |
| ПРОФИЛЕГИБОЧНЫЙ СТАН | 2004 |
|
RU2276627C1 |
| СПОСОБ ПРОФИЛИРОВАНИЯ ТОНКОСТЕННЫХ ПРОФИЛЕЙ ИЗ ПЛОСКИХ ЗАГОТОВОК НА ЭТАПЕ ПРЕДВАРИТЕЛЬНОГО ФОРМООБРАЗОВАНИЯ И УНИВЕРСАЛЬНОЕ УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2005 |
|
RU2300436C2 |
| УСТРОЙСТВО ДЛЯ ПРОФИЛИРОВАНИЯ ТРУБ | 1998 |
|
RU2142349C1 |
| УСТРОЙСТВО ДЛЯ ПРОФИЛИРОВАНИЯ ТРУБ | 2007 |
|
RU2338614C1 |

Изобретение относится к области обработки металлов давлением, в частности для профилирования материала. Устройство содержит цепь блоков-колодок, включающую множество колодок, на которых снаружи предусмотрен проход, имеющий форму всей или части периферийной формы целевого поперечного сечения металлической полосы, и несколько поворотных узлов, каждый из которых имеет бесконечную направляющую для перемещения вышеупомянутой цепи блоков-колодок. При этом колодки выполнены с возможностью контакта проходами и перемещения синхронно с профилируемой металлической полосой в зоне профилирования, а участок поверхности бесконечной направляющей в зоне профилирования имеет требуемые длину дуги и радиус виртуального профилирующего ролика. При помощи данного устройства реализуется способ профилирования, повышается качество изделий. 3 н. и 12 з.п. ф-лы, 12 ил.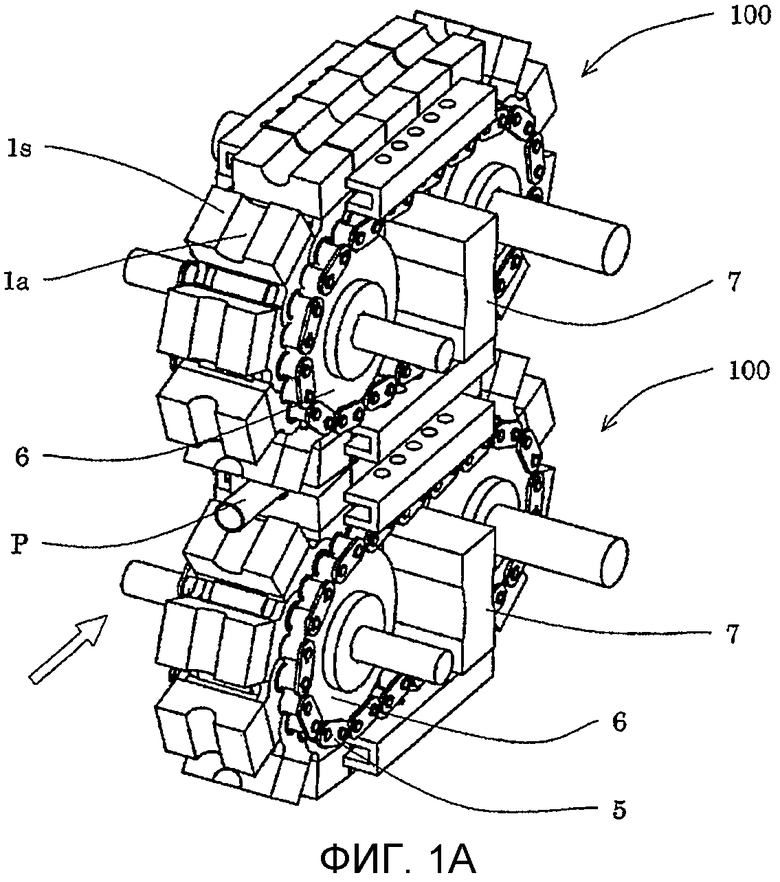
1. Устройство для профилирования материала, содержащее
цепь блоков-колодок, включающую в себя множество колодок, на которых снаружи предусмотрен проход, имеющий форму всей или части периферийной формы целевого поперечного сечения профилируемого материала, и
несколько поворотных узлов, каждый из которых имеет бесконечную направляющую для перемещения вышеупомянутой цепи блоков-колодок, при этом проходы колодок выполнены с возможностью контакта с профилируемым материалом и перемещения синхронно с профилируемым материалом в зоне профилирования, и
участок поверхности бесконечной направляющей в зоне профилирования имеет требуемые длину дуги и радиус виртуального профилировочного ролика для профилирования материала.
2. Устройство по п.1, в котором цепь блоков-колодок представляет собой бесконечную цепь.
3. Устройство по п.1, в котором смежные поверхности некоторых колодок в зоне профилирования выполнены с возможностью соединения для формирования непрерывного прохода.
4. Устройство по п.1, в котором проход колодок имеет криволинейную поверхность вращения, образованную вращением линии, включающей часть или всю периферийную форму целевого поперечного сечения профилируемого материала вокруг центральной оси виртуального профилировочного ролика.
5. Устройство по п.1, в котором поворотные узлы расположены параллельно профилируемому материалу или напротив друг друга через данный материал.
6. Устройство по п.1, в котором предусмотрены профилировочный ролик, или колодка, или оба из них, которые выполнены с возможностью контакта с материалом в зоне профилирования устройства для профилирования.
7. Устройство по п.1, в котором
периферийная поверхность бесконечной направляющей образует поверхность внутреннего кольца, а внутренняя поверхность цепи блоков-колодок, противоположная периферийной поверхности бесконечной направляющей, образует поверхность наружного кольца,
при этом элемент качения расположен между упомянутыми поверхностью внутреннего кольца и поверхностью наружного кольца с образованием роликовой опоры.
8. Колодка устройства для профилирования по п.1, в которой проход имеет криволинейную поверхность вращения, образованную вращением линии, включающей часть или всю периферийную форму целевого поперечного сечения профилируемого материала вокруг центральной оси виртуального профилировочного ролика.
9. Способ профилирования материала, характеризующийся тем, что используют устройство для профилирования, содержащее
цепь блоков-колодок, включающую в себя множество колодок, на которых снаружи предусмотрен проход, имеющий форму всей или части периферийной формы целевого поперечного сечения профилируемого материала, и
несколько поворотных узлов, каждый из которых имеет бесконечную направляющую для перемещения вышеупомянутой цепи блоков-колодок, при этом проходы колодок выполнены с возможностью контакта с профилируемым материалом и перемещения синхронно с профилируемым материалом в зоне профилирования, и
участок поверхности бесконечной направляющей в зоне профилирования имеет требуемые длину дуги и радиус виртуального профилирующего ролика для профилирования материала.
10. Способ по п.9, в котором
цепь блоков-колодок упомянутого устройства представляет собой бесконечную цепь.
11. Способ по п.9, в котором смежные поверхности некоторых колодок упомянутого устройства в зоне профилирования выполнены с возможностью соединения для формирования непрерывного прохода.
12. Способ по п.9, в котором проход колодок упомянутого устройства имеет криволинейную поверхность вращения, образованную вращением линии, включающей часть или всю периферийную форму целевого поперечного сечения профилируемого материала вокруг центральной оси виртуального профилировочного ролика.
13. Способ по п.9, в котором поворотные узлы упомянутого устройства расположены параллельно профилируемому материалу или напротив друг друга через данный материал.
14. Способ по п.9, в котором профилировочный ролик, или колодка упомянутого устройства, или оба из них выполнены с возможностью контакта с профилируемым материалом в зоне профилирования устройства для профилирования.
15. Способ по п.9, в котором периферийная поверхность бесконечной направляющей упомянутого устройства образует поверхность внутреннего кольца, а внутренняя поверхность цепи блоков-колодок, противоположная периферийной поверхности бесконечной направляющей, образует поверхность наружного кольца.
| SU 1292659 A3, 23.02.1987 | |||
| ПРИСПОСОБЛЕНИЕ ДЛЯ ИЗГОТОВЛЕНИЯ ТРУБ ИЗ ЛИСТОВОГО ПЛАСТИЧЕСКОГО МАТЕРИАЛА | 0 |
|
SU198276A1 |
| Способ предварительной формовки заготовок для электросварных труб большого диаметра | 1991 |
|
SU1824251A1 |
| УСТРОЙСТВО ПЕРЕПРОФИЛИРОВАНИЯ МАТЕРИАЛОВ С ВОЛНООБРАЗНЫМ ПРОФИЛЕМ | 1997 |
|
RU2199410C2 |
| СПОСОБ ПРОИЗВОДСТВА ТРУБНОЙ ЗАГОТОВКИ В ЛИНИИ ТЭСА | 2006 |
|
RU2339475C2 |

