со ел
1 , 14
Изобретение относится к обработ- ке металлов давлением, в частности к оборудованию для изготовления профилей из листа, полосы и ленты.
Цель изобретения - расширение технологических возможностей. , На чертеже представлена схема узла профилирования. Профилирующие ролики 1 установлены на валу 2 профилировочного станка (не показан) с возможностью перемещения по шпонке 3 в осевом направлении, Механизм -горизонтального перемещения профилирующих роликов вьтолнен по меньшей мере из Двух стержней 4 с резьбовой поверхностью, установлен- |1ых симметрично и параллельно оси вращения роликов в отверстиях, имею- |цих правую и левую резьбу. На одном JH3 концов стержней 4 установлены шестерни 5, связанные с внутренним вендом 6 зубчатого колеса 7, наружный Венец 8 которого связан посредством Ыестерни 9 с валом электро двигателя 10-, установленного на станине 11 профилировочного станка. На валу 2 размещен датчик 12 перемещения профилирующего ролика- 1, выполненный в виде реохорда, подвижный контакт 13 которого механически связан с р оликом 1. Датчик 12 через токос- емноа устрой- ICTBO (не показано) подключен к одно- ;му из плеч моста Уитстона, а в смежное плечо моста подключен задатчик 14 установленный на пульпе (не показан) оператора. Мостовая схема подключена на вход усилителя 15, выход которого подключен к электродвигателю 10,
Устройство работает следующим об- . разом.
Заготовка 16 устанавливается на вал 17 и деформируется роликами 1 при сближении валов 2 и 17, Форма детали и число переходов профилирования определяется конфигурацией инструмента, т,е. взаимным расположением профилирующих роликов. Поскольку работа привода функционально связана с технологической операцией, рассмотрим его действие. В начальный период (до деформирования заготовки) с помощью усилителя 15 подбирают обороты электродвигателя 10 так, чтобы скорость вращения зубчатого колеса 7 была равна скорости вращения вала 2. В этом случае шестерни 5 не вращаются и не происходит взаимного осевого перемещения роликов 1. При изменении
572
входного сигнала обороты электродви-, гателя 10 увеличиваются или уменьшаются от первоначально установленных, что вызывает рассогласование скоростей вращения зубчатого колеса 7 и вала 2 и приводит к вращению шестерен 5, стержней 4 и взаимному перемещению роликов 1 в осевом направлении.
Изменение входного сигнала достигается за счет разбаланса моста с помощью задатчика 14, управляемого оператором или другими средствами, например командоаппаратором с числовым программным управлением.
Таким образом, осуществляя независимые воздействия на заготовку в осевом и тангенциальном направлениях
в процессе профилирования, а также производя изменение конфигурации инструмента в ходе наладки, достигают расширение технологических возможностей устройства и повышение производительности труда за счет .сокращения числа переходов,
Форм.ула изобретения
Устройство для профилирования, содержащее дна вала, смонтированных с возможностью перемещения в напрев- . лении, перпендикулярном их осям, про-- филирующие ролики, установленные на валах, имеющий индивидуальньш привод механизм осевого перемещение профили- рующих роликов, выполненный в виде установленных симметрично относительно оси вращения профилирующих роли- ков резьбовых стержней, несущих размещенные н.а одном из их концов шестерни, связанные с приводом, содер- жащим электродвигатель, о т л и ч а- ю щ е е с я тем, что., с целью рас- ширения технологических возможностей, привод механизма осевого перемещения профилирующих роликов выполнен в виде соединенных по мостовой схеме задатчика перемещений профилирующих роликов идатчика их перемещений, выполненного в виде реохорда, подвижный контакт которого связан механически с одним из профилирующих роликов, усилителя, на вход которого подключена указанная мостовая схема, а на выходе - электродвигатель, уста- новленный на валу промежуточной шее- терни, и зубчатого колеса, установленного на валу, несущем профилирую
UI7957
щие ролики, соосно с ними с возмож- ми на концах резьбовых стержней, а ностью взаимодействия своим внутрен- наружным венцом - с упомянутой про- ним венцом с шестернями, размещенны- межуточной шестерней.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ профилирования обечаек | 1988 |
|
SU1697951A1 |
| Шпиндельная головка для обработки глубоких отверстий | 1987 |
|
SU1590212A1 |
| ПРОФИЛЕГИБОЧНЫЙ СТАН | 2004 |
|
RU2276627C1 |
| Устройство для непрерывного формования изоляторов со спиральными ребрами | 1986 |
|
SU1395503A1 |
| Устройство для профилирования ободьев колес | 1985 |
|
SU1449210A1 |
| Профилегибочный стан | 1987 |
|
SU1544518A1 |
| Переносной токарный станок для обработки концов труб | 1989 |
|
SU1710193A1 |
| Переносной токарный станок для обработки концов труб | 1988 |
|
SU1636129A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ТОНКОСТЕННЫХ ПРОФИЛЕЙ ИЗ ТРУДНОДЕФОРМИРУЕМЫХ ЛИСТОВЫХ МАТЕРИАЛОВ И ВОЛОЧИЛЬНО-ПРОКАТНАЯ УСТАНОВКА ДЛЯ ЕГО РЕАЛИЗАЦИИ | 2002 |
|
RU2226441C1 |
| КЛЕТЬ ПРОФИЛЕГИБОЧНОГО СТАНА | 2003 |
|
RU2252095C1 |
Изобретение относится к обработке металлов давлением, в частности к оборудованию для изготовления профилей из листа, полос и ленты. Цель- расширение технологических возможностей. Профилирующие ролики 1 установлены на валу с возможностью осевого перемещения. Механизм осевого перемещения снабжен индивидуальным приводом. Привод выполнен в виде соединенных по мостовой схеме датчика 1 2 и задатчика 14 осевых перемещений профилирующих роликов, усилителя 15, на вход которого подключена мостовая схема. С выходом усилителя связан электродвигатель 10. Вал электродвигателя через промежуточную шестерню 9 соединен с зубчатым колесом 7, установленным на валу, несущем профилирующие ролики. Зубчатое колесо внутренним венцом входит в зацепление с шестернями, установленными на резьбовых стЪржнях 4 механизма осевого перемещения роликов. Наружным вендом зубчатое колесо взаимодействует с промежуточной шестерней. Такое выполнение привода обеспечивает в процессе профилирования независимые воздействия на заготовку в осевом и тангенциальном направлениях. 1 ил. (О (Л с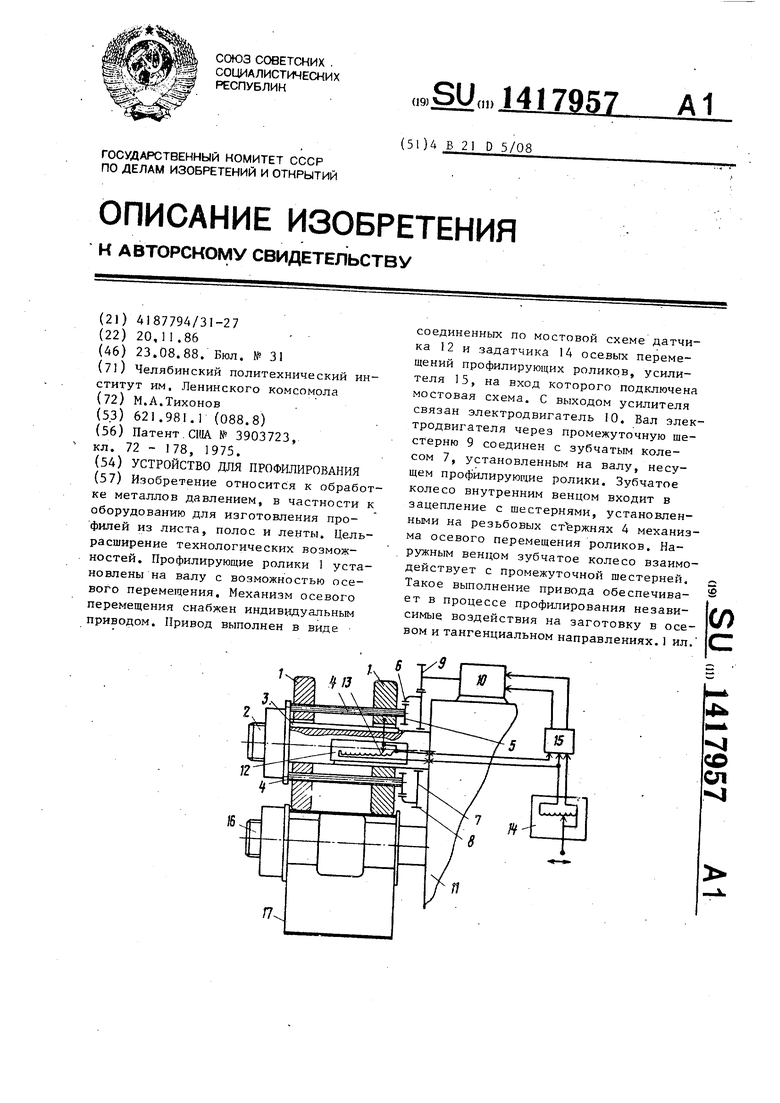

| Патент.США № 3903723, кл | |||
| Термосно-паровая кухня | 1921 |
|
SU72A1 |
