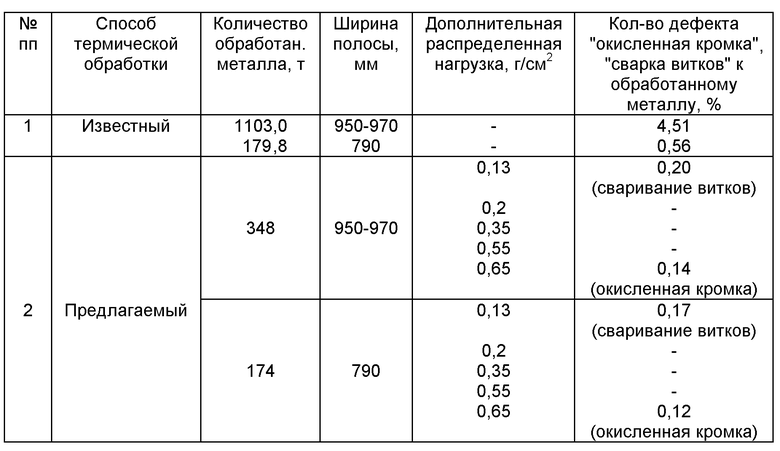
Изобретение относится к области черной металлургии, в частности к производству анизотропной электротехнической стали, и совершенствует процесс термической обработки полосовой стали в колпаковых печах.
Наиболее близким к предлагаемому техническому решению по технической сущности и достигаемому результату (прототипом), по мнению авторов, является способ термической обработки рулонов анизотропной электротехнической стали в колпаковой печи по материалам информационного листка Липецкого ЦНТИ 42-077-00, серия Р-53.49.21. УДК 669.14: 621.785 от 23.05.2000 г. , включающий формирование стопы рулонов путем их установки в один или два яруса с размещением на концевых дисках подставки, укладку на верхние торцы рулонов элементов, выполненных из материала, аналогичного материалу рулона, с возможностью перекрытия ими упомянутых торцов, и высокотемпературный отжиг.
Недостатком известного технического решения является низкое качество электроизоляционного покрытия полосы анизотропной электротехнической стали вследствие неблагоприятных условий для протекания реакции образования грунтового слоя (форстерита) в прикромочных областях рулона из-за ускоренного процесса влагоудаления из последних.
Задача, на выполнение которой направлено техническое решение, - повышение качества электроизоляционного покрытия полосы анизотропной электротехнической стали путем замедления процесса влагоудаления из прикромочных областей рулона. При этом достигается получение такого технического результата, как снижение потерь анизотропной электротехнической стали, повышение ее сортности со снижением себестоимости.
Вышеуказанные недостатки исключаются тем, что в способе термической обработки рулонов анизотропной электротехнической стали в колпаковой печи, включающем формирование стопы рулонов путем их установки в один или два яруса с размещением на кольцевых дисках подставки, укладку на верхние торцы рулонов элементов, выполненных из материала, аналогичного материалу рулона, с возможностью перекрытия ими упомянутых торцов и высокотемпературный отжиг, перед отжигом рулонов создают дополнительную распределенную нагрузку на верхние торцы рулонов величиной, равной 0,15-0,60 г/см2; дополнительную распределенную нагрузку создают путем нанесения на элементы, перекрывающие верхние торцы рулонов, слоя сыпучего материала.
Сопоставительный анализ предложенного технического решения с прототипом показывает, что заявленный способ отличается от известного тем, что перед отжигом рулонов создают дополнительную распределенную нагрузку на верхние торцы рулонов величиной 0,15-0,60 г/см2. Таким образом, заявленный способ соответствует критерию изобретения "новизна".
Сравнительный анализ предложенного решения не только с прототипом, но и с другими техническими решениями не позволил выявить существенные признаки, присущие заявленному решению. Отсюда следует, что заявленная совокупность существенных отличий обеспечивает получение упомянутого технического результата, что, по мнению авторов, соответствует критерию изобретения "изобретательский уровень".
На чертеже схематично изображен общий вид устройства, реализующего предлагаемый способ.
Способ осуществляется следующим образом.
Установку рулонов в колпаковой печи 1 осуществляют в один или два яруса. Для этого на подовую зону (стенд) 2 колпаковой печи 1 устанавливают подставку 3, выполненную из жаропрочного материала. На нее укладывают жаропрочный кольцевой диск 4 и кольцо 5 из углеродистой стали толщиной 25-40 мм. На кольцо 5 насыпается равномерный слой молотого талька 6 толщиной до 2 мм, а при его отсутствии - слой окиси магния или прокаленного песка. На слой талька укладывают попарно не менее четырех полуколец 7, изготовленных из отходов анизотропной электротехнической стали, и располагают их попарно симметрично относительно центральной оси 8 рулона 3. На полукольца 7 устанавливают рулон 9 трансформаторной стали. На верхний торец каждого из рулонов 9 укладывают элементы 10 с возможностью перекрытия ими торцов рулонов. При этом элементы 10 изготавливают также из отходов трансформаторной стали, например, в виде полуколец. Затем на верхние торцы рулонов 9 создают дополнительную распределенную нагрузку величиной 0,15-0,60 г/см2, путем нанесения на элементы 10 слоя сыпучего материала 11, например, отожженного песка.
После завершения формирования полной садки рулонов на стенд 2 устанавливают нагревательный колпак 12, подключают нагревательные элементы 13 и производят отжиг рулонов 9 анизотропной электротехнической стали, соблюдая заданный температурный режим. Отжиг проводят в атмосфере электролитического водорода, для чего в процессе отжига осуществляют подачу водорода в подколпаковое пространство печи.
После завершения периода выдержки при (1150±25)oС в течение 30 ч нагревательные элементы 13 отключают и рулоны 9 трансформаторной стали охлаждаются с печью до (220±25)oС. Перед снятием колпака печь продувается защитным газом. После снятия колпака рулоны остывают до температуры окружающей атмосферы в течение не менее 36 ч.
При создании дополнительной распределенной нагрузки на верхние торцы рулонов 9 величиной менее 0,15 г/см2 не обеспечивается условие для протекания реакции образования грунтового слоя (форстерита) в прикромочных областях рулона вследствие ускоренного процесса влагоудаления из них. Ввиду отсутствия грунтового слоя возможно сваривание соседних витков рулона, что ведет к увеличению отбраковки полосы.
Если дополнительная распределенная нагрузка на верхние торцы рулонов 9 больше величины 0,60 г/см2, то рулон перестает "дышать", избыток влаги, который находится в межвитковом пространстве, является причиной возможного окисления прикромочных зон рулона, что также приводит к увеличению размеров обрезаемой кромки на величину окисленной зоны.
Пример 1. В листопрокатном цехе 2 (ЛПЦ-2) ОАО "НЛМК" производился опытный отжиг рулонов анизотропной электротехнической (трансформаторной) стали марки ЭЗА-СЭ толщиной 0,3 мм в рулонах высотой 790 мм, внутреннего диаметра 500 мм, наружного 1350 мм массой по 6 т в колпаковой печи СГВ-16.20. Общее количество одновременно отжигаемых рулонов составило 6 шт. массой 36 т.
Для проведения отжига производили формирование стопы рулонов анизотропной электротехнической стали следующим образом. Установку рулонов в колпаковой печи осуществляли в два яруса. Для этого на подовую зону установили подставку, выполненную из жаропрочной стали, на нее уложили жаропрочный диск и кольцо из углеродистой стали. На кольцо с отклонениями от плоскости в пределах 8 мм насыпали равномерный слой отожженного молотого талька толщиной 1,8 мм. На слой талька уложили попарно четыре полукольца из отходов трансформаторной стали марки ЭЗА-СЭ толщиной 0,3 мм. На верхний торец рулона уложили три полукольца из отходов анизотропной электротехнической стали с теми же параметрами, как приведено выше. Полукольца установили с перекрытием их концов на 200 мм, при этом весь торец рулона перекрывался упомянутыми элементами. Затем на последние был нанесен (насыпан) слой сыпучего материала (отожженного песка) массой 5 кг и равномерно распределен по поверхности элементов.
Таким образом, сформировали стопы рулонов во всей садке из 6 рулонов, располагая их в два яруса. Затем установили нагревательный колпак и подключили нагреватели. Отжиг проводили по заданному температурному режиму для данной марки и толщины стали в атмосфере электролитического водорода, для чего в процессе отжига в подколпаковое пространство подавали водород с заданным расходом. После завершения периода выдержки при (1150±25)oС в течение 30 ч нагревательные элементы отключили, и рулоны охлаждались под колпаком с печью до 220oС. Перед снятием колпака печь продувалась защитным азотным газом. После снятия колпака рулоны остывали до температуры окружающего воздуха 38 ч.
Визуальный осмотр отожженных рулонов анизотропной электротехнической стали, дальнейшая их переработка и лабораторные исследования образцов показали, что создание дополнительной распределенной нагрузки на верхние торцы рулонов величиной 0,15-0,60 г/см2 способствуют замедлению процесса влагоудаления из прикромочных областей рулона, вследствие чего в последних создаются условия для нормального протекания реакции образования грунтового слоя, что удовлетворяет предъявленным требованиям по качеству и уменьшает количество брака (см. таблицу).
Исходя из вышесказанного, можно сделать вывод, что задача, на выполнение которой направлено техническое решение, выполняется. При этом достигается получение таких технических результатов, как снижение потерь анизотропной электротехнической стали, уменьшение расходного коэффициента, повышение сортности и снижение себестоимости.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ФОРМИРОВАНИЯ СТОПЫ РУЛОНОВ АНИЗОТРОПНОЙ ЭЛЕКТРОТЕХНИЧЕСКОЙ СТАЛИ ПЕРЕД ИХ ОТЖИГОМ В КОЛПАКОВОЙ ПЕЧИ | 2000 |
|
RU2184157C2 |
| СПОСОБ ВЫСОКОТЕМПЕРАТУРНОГО ОТЖИГА РУЛОНОВ АНИЗОТРОПНОЙ ЭЛЕКТРОТЕХНИЧЕСКОЙ СТАЛИ ТОЛЩИНОЙ 0,25-0,5 мм | 2000 |
|
RU2190026C2 |
| ИЗОЛИРУЮЩИЙ СЛОЙ И СПОСОБ УСТАНОВКИ РУЛОНОВ МЕТАЛЛОПРОКАТА ИЗ МЕТАЛЛОВ И СПЛАВОВ В КОЛПАКОВУЮ ПЕЧЬ НА ИЗОЛИРУЮЩИЙ СЛОЙ | 2023 |
|
RU2819221C1 |
| СПОСОБ ПРОИЗВОДСТВА АНИЗОТРОПНОЙ ЭЛЕКТРОТЕХНИЧЕСКОЙ СТАЛИ | 2001 |
|
RU2203967C2 |
| КОЛПАКОВАЯ ПЕЧЬ | 1997 |
|
RU2128234C1 |
| СПОСОБ ПРОИЗВОДСТВА АНИЗОТРОПНОЙ ЭЛЕКТРОТЕХНИЧЕСКОЙ СТАЛИ | 1996 |
|
RU2098493C1 |
| СПОСОБ ПРОИЗВОДСТВА ТОНКОЛИСТОВОЙ ЭЛЕКТРОТЕХНИЧЕСКОЙ АНИЗОТРОПНОЙ СТАЛИ | 2003 |
|
RU2233892C1 |
| СПОСОБ ОТЖИГА РУЛОНОВ В КОЛПАКОВОЙ ПЕЧИ | 1997 |
|
RU2125104C1 |
| КОНВЕКТОРНОЕ КОЛЬЦО ДЛЯ ОТЖИГА В КОЛПАКОВОЙ ПЕЧИ СТАЛЬНЫХ ХОЛОДНОКАТАНЫХ ПОЛОС В РУЛОНАХ | 2003 |
|
RU2230804C1 |
| СПОСОБ ОТЖИГА ХОЛОДНОКАТАНЫХ ПОЛОС | 2003 |
|
RU2230803C1 |
Изобретение относится к области черной металлургии, в частности к производству анизотропной электротехнической стали, и совершенствует процесс термической обработки полосовой стали в колпаковых печах. Техническим результатом изобретения является повышение качества электроизоляционного покрытия полосы анизотропной электротехнической стали путем замедления процесса влагоудаления из прикромочных областей рулона. Способ термической обработки включает формирование стопы рулонов путем их установки в один или два яруса с размещением на кольцевых дисках подставки, укладку на верхние торцы рулонов элементов, выполненных из материала, аналогичного материалу рулона, с возможностью перекрытия ими упомянутых торцов, и высокотемпературный отжиг. Новым в способе является то, что перед отжигом рулонов создают дополнительную распределенную нагрузку на верхние торцы рулонов величиной 0,15 - 0,60 г/см2; дополнительную распределенную нагрузку создают путем нанесения на элементы, перекрывающие верхние торцы рулонов, слоя сыпучего материала. 1 з. п. ф-лы, 1 ил. , 1 табл.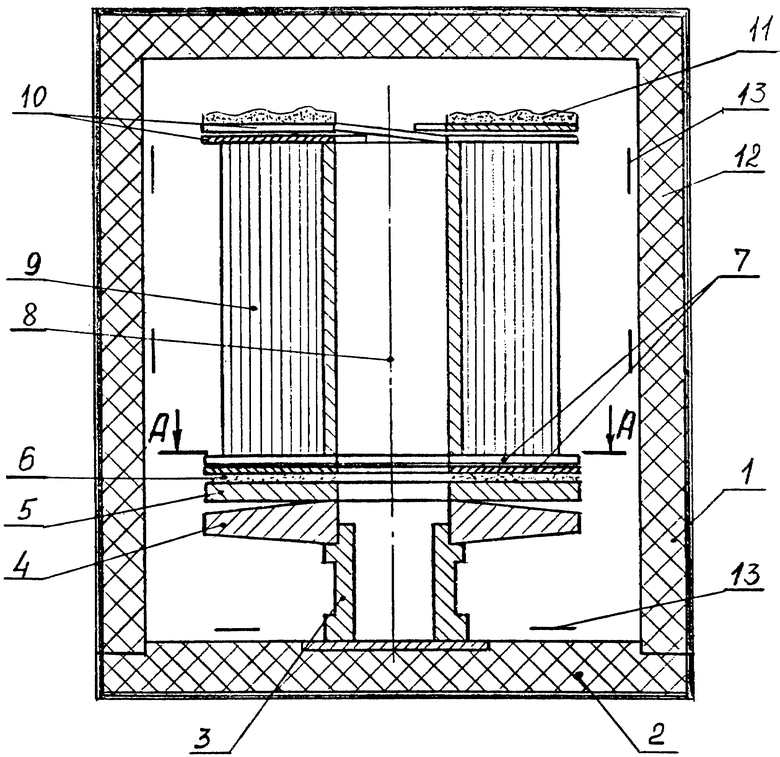
| Информационный листок Липецкого ЦНТИ | |||
| Устройство для усиления микрофонного тока с применением самоиндукции | 1920 |
|
SU42A1 |
| Приспособление для указания нагревания подшипников | 1919 |
|
SU669A1 |
| СПОСОБ ТЕРМИЧЕСКОЙ ОБРАБОТКИ ТРАНСФОРМАТОРНОЙСТАЛИ | 0 |
|
SU181672A1 |
| Способ высокотемпературного отжига анизотропной электротехнической стали | 1987 |
|
SU1463776A1 |
| СПОСОБ ВЫСОКОТЕМПЕРАТУРНОГО ОТЖИГА ЭЛЕКТРОТЕХНИЧЕСКОЙ АНИЗОТРОПНОЙ СТАЛИ ТОЛЩИНОЙ 0,15 - 0,30 ММ | 1990 |
|
RU1762555C |

