Предлагаемое изобретение относится к области черной металлургии, в частности к производству анизотропной электротехнической стали, и совершенствует процесс термической обработки полосовой стали в колпаковых печах.
Известен "Способ формирования стопы рулонов после прокатки перед их отжигом в колпаковой печи" по а.с. СССР 1344796, кл. C 21 D 9/663. Из описания авторского свидетельства следует, что способ формирования стопы рулонов включает в себя установку рулонов в стопу с размещением их на стендовом конвекторном кольце с промежуточными конвекторными кольцами между рулонами.
Недостатком известного технического решения является большой процент потерь продукции после отжига рулонов анизотропной электротехнической (трансформаторной) стали. Это является следствием того, что отжиг рулонов анизотропной электротехнической стали проводится при более высоких температурах, чем рулонов углеродистой стали. При этих температурах прочностные свойства стали падают и при установке рулонов в стопу (друг на друга) произойдет деформация рулонов, особенно находящихся в нижней части стопы, под действием веса вышестоящих рулонов. Это в свою очередь приведет к нарушению геометрических параметров полосы, сварке витков и, как следствие, к увеличению потерь трансформаторной полосы.
Наиболее близким к предлагаемому техническому решению по технической сущности и достигаемому результату (прототипом), по мнению авторов, является способ, реализуемый в "Колпаковой печи для высокотемпературного отжига" по а. с. СССР 855026, кл. C 21 D 9/673. Из описания авторского свидетельства следует, что способ формирования стопы рулонов анизотропной электротехнической стали перед их отжигом в колпаковой печи включает в себя установку рулонов в один или два яруса с размещением их на кольцевых дисках подставки.
Недостатками известного технического решения являются возможность повреждения торца рулона в процессе отжига и низкое качество электроизоляционного покрытия полосы. Указанные недостатки вызваны тем, что при отжиге рулона анизотропной электротехнической стали его термическое расширение имеет значительно большую величину по сравнению с термическим расширением кольцевого диска подставки. Из-за этого возникает перемещение торцевых участков рулона относительно контактирующих с ними участков кольцевых дисков. Это приводит к деформации витков в торцевой части рулона и дальнейшему их свариванию под воздействием высоких температур в восстановительной среде при отсутствии слоя электроизоляционного покрытия между ними. При дальнейшей обработке рулона трансформаторной стали сваренные витки вырезают и отправляют в брак.
В процессе отжига под воздействием высоких температур в слое наносимого заранее малогидратированного покрытия протекают физико-химические процессы с образованием газообразных продуктов и паров воды. Степень газообмена влияет на скорость протекания упомянутых процессов и как следствие на качество образующегося электроизоляционного покрытия. Как показал опыт эксплуатации, отсутствие крышки на верхнем торце рулона приводит к быстрому (преждевременному) удалению паров воды и газов из прилегающей к верхнему торцу зоны и образованию участков с частично или полностью непрореагировавшим составом покрытия, а также участков с окисленной поверхностью от избыточного потока газов.
Задача, на решение которой направлено техническое решение -устранение повреждаемости витков в нижней торцевой части рулона и повышение качества электроизоляционного покрытия. При этом достигается получение такого технического результата, как снижение потерь анизотропной электротехнической стали, повышение ее сортности и снижение себестоимости.
Вышеуказанные недостатки исключаются тем, что в способе формирования стопы рулонов анизотропной электротехнической стали перед их отжигом в колпаковой печи, включающем установку рулонов в один или два яруса с размещением их на кольцевых дисках подставки, создают антифрикционный слой между торцовыми поверхностями рулона и кольцевого диска подставки путем установки не менее четырех полуколец со смещением линий разъема каждой пары полуколец относительно друг друга, а на верхний торец рулона укладывают по меньшей мере три полукольца с перекрытием их концов, при этом полукольца выполняют из отходов анизотропной электротехнической стали, а три полукольца укладывают с перекрытием не менее 100 мм.
Сопоставительный анализ предложенного технического решения с прототипом показывает, что заявленный способ отличается от известного тем, что между торцовыми поверхностями рулона и кольцевого диска создают антифрикционный слой путем установки не менее четырех полуколец, а на верхний торец рулона укладывают не менее трех полуколец с определенным перекрытием их концов, причем полукольца выполняют из отходов трансформаторной стали. Таким образом, заявленный способ соответствует критерию изобретения "новизна".
Сравнительный анализ предложенного решения не только с прототипом, но и с другими техническими решениями не позволил выявить существенные признаки, присущие заявленному решению. Отсюда следует, что заявленная совокупность существенных отличий обеспечивает получение упомянутого технического результата, что, по мнению авторов, соответствует критерию изобретения "изобретательский уровень".
Предложенное техническое решение будет понятно из следующего описания и приложенных к нему чертежей.
На фиг. 1 схематично изображен общий вид устройства, реализующего предлагаемый способ;
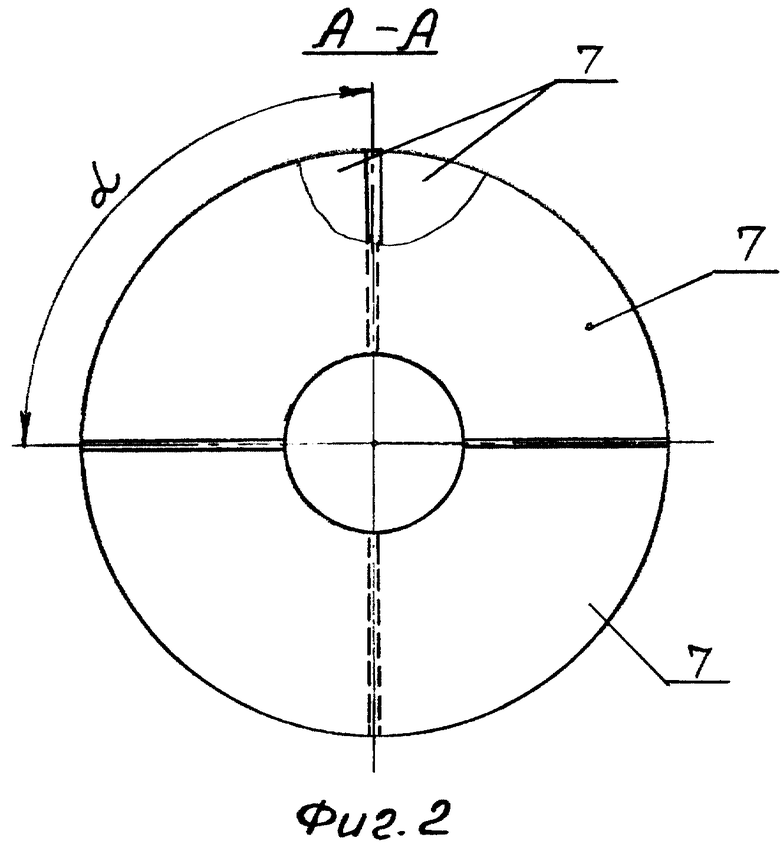
на фиг.2 изображен разрез А-А фиг.1;
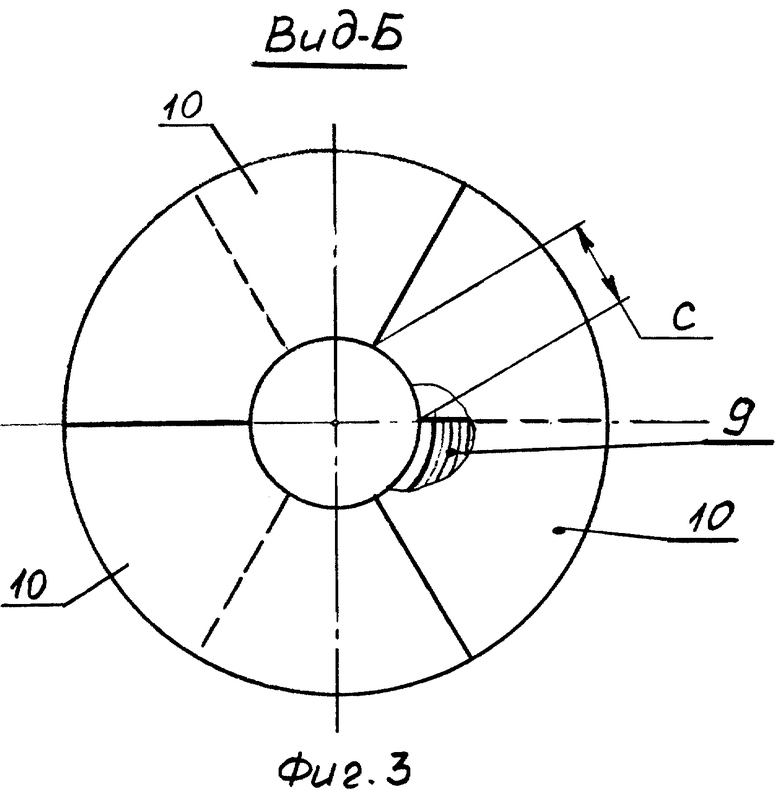
на фиг.3 изображен вид Б фиг.1.
Способ осуществляется следующим образом.
Установку рулонов в колпаковой печи 1 осуществляют в один или два яруса. Для этого на подовую зону (стенд) 2 колпаковой печи 1 устанавливают подставку 3, выполненную из жаропрочного материала. На нее укладывают жаропрочный кольцевой диск 4 и кольцо 5 из углеродистой стали толщиной 25-40 мм. На кольцо 5 насыпается равномерный слой молотого талька 6 толщиной до 2 мм, а при его отсутствии - слой окиси магния или прокаленного песка. На слой талька укладывают попарно не менее четырех полуколец 7, изготовленных из отходов анизотропной электротехнической стали. Полукольца 7 располагают попарно симметрично относительно центральной оси 8 рулона 9 со смещением линий разъема каждой пары полуколец относительно друг друга на угол α = 85-90°. На полукольца 7 устанавливают рулон 9 трансформаторной стали. На верхний торец рулона 9 укладывают по меньшей мере три полукольца 10 с перекрытием их концов на величину - с - (не менее 100 мм) с образованием кольца, расположенного концентрично центральной оси 8 рулона 9, при этом полукольца 10 изготавливают также из отходов трансформаторной стали.
После завершения формирования полной садки рулонов на стенд 2 устанавливают нагревательный колпак 11, подключают нагревательные элементы 12 и производят отжиг рулонов 9 анизотропной электротехнической стали, соблюдая заданный температурный режим. Отжиг проводят в атмосфере электролитического водорода, для чего в процессе отжига осуществляют подачу водорода в подколпаковое пространство печи.
После завершения периода выдержки при температуре 1150±25oС в течение 30 ч нагревательные элементы 12 отключают и рулоны 9 трансформаторной стали охлаждаются с печью до температуры 220±25oС. Перед снятием колпака печь продувается защитным газом. После снятия колпака рулоны остывают до температуры окружающей атмосферы в течение не менее 36 ч.
Между нижними и верхними парами полуколец 7, на которые устанавливают рулон 9, в процессе отжига образуется дополнительный антифрикционный слой, образованный двумя обращенными друг к другу слоями электроизоляционного покрытия, состоящего в основном из форстерита и окиси магния.
Под действием высоких температур форстерит и непрореагировавшая окись магния размягчаются и исполняют роль смазки, распределенной равномерным слоем по всей поверхности полуколец 7 независимо от геометрии кольца 5.
Расположение линий разъема каждой пары полуколец 7 со смещением относительно друг друга (под углом α = 85-90°) позволяет снизить деформации полуколец 7, а следовательно, и торцевой части рулона 9 при термическом расширении рулона 9 за счет увеличения подвижности получившейся системы, представляющей собой лепестковую конструкцию.
При отжиге торец рулона 9 анизотропной электротехнической стали под действием температурного расширения перемещается относительно кольца 5, при этом благодаря упомянутому антифрикционному слою и смещению разъемов полуколец 7, деформации торцевых участков рулона 9, контактирующих с полукольцами 7, не происходит и свариваемость витков устраняется.
Установка на верхний торец рулона крышки, состоящей как минимум из трех полуколец 10, уложенных с перекрытием их концов, обеспечивает стабилизацию и оптимизацию газовых потоков из рулона и в рулон по всей его высоте. Этим обеспечивается оптимальное и равномерное протекание физико-химического процесса в слое покрытия по всей высоте рулона, что приводит к повышению качества электроизоляционного покрытия.
Выполнение крышки в виде трех полуколец 10, уложенных с перекрытием их концов - с -, позволяет вместе с изменением диаметра рулона 9 в процессе отжига изменяться и диаметру крышки (самонастраиваться) путем перемещения полуколец 10 относительно друг друга, не теряя контакта с торцом рулона 9. При этом перекрытие - с - их концов задают таким, чтобы при перемещении полуколец на максимальный диаметр между ними не возникал зазор. Как показал опыт эксплуатации, величина перекрытия - с - для этого должна быть не менее 100 мм.
Пример 1.
В листопрокатном цехе 2 (ЛПЦ-2) ОАО "НЛМК" производился опытный отжиг рулонов анизотропной электротехнической (трансформаторной) стали марки Э3А-СЭ толщиной 0,3 мм в рулонах шириной 750 мм, массой по 6 т в колпаковой печи СГВ-16.20. Общее количество одновременно отжигаемых рулонов составило 6 шт. массой 36 т.
Для проведения отжига производили формирование стопы рулонов анизотропной электротехнической стали следующим образом. Установку рулонов в колпаковой печи осуществляли в два яруса. Для этого на подовую зону установили подставку, выполненную из жаропрочной стали, на нее уложили жаропрочный диск и кольцо из углеродистой стали. На кольцо с отклонениями от плоскостности в пределах 8 мм насыпали равномерный слой отожженного молотого талька толщиной 1,8 мм. На слой талька уложили попарно четыре полукольца из отходов трансформаторной стали марки Э3А-СЭ толщиной 0,3 мм, при этом полукольца расположили попарно симметрично относительно центральной оси рулона, а линии разъема каждой пары полуколец сместили относительно друг друга на угол 90o. На верхний торец рулона уложили три полукольца из отходов анизотропной электротехнической стали с теми же параметрами, как приведено выше. Полукольца установили с перекрытием их концов на 200 мм, при этом весь торец рулона перекрывался крышкой.
Таким образом, сформировали стопы рулонов во всей садке из 6 рулонов, располагая их в два яруса. Затем установили нагревательный колпак и подключили нагреватели. Отжиг проводили по заданному температурному режиму для данной марки и толщины стали в атмосфере электролитического водорода, для чего в процессе отжига в подколпаковое пространство подавали водород с заданным расходом. После завершения периода выдержки при температуре 1150±25oС в течение 30 ч нагревательные элементы отключили, и рулоны охлаждались под колпаком с печью до температуры 220oС. Перед снятием колпака печь продувалась защитным азотным газом. После снятия колпака рулоны остывали до температуры окружающего воздуха 38 ч.
Визуальный осмотр отожженных рулонов анизотропной электротехнической стали, дальнейшая их переработка и лабораторные исследования образцов показали, что замятие торцов рулонов, сваривание витков по торцу рулона и термические надавы отсутствуют. При этом электроизоляционное покрытие полосы равномерно по всей ширине рулона и длине полосы и удовлетворяет предъявляемым требованиям по качеству.
Исходя из вышесказанного, можно сделать вывод, что задача, на выполнение которой направлено техническое решение - выполняется. При этом достигается получение таких технических результатов, как снижение потерь анизотропной электротехнической стали, уменьшение расходного коэффициента, повышение сортности и снижение себестоимости.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ТЕРМИЧЕСКОЙ ОБРАБОТКИ АНИЗОТРОПНОЙ ЭЛЕКТРОТЕХНИЧЕСКОЙ СТАЛИ В КОЛПАКОВОЙ ПЕЧИ | 2000 |
|
RU2178005C1 |
| СПОСОБ ВЫСОКОТЕМПЕРАТУРНОГО ОТЖИГА РУЛОНОВ АНИЗОТРОПНОЙ ЭЛЕКТРОТЕХНИЧЕСКОЙ СТАЛИ ТОЛЩИНОЙ 0,25-0,5 мм | 2000 |
|
RU2190026C2 |
| ИЗОЛИРУЮЩИЙ СЛОЙ И СПОСОБ УСТАНОВКИ РУЛОНОВ МЕТАЛЛОПРОКАТА ИЗ МЕТАЛЛОВ И СПЛАВОВ В КОЛПАКОВУЮ ПЕЧЬ НА ИЗОЛИРУЮЩИЙ СЛОЙ | 2023 |
|
RU2819221C1 |
| СПОСОБ ПРОИЗВОДСТВА АНИЗОТРОПНОЙ ЭЛЕКТРОТЕХНИЧЕСКОЙ СТАЛИ | 2001 |
|
RU2203967C2 |
| СПОСОБ ПРОИЗВОДСТВА АНИЗОТРОПНОЙ ЭЛЕКТРОТЕХНИЧЕСКОЙ ТОНКОЛИСТОВОЙ СТАЛИ | 2002 |
|
RU2224030C2 |
| СПОСОБ ПРОИЗВОДСТВА ТОНКОЛИСТОВОЙ ЭЛЕКТРОТЕХНИЧЕСКОЙ АНИЗОТРОПНОЙ СТАЛИ | 2003 |
|
RU2233892C1 |
| СПОСОБ ПРОИЗВОДСТВА АНИЗОТРОПНОЙ ЭЛЕКТРОТЕХНИЧЕСКОЙ СТАЛИ | 1996 |
|
RU2098493C1 |
| КОЛПАКОВАЯ ПЕЧЬ | 1997 |
|
RU2128234C1 |
| КОНВЕКТОРНОЕ КОЛЬЦО | 2001 |
|
RU2194777C2 |
| СПОСОБ ОТЖИГА ХОЛОДНОКАТАНЫХ ПОЛОС | 2003 |
|
RU2230803C1 |
Изобретение относится к области черной металлургии, в частности к производству анизотропной электротехнической стали, и совершенствует процесс термической обработки полосовой стали в колпаковых печах. Техническим результатом является устранение повреждаемости витков в торцевой части рулона и повышение качества электроизоляционного покрытия. Упомянутый способ включает установку рулонов в один или два яруса с размещением их на кольцевых дисках подставки. Новым в способе является то, что создают антифрикционный слой между торцовыми поверхностями рулона и кольцевого диска подставки путем установки не менее четырех полуколец со смещением линии разъема каждой пары полуколец относительно друг друга, а на верхний торец рулона укладывают по меньшей мере три полукольца с перекрытием их концов, при этом полукольца выполняют из анизотропной электротехнической стали; три полукольца укладывают с перекрытием их концов не менее 100 мм. 1 з.п. ф-лы, 3 ил.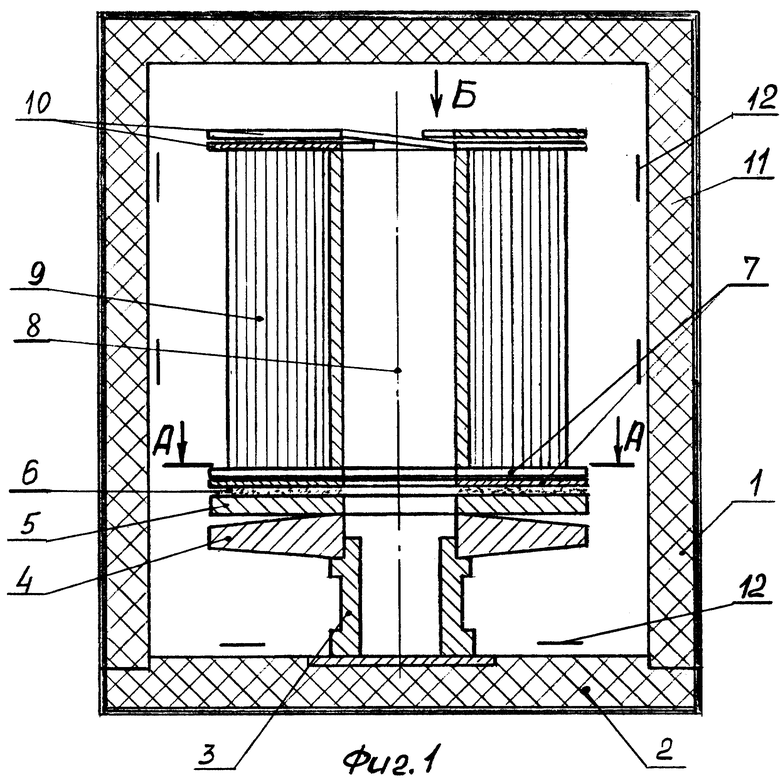
| Колпаковая печь для высокотемпературного отжига | 1979 |
|
SU855026A1 |
| СПОСОБ ОТЖИГА РУЛОНОВ В КОЛПАКОВОЙ ПЕЧИ | 1997 |
|
RU2125104C1 |
| АПТЕРМАН В.Н | |||
| и др | |||
| Колпаковые печи - М.: Металлургия, 1965, с | |||
| Печь для сжигания твердых и жидких нечистот | 1920 |
|
SU17A1 |
| Способ формирования стопы рулонов после прокатки перед их отжигом в колпаковой печи | 1985 |
|
SU1344796A1 |
| КОЛПАКОВАЯ ПЕЧЬ ДЛЯ ОТЖИГА МЕТАЛЛА В РУЛОНАХ | 1992 |
|
RU2040751C1 |
