Изобретение относится к сварке пластмасс, а именно к устройствам для контактно-тепловой сварки пластмассовых преимущественнб фторопластовых, трубопроводов.
Целью изобретения является повышение надежности устройства в работе и повышение качества сварки.
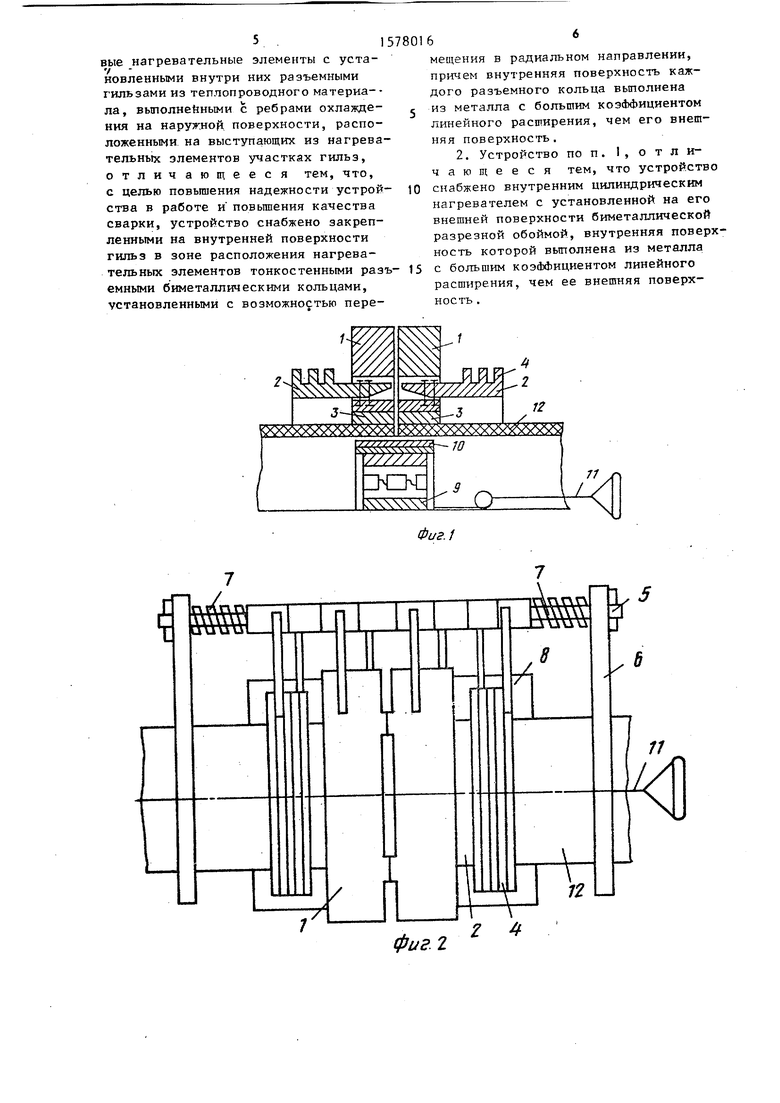
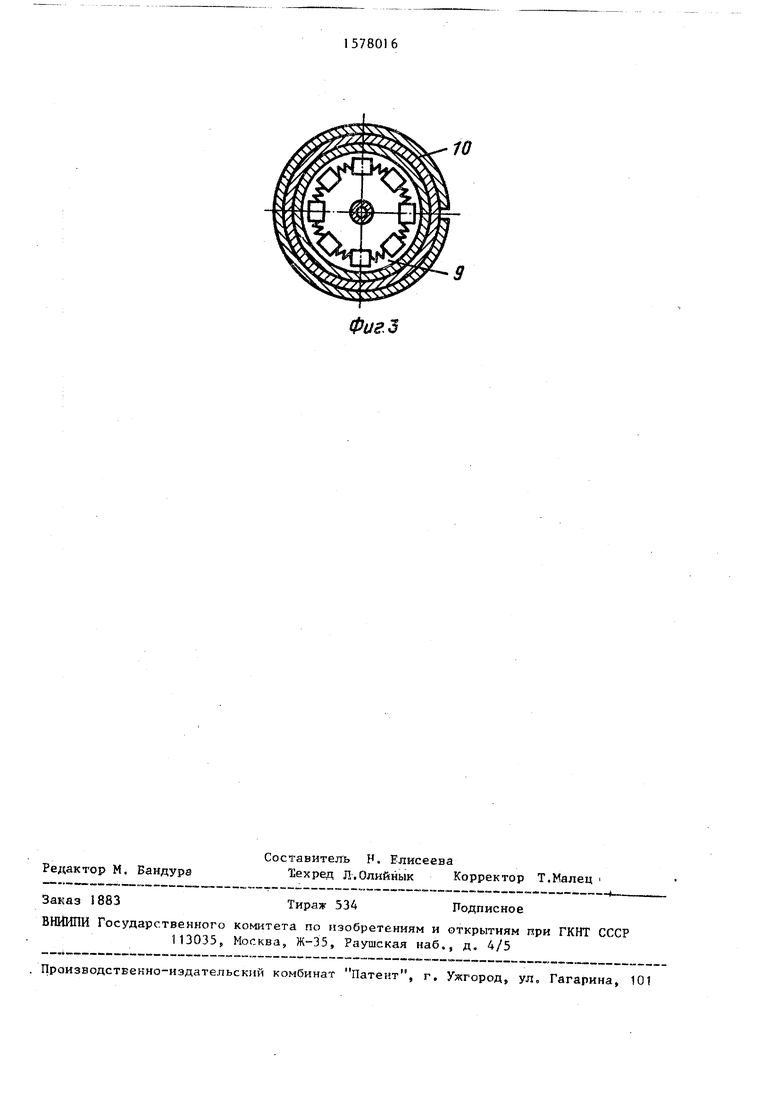
На фиг. 1 изображено устройство, общий вид-, на фиг, 2 - то же, вид сверху; на фиг. 3 - внутренний нагреватель с разрезной обоймой.
Устройство для сварки пластмассовых труб содержит подвижные в осевом направлении разъемные кольцевые нагревательные элементы 1 с расположенными в них разъемными гильзами 2 из теплопроводного материала. На внут- ренней поверхности гильз 2 в зоне расположения нагревательных элементов 1 закреплены тонкостенные разъемные биметаллические кольца 3, состоящие из пластин металлов различной теплопроводности. Грн этом внутренняя поверхность каждого разъемного кольца 3 выполнена из металла с большим коэффициентом линейного расширения, чем его внегаяя поверхность.
Разъемные гильзы 2 выполнены с ребрами 4 охлаждения на наружной поверхУ1-J эо
оэ
ности, расположенными на выступающих из нагревательных элементов 1 участках гильз.
Внутренняя поверхность обращенных друг к другу концов гильз 2 выполнена в виде конуса с образующей, соответствующей участку расширения трубы при нагреве.
Разъемные биметаллические кольца 3 прикреплены к гильзам 2 в начале образующей конуса и имеют возможность Небольшого радиального перемещения. Кольцевые разъемные нагревательные элементы 1 и разъемные гильзы 2 с закрепленными в них кольцами 3 установлены шарнирно на оси 5, закрепленной в опорах 6, подпружинены пружинами 7 и опираются на стенку 8, которая может легко убираться. Устрой- ство содержит также внутренний цилиндрический нагреватель 9 с установленной на его внешней поверхности биметаллической разрезной обоймой 10. Внутренняя поверхность разрезной обоймы 10 выполнена из металла с большим коэффициентом линейного расшире- йия, чем ее внешняя поверхность. Внутренний нагреватель 9 с обоймой 10 связан с тягой И .
Устройство работает следующим образом.
В исходном положении кольцевые нагревательные элементы 1, разъемные гильзы 2 и биметаллические кольца 3 поджаты друг к другу пружинами 7.
В процессе разогрева труб 12, в частности из Фторопластач4, их диаметр и длина нагреваемого участка, определяемая шириной кольцевого на- гревательного Элемента 13 увеличиваются, при этом увеличение продольного размера компенсируется давлением создаваемым пружинами 7, а радиального - за счет упругого расширения биметаллических колец 3, одновременно осуществляющих и зажим свариваемых труб.
При достижении температуры сварки (380-390°С) повышение температуры кольцевых нагревательных элементов 1 прекращается нг осуществляется изотермическая выдержка стыкового соединения при указанной температуре. При эгом ребра 4 охлаждения теплопроводных гильз 2 интенсивно отводят тепло от охватываемого ими участка трубы, что позволяет зафиксировать трубу в зажимных биметаллических кольцах и
0 5 0
5
0 5
,-
5
воспринимать его осевое усилие, создаваемое пружинами 7, за счет термического расширения материала свариваемых труб.
Разъемные биметаллические кольца 3 под действием усилий температурного расширения материала свариваемых труб приобретают коническую Форму за счет изгиба колец.
Выполнение колец биметаллическими из металлов, имеющих различный коэффициент линейного расширения, не позволяет им в процессе эксплуатации потерять свои упругие свойства, при этом стабильность упругих свойств рабочих элементов в течение длительной эксплуатации устройства дает возможность поддержания параметров режима сварки (усилие зажима, величина компенсации расширения материала при нагреве) на одном уровне, что особенно важно при сварке тонкостенных труб из фторопласта-4.
Одновременно с разогревом наружной поверхности труб кольцевыми разъемными нагревательными элементами 1 внутрь свариваемого изделия подается внутренний нагреватель 9 с биметаллической обоймой 10, при этом разогрев зоны соединения осуществляется также и изнутри.
Расширение обоймы 10 при нагреве до температуры сварки не позволяет образоваться грату на внутренней поверхности труб.
На заключительном этапе сварки кольцевые нагревательные элементы 1 отводятся от поверхности теплопроводных гильз 2, а внутренний нагреватель 9 отключается от питающей сети. Гильзы 2,,внутренний нагреватель 9 и разрезная биметаллическая обойма 10 охлаждаются совместно с соединяемыми трубами, оказывая при этом давление на зону сварного соединения труб. При достижении материалов температуры 250°С внутренний нагреватель 9 с обоймой 10 выводится из зоны соединения, гильзы 2 размыкаются и сварное соединение выдерживается на воздухе в свободном состоянии до полного остывания.
Формула изобретения
1. Устройство для сварки пластмассовых труб, содержащее подвижные в осевом направлении разъемные кольце
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО ДЛЯ КОНТАКТНОЙ СВАРКИ ПЛАСТМАССОВЫХ ТРУБ | 2000 |
|
RU2178356C1 |
| Устройство для контактной сварки пластмассовых труб | 1983 |
|
SU1118536A1 |
| Способ соединения пластмассовых рукавов и устройство для его осуществления | 1990 |
|
SU1782769A1 |
| Электронагреватель для контактной сварки труб из термопластов | 1987 |
|
SU1502398A1 |
| ТРУБА С ВНУТРЕННЕЙ ПЛАСТМАССОВОЙ ОБОЛОЧКОЙ | 1992 |
|
RU2027939C1 |
| Способ электронно-лучевой сварки кольцевого соединения тонкостенной обечайки с цилиндрической крышкой, выполненных из высокопрочных алюминиевых сплавов | 2019 |
|
RU2708724C1 |
| СПОСОБ ЭЛЕКТРОННО-ЛУЧЕВОЙ СВАРКИ ТОНКОСТЕННОЙ ТРУБЫ С ТОНКОСТЕННЫМ БИМЕТАЛЛИЧЕСКИМ ПЕРЕХОДНИКОМ | 2006 |
|
RU2329127C1 |
| УСТРОЙСТВО ДЛЯ УСТАНОВКИ И ЦЕНТРИРОВАНИЯ СВАРИВАЕМЫХ ТОРЦОВ ТОНКОСТЕННЫХ ОБОЛОЧЕК | 2008 |
|
RU2393947C2 |
| УСТРОЙСТВО ДЛЯ ПРОИЗВОДСТВА ПЛАСТМАССОВОЙ СОСТАВНОЙ ТРУБЫ, АРМИРОВАННОЙ СЕТОЧНЫМ ОСТОВОМ ИЗ МЕТАЛЛИЧЕСКОЙ ПЛАСТИНЫ С БОЛЬШИМ КОЛИЧЕСТВОМ ОТВЕРСТИЙ | 2000 |
|
RU2242366C2 |
| Нагревательное устройство | 2022 |
|
RU2800492C1 |
Изобретение относится к сварке пластмасс, а именно к устройствам для контактно-тепловой сварки пластмассовых, преимущественно фторопластовых, трубопроводов. Цель - повышение надежности устройства в работе и повышение качества сварки. Для этого устройство для сварки пластмассовых труб снабжено закрепленными на внутренней поверхности гильз в зоне расположения нагревательных элементов тонкостенными разъемными биметаллическими кольцами, установленными с возможностью перемещения в радиальном направлении. Внутренняя поверхность каждого разъемного кольца выполнена из металла с большим коэффициентом линейного расширения, чем его внешняя поверхность. Кроме того, устройство снабжено внутренним цилиндрическим нагревателем с установленной на его внешней поверхности биметаллической разрезной обоймой. Внутренняя поверхность обоймы выполнена из металла с большим коэффициентом линейного расширения, чем ее внешняя поверхность. 1 з.п. ф-лы, 3 ил.
/
7/
I/
-V
п
фиг 2
2 4
ФигЗ
| Устройство для сварки встык полимерных труб | 1981 |
|
SU1052399A1 |
| Солесос | 1922 |
|
SU29A1 |
| Взрывобезопасное шахтное штепсельное соединение | 1957 |
|
SU118536A1 |
| Солесос | 1922 |
|
SU29A1 |
