Изобретение относится к получению эпоксидно-полиэфирных порошковых красок на основе смеси твердых полиэфирных и эпоксидных смол, которые могут быть использованы для защитно-декоративных покрытий металла и металлоизделий, силикатных строительных материалов, стекла в машиностроении, радио- и приборостроении, электротехнической и других отраслях промышленности.
Известно, что для получения полиэфирно-эпоксидных красок используют полиэфиры, являющиеся продуктами взаимодействия многоатомных спиртов с многоосновными кислотами. Получены смолы на основе карбоксилсодержащего полиэфира для порошковых композиций и покрытий. В этом случае сырьем для изготовления полиэфиров служат мономерные низкомолекулярные вещества.
Известна порошковая композиция для покрытий, включающая следующие компоненты при соотношении, мас. ч. :
Эпоксидиановая смола - 51-59
Карбоксилсодержащий полиэфир - 15-23
Пигменты - 14-30
Регулятор розлива - 1-2
Ускоритель отверждения (гидроокись Zn или карбонат Zn) - 1-5
[А. с. СССР N 966103, БИ N 38,1982] .
Известны также эпоксидно-полиэфирные композиции, где используют твердые насыщенные полиэфиры, полученные алкоголизом отходов производства лавсана многоатомными спиртами с последующей этерификацией гидроксилсодержащих полиэфиров в карбоксилсодержащие ангидридами (фталевый, тримелитовый, пиромелитовый) [Махау И. С. и др. Получение твердых карбоксилсодержащих полиэфиров на основе отходов лавсана. - В кн. Химия и технология реакционноспособных олигомеров: Межвуз. сб. - Л. : ЛТИ им. Ленсовета, 1984, с. 87]
Наиболее близкой по составу, технической сущности и достигаемому результату является эпоксидно-полиэфирная краска следующего состава, мас. ч. :
Эпоксидный олигомер Э-23 - 59-68
Карбоксилсодержащий полиэфир - 15-22
Пигменты и наполнители - 15-30
Агенты растекания - 1-2
Ускоритель отверждения - 1-5
[Яковлев А. Д. Порошковые краски. - Л. : Химия, 1987, c. 103] .
Данная композиция позволяет получать покрытия с хорошими прочностными и защитными свойствами, но имеет существенный недостаток - использование дорогого дефицитного сырья, а следовательно высокую стоимость покрытий. Задачей изобретения является получение эпоксидно-полиэфирной порошковой краски для покрытий, отверждающейся при температуре 180-220oC в течение 20-30 мин, с низкой себестоимостью за счет утилизации отходов производства фталевого ангидрида (ОФА).
Поставленная задача достигается тем, что порошковая краска для покрытий, включающая твердую полиэфирную смолу, катализатор отверждения, пигменты, наполнители и регулятор розлива, согласно изобретению в качестве твердой полиэфирной смолы содержит продукт взаимодействия смолистых волокнистых отходов производства лавсана с многоатомными спиртами и отходами дистилляции фталевого ангидрида с содержанием фталевого ангидрида 37-85 мас. % при следующем соотношении компонентов, (мас. ч. ):
Твердая полиэфирная смола - 100
Твердая эпоксидиановая смола - 50-150
Пигменты - 10-30
Наполнители - 10-30
Регулятор розлива - 0,5-1,5
Катализатор отверждения - 5-15
Сущность изобретения заключается в том, что один из компонентов предлагаемой краски - твердая полиэфирная смола - представляет продукт взаимодействия смолистых волокнистых отходов производства лавсана с многоатомными спиртами и отходами дистилляции фталевого ангидрида. Отходы производства лавсана образуются при производстве лавсана и представляют собой первые и последние фракции полимера, выгружаемого из реактора в виде крошки, гранул, пыли, стружки, непрорезы полиэтилентерефталата и при производстве волокна из лавсана в виде волокон, нитей, концов жгута, (путанка). По внешнему виду матированные неокрашенные и окрашенные - обесцвеченные, белые, бежевые, зеленые, черные. Отходы содержат, мас. % летучего вещества - при 105oC - 0,28-0,41, при 200oC - 0,25-0,55; двуокись титана - 0,4-0,5; полиэтилентерефтолат - 88,1-93,1; влагу - 5-10; замасливатель - 1,3-1,5; имеют температуру плавления 200-215oC.
Получение твердой полиэфирной смолы включает две последовательные стадии: алкоголиз вторичного лавсана многоатомными спиртами и поликонденсацию смолы с фталевым ангидридом отходов.
При производстве фталевого ангидрида методом каталитического окисления нафталина последней стадией технологического процесса является очистка фталевого ангидрида от других продуктов, образующихся при окислении нафталина (фталевой и бензойной кислот, малеинового ангидрида, 1,4-нафтохинона и смолистых веществ). Получение чистого фталевого ангидрида производится путем термической обработки с последующей дистилляцией в дистилляционных колонках под вакуумом - 10 мм рт. ст.
Дистилляционная колонка представляет собой вертикальный цилиндрический аппарат с наружным обогревом и насадкой из колец Рашига. Дистилляционная система для перегонки фталевого ангидрида состоит из следующих аппаратов: дистиллятора, дистилляционной колонны, холодильника, обратного холодильника, фазоразделителя, гидрозатвора, сборника фталевого ангидрида, сублимационной ловушки. Обработанный фталевый ангидрид с помощью вакуума передается в дистиллятор. За 1,5-2,0 ч до приемки фталевого ангидрида дистиллятор нагревается пароводяной эмульсией до 160-170oC, паром нагревается холодильник до 132-138oC. Разрежение в дистилляторе 630-720 мм рт. ст. (0,8-0,85 атм. ). По окончании герметизации системы и набора вакуума пересасывают массу фталевого ангидрида в дистиллятор. Одновременно с пересасыванием начинают дистилляцию фталевого ангидрида при вакууме 0,8 атм. и 220-230oC. При этих параметрах ведется отбор "головной" фракции, которая непрерывно подается в куб дистиллятора в количестве 0,5-1,0 м3/ч. При получении данных анализа "головной" фракции до показателю "цветность расплавленного продукта", ГОСТ 7119-77, отбор "головной" фракции прекращают, отбирают основную фракцию фталевого ангидрида. В конце операции дистилляции давление пароводяной эмульсии повышают до 90 атм. , что соответствует температуре 280oC, после чего прекращают подогрев. По окончании дистилляции остаток смолы в дистилляторе и является отходом дистилляции фталевого ангидрида (ОФА), который непригоден для переработки и дальнейшего использования и по мере накопления вывозится в отвал.
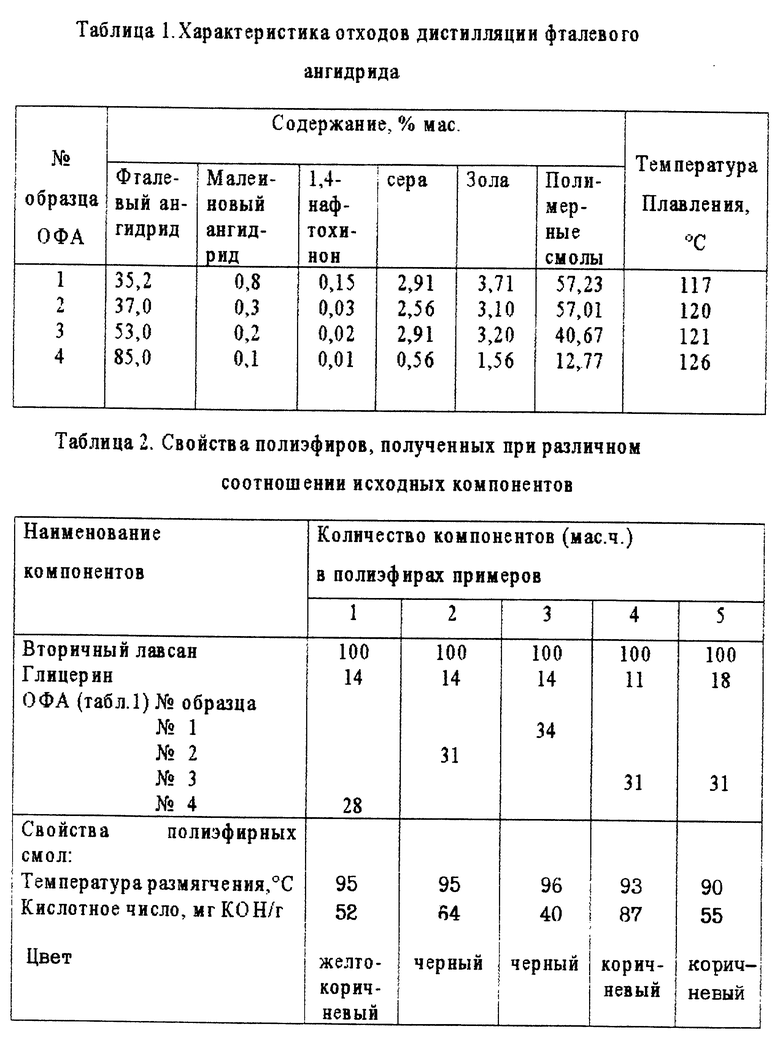
Характеристика отходов дистилляции фталевого ангидрида представлена в табл. 1.
Существенный признак, характеризующий изобретение, - использование ОФА с содержанием фталевого ангидрида не менее 37 мас. %, обеспечивающее получение твердого насыщенного полиэфира, который по совокупности свойств (температура размягчения, кислотное число) обеспечивает получение порошковых эпоксидно-полиэфирных красок и покрытий, удовлетворяющих всем требованиям, предъявляемым к эпоксидно-полиэфирным покрытиям. Возможно использование всех ОФА, которые в условиях реального производства содержат от 37 до 85 мас. % фталевого ангидрида.
Использование ОФА дает возможность квалифицированно утилизировать отход производства, ликвидировать отвал, снизить себестоимость производства порошковой краски, расширить ассортимент дефицитных порошковых красок, организовать производство атмосферостойких эпоксидно-полиэфирных красок, производство которых в Российской Федерации отсутствует.
Новый технический результат заключается в двойном экологическом эффекте: утилизация отходов и экологически чистая безотходная технология получения конечного продукта - полимерного покрытия.
Эпоксидно-полиэфирную порошковую краску получали следующим образом. Синтез твердой полиэфирной смолы проводили в обогреваемом реакторе с мешалкой в среде инертного газа (азот) в две стадии. Отходы лавсана в виде гранул, путанки загружали в реактор, расплавляли и вводили деструктирующий агент (глицерин и диэтиленгликоль или этиленгликоль или их смесь). Процесс алкоголиза осуществляли при 250-260oC, процесс этерификации отходами дистилляции фталевого ангидрида при 155-160oC.
Порошковую краску изготовляли известным способом. Предварительно компоненты смешивали в шаровой мельнице. Полученную смесь подвергали оплавлению и гомогенизации в экструдере при 120oC и после охлаждения измельчали до размера частиц 100 мкм.
В табл. 2 приведены конкретные примеры соотношения компонентов при синтезе полиэфиров, в табл. 3 - примеры состава красок и свойства, полученных из них покрытий. Именно при этих соотношениях компонентов при синтезе полиэфиров и при приготовлении красок наблюдаются максимальные значения физико-механических показателей покрытий. В качестве остальных ингредиентов красок - пигментов, наполнителей, регуляторов розлива, катализаторов отверждения - использовали обычно применяемые для этой цели вещества.
В примерах составов красок в качестве пигментов использовали диоксид титана и оксид хрома, в качестве наполнителей - барит и мел, применение других пигментов и наполнителей не влияло существенно на состав красок и покрытий и поэтому не учитывалось. В качестве регулятора розлива использован винилин (поливинилбутиловый эфир), катализатора отверждения - основной карбонат цинка, который надежно отверждал эпоксидно-полиэфирные краски за 20-25 мин при 200oC.
Свойства полиэфиров, красок и покрытий определяли по следующим методикам: кислотное число - титрованием раствора смолы в хлороформе 0,1 N спиртовым раствором КОН в присутствии фенолфталеина по ТУ-14-107-173-94; температуру размягчения - методом "кольца и шара" по ГОСТ 9950-83; массовую долю летучих веществ - гравиметрическим методом при температуре 105oC; прочность пленок при изгибе - по шкале ШГ-1 по ГОСТ 6806-73; прочность покрытий при ударе - на приборе У-1А по ГОСТ4765-73; адгезию покрытий - методом отслаивания алюминиевой фольги по ГОСТ 15140-78, разд. 1.
Для получения покрытий краски наносили методом пневмоэлектростатического распыления на стальные пластины либо на алюминиевую фольгу и отверждали при 200oC в течение 20 мин.
Наилучшие показатели имели эпоксидно-полиэфирные краски, изготовленные с применением полиэфиров со следующими параметрами: температура размягчения - 90-96oC, кислотное число 40-87 мг КОН/г. Из данных табл. 2 видно, что соотношением компонентов при синтезе полиэфира можно варьировать в достаточно широких пределах с сохранением требуемых свойств. Оптимальное количество ОФА может изменяться от 28 до 34 мас. ч. на 100 мас. ч. вторичного лавсана в зависимости от состава ОФА, в частности от содержания в нем фталевого ангидрида от 37 до 85 мас. %.
При использовании образцов фталевого ангидрида (N 1, N 2 на табл. 1) с содержанием фталевого ангидрида 35-37% значительно возрастала вязкость реакционной массы полиэфирной смолы (особенно при увеличении расхода ОФА), что создавало трудности при выгрузке готового продукта из реактора. Кроме того, при использовании отходов вторичного лавсана и ОФА получалась полиэфирная смола черного цвета, и ее качество усугублялось снижением доли фталевого ангидрида в ОФА, что не позволяло использовать полученную полиэфирную смолу для красок светлых тонов.
Изменение соотношения компонентов более, чем указано в табл. 2, нежелательно, т. к. при этом получаются полиэфиры, при использовании которых ухудшаются свойства красок и покрытий. Введение отходов с содержанием фталевого ангидрида меньше 37 мас. % приводило не только к увеличению вязкости полиэфира, но и к снижению эластичности покрытий (табл. 3, примеры 15, 16). Наилучшие свойства красок и покрытий обеспечивает применение полиэфира состава примеров 1, 4, 5 (табл. 2), который и был применен нами при определении области оптимальных соотношений компонентов в красках (табл. 3). Получить краски белых цветов не представлялось возможным.
Именно при характеристиках полиэфиров, приведенных в табл. 2 (примеры 1, 4, 5), и соотношении компонентов в красках, приведенных в табл. 3 (примеры 6-14), наблюдается получение покрытий с максимально высокими для данной композиции показателями. Применение этих же компонентов, но в других соотношениях дает менее высокий эффект. В табл. 3 все примеры композиций приведены с соотношением компонентов, соответствующим заявляемой формуле изобретения.
Использование ОФА позволяет снизить себестоимость производства порошковой краски на 30%, расширить ассортимент порошковых красок, квалифицированно утилизировать отходы производства фталевого ангидрида.
Предлагаемая эпоксидно-полиэфирная порошковая краска для защитно-декоративных покрытий промышленно применима, что подтверждается актом испытаний.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ПОЛУЧЕНИЯ ПОРОШКОВЫХ КОМПОЗИЦИЙ ДЛЯ ПОКРЫТИЙ С ИСПОЛЬЗОВАНИЕМ СТАДИИ ПЕРЕРАБОТКИ ПОЛИМЕРНЫХ ОТХОДОВ | 2000 |
|
RU2200175C2 |
| ГРУНТОВОЧНАЯ КОМПОЗИЦИЯ ДЛЯ ПОКРЫТИЙ | 2003 |
|
RU2252236C1 |
| ЭПОКСИДНАЯ ПОРОШКОВАЯ КОМПОЗИЦИЯ ДЛЯ ПОКРЫТИЙ | 1994 |
|
RU2129137C1 |
| БИОЦИДНАЯ ПОРОШКОВАЯ КОМПОЗИЦИЯ | 2017 |
|
RU2700876C2 |
| Порошковая краска для покрытий | 1989 |
|
SU1735334A1 |
| СПОСОБ ПОЛУЧЕНИЯ ПОЛИМЕРНЫХ КОМПОЗИЦИЙ С ИСПОЛЬЗОВАНИЕМ СТАДИИ ПЕРЕРАБОТКИ ОТХОДОВ ПОЛИЭТИЛЕНТЕРЕФТАЛАТА | 2011 |
|
RU2496805C2 |
| СПОСОБ ПОЛУЧЕНИЯ СЛОЖНЫХ ПОЛИЭФИРПОЛИОЛОВ И ЖЕСТКИХ ПЕНОПЛАСТОВ НА ИХ ОСНОВЕ | 2003 |
|
RU2236422C1 |
| ПОРОШКОВЫЙ СОСТАВ ДЛЯ ПОКРЫТИЯ | 2001 |
|
RU2213757C2 |
| Способ получения порошковой краски | 1989 |
|
SU1786049A1 |
| СПОСОБ ПОЛУЧЕНИЯ ФТАЛОНИТРИЛА | 2000 |
|
RU2192411C2 |

Изобретение относится к получению эпоксидно-полиэфирных порошковых красок, которые могут быть использованы для защитно-декоративных покрытий металла, силикатных строительных материалов, в машино-, радио- и приборостроении и др. отраслях промышленности. Порошковая краска включает твердую эпоксидиановую смолу, в качестве твердой полиэфирной смолы - продукт взаимодействия смолистых волокнистых отходов производства лавсана с многоатомными спиртами и отходами дистилляции фталевого ангидрида, а также катализатор отверждения, пигменты, наполнители и регулятор розлива. Сочетание компонентов в определенном соотношении позволяет получить краску для покрытий, отверждающуюся при 180-220oС в течение 20-30 мин с низкой себестоимостью за счет утилизации отходов производства фталевого ангидрида. 3 табл.
Порошковая краска для покрытий, включающая твердую полиэфирную смолу, твердую эпоксидиановую смолу, катализатор отверждения, пигменты, наполнители и регулятор розлива, отличающаяся тем, что в качестве твердой полиэфирной смолы она содержит продукт взаимодействия смолистых волокнистых отходов производства лавсана с многоатомными спиртами и отходами дистилляции фталевого ангидрида с содержанием фталевого ангидрида 37-85 мас. % при следующем соотношении компонентов, мас. ч. :
Твердая полиэфирная смола - 100
Твердая эпоксидиановая смола - 50 - 150
Пигменты - 10 - 30
Наполнители - 10 - 30
Регулятор розлива - 0,5 - 1,5
Катализатор отверждения - 5 - 15
| ЯКОВЛЕВ А.Д | |||
| Порошковые краски | |||
| - Л.: Химия, 1987, с.103 | |||
| Порошковая композиция для покрытий | 1980 |
|
SU966103A1 |

