Изобретение относится к металлообработке и может быть применено на долбежных и строгальных станках, например, для изготовления цилиндрических и конических зубьев (с помощью делительной головки и/или вращательного движения резцовой головки вокруг ее оси), а также для отрезания заготовок.
Известна резцовая головка с односторонним режимом резания, которая включает пластину-створку, нижняя кромка которой установлена ниже вершины резца.
При рабочем ходе головки пластина-створка откидывается назад, а при холостом ходе упирается в заготовку и поднимает резец над обрабатываемой поверхностью (см. кн. Копылов Р.Б. Работа на строгальных и долбежных станках.- Л.: Лениздат, 1975 г., с. 142, рис. 83).
Недостатком этой головки является то, что пластина-створка постоянно трется о поверхность заготовки, в результате чего заготовка повреждается, а пластина изнашивается.
Известна также резцовая головка с односторонним режимом резания, в корпусе которой на оси установлена с возможностью качания вставка с резцом, а также электромагнит с якорем, при этом головка снабжена жестко соединенной с якорем и подпружиненной относительно корпуса тягой, а якорь связан со вставкой шарнирно (см. авт. свид. СССР N 1458111, кл. В 23 D 13/02, 89 г. -взято за прототип).
В этой головке уменьшены усилия прижима резца к заготовке при холостом ходе и, таким образом, увеличена стойкость резца.
Однако производительность известных головок с односторонним режимом резания низка, а технологические возможности ограничены в результате того, что резцы в процессе работы необходимо постоянно затыловывать.
Задача предлагаемого изобретения - увеличение производительности резания и расширение технологических возможностей головки путем автоматической затыловки резца в процессе резания.
Поставленная задача решается тем, что в резцовой головке, содержащей корпус с подпружиненной тягой и вставку с резцом, соединенные с помощью шарнира, шарнир вставки выполнен сферическим, торцы корпуса и тяги снабжены трапецеидальными зубьями, а резец выполнен двусторонним (с двусторонней торцевой заточкой).
Кроме того, резец может быть выполнен в виде диска.
Конструкция предлагаемой головки поясняется чертежом.
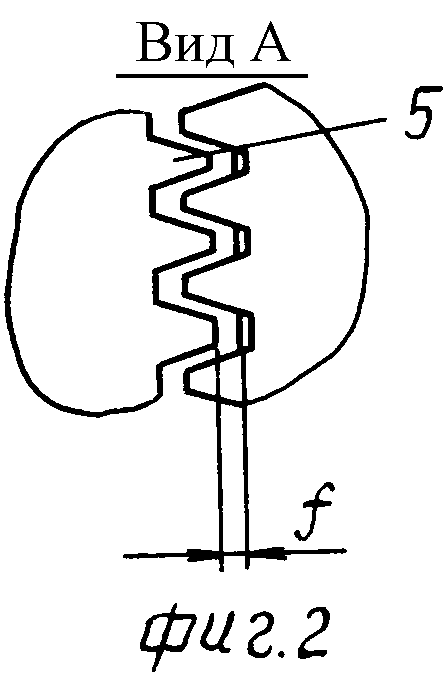
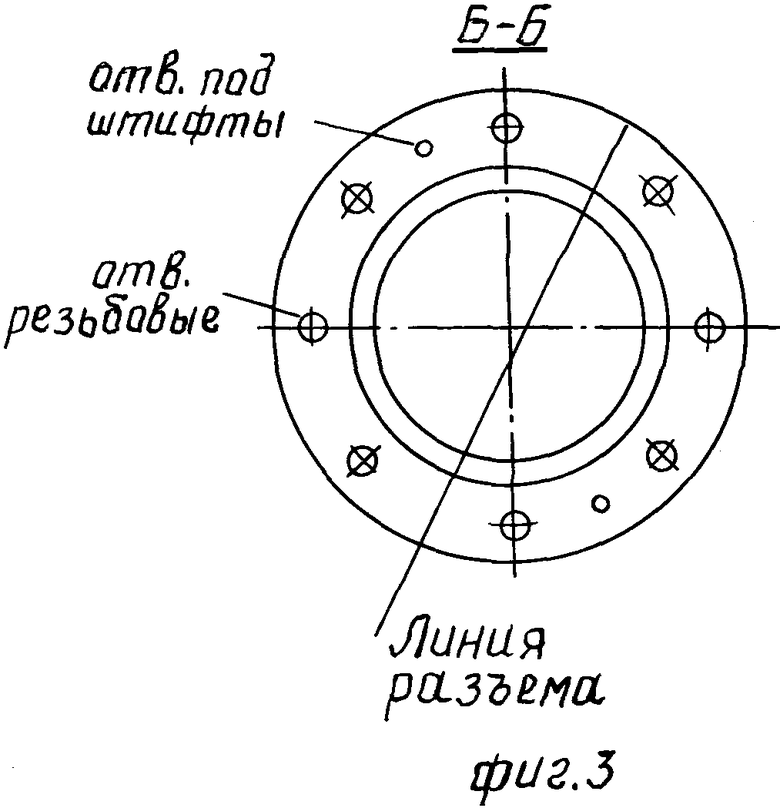
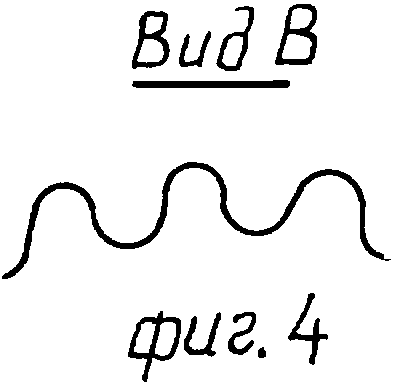
На фиг. 1 изображена головка в разрезе; на фиг. 2 - вид А на фиг. 1; на фиг. 3 - разрез Б-Б на фиг. 1; на фиг. 4 - вид В на фиг. 1.
Головка состоит из корпуса с установленной в нем тягой 2 с пружиной 3, а также вставки 4, при этом торцы тяги 2 и корпуса 1 выполнены в виде входящих в зацепление трапецеидальных зубьев, 5. Двусторонний резец 6, выполненный в виде диска, крепится к вставке 4, а вставка - к корпусу 1 винтами 7 и 8. В сферической части тяги 2 выполнена канавка 8 (для смазки).
Пружина 3 в корпусе 1 должна быть немного сжата, а зазор f в зацеплении зубьев 5 должен обеспечить наклон резца при рабочем ходе вперед и назад примерно по 5o.
При работе головки, во время рабочих ходов вперед и назад, резец 6 будет наклоняться то влево, то вправо до упора в боковые стороны трапецеидальных зубьев 5 на торцах корпуса 1 и тяги 2 (примерно по 5o в каждую сторону), что обеспечит автоматическую затыловку резца.
Предлагаемое техническое решение придает известной резцовой головке новые свойства - позволяет производить обработку заготовок при ходе вперед и назад, т. е. без холостых ходов и, кроме того, обеспечить автоматическую двустороннюю затыловку резца.
Эти свойства неизвестны из источников информации и неочевидны для специалистов, что подтверждает изобретательский уровень заявки.
| название | год | авторы | номер документа |
|---|---|---|---|
| РЕЗЦОВАЯ ГОЛОВКА СТРОГАЛЬНОГО СТАНКА ПРЯМОГО И ОБРАТНОГО РЕЗАНИЯ | 1992 |
|
RU2080966C1 |
| Способ изготовления пластинчатого изделия с рифленой поверхностью | 1989 |
|
SU1722696A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПРЯМОУГОЛЬНЫХ ОТВЕРСТИЙ, ОПРАВКА РЕЗЦОВАЯ, РЕЗЕЦ | 2001 |
|
RU2212985C2 |
| Поперечный строгальный станок для нарезания лобзиковых пил и ножовочных полотен | 1933 |
|
SU37445A1 |
| Резцовая головка | 1990 |
|
SU1774906A3 |
| Резцовая головка | 1989 |
|
SU1785836A1 |
| Способ обработки массивных сепараторов роликовых подшипников | 2015 |
|
RU2655532C2 |
| Резцовая головка | 1987 |
|
SU1458111A1 |
| Долбежный станок для двустороннего резания гнезд | 1990 |
|
SU1747266A1 |
| Способ нарезания пары зубчатых колес | 1983 |
|
SU1164010A1 |
Изобретение относится к металлообработке на долбежных и строгальных станках и может использоваться, в частности, для изготовления цилиндрических и конических зубьев, а также для отрезания заготовок. Резцовая головка содержит корпус с подпружиненной тягой и вставку с резцом, соединенные с помощью шарнира. Для увеличения производительности резания и расширения технологических возможностей шарнир вставки выполнен сферическим. При этом на торцах корпуса и тяги выполнены трапецеидальные зубья, а резец выполнен двусторонним. 1 з.п. ф-лы, 4 ил.
| Резцовая головка | 1987 |
|
SU1458111A1 |
| Резцовая головка для строгального станка | 1981 |
|
SU998004A1 |
| SU 1174179 A, 23.08.1985 | |||
| РЕЗЦОВАЯ ГОЛОВКА СТРОГАЛЬНОГО СТАНКА ПРЯМОГО И ОБРАТНОГО РЕЗАНИЯ | 1992 |
|
RU2080966C1 |
| Устройство для наклепа деталей | 1978 |
|
SU749648A2 |
| СПОСОБ ПОЛУЧЕНИЯ СЛИТКОВ-ЭЛЕКТРОДОВ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2011 |
|
RU2466197C1 |
| CS 265306, 15.12.1989 | |||
| КОПЫЛОВ Р.Б | |||
| Работа на строгальных и долбежных станках | |||
| - Л.: Лениздат, 1975, с | |||
| Рогульчатое веретено | 1922 |
|
SU142A1 |
