Изобретение относится к области фильтрации, а именно к конструкции фильтрующих элементов для очистки рабочих сред и особенно воздуха в большегрузных автотракторных средствах транспорта.
В настоящее время с увеличением объемов информации и появлением на отечественном рынке большого количества наиболее прогрессивных видов техники, а особенно различных транспортных средств, большое внимание уделяется увеличению сроков эксплуатации дорогостоящей техники путем очистки рабочих сред.
Одним из таких аспектов является очистка рабочих сред для подачи в двигатели большегрузных транспортных средств (автомобилей КАМАЗ, МАЗ, БЕЛАЗ, Татра, Скания, Вольво, Ман и т.д., трактора Т-75, Т-130, Т-170, Т-330 и т.д. ).
С увеличением потребности в фильтрующих элементах значительно возросло количество предприятий различных "форм собственности" - изготовителей фильтрующих элементов.
Однако все эти предприятия выпускают фильтрующие элементы, имеющие принципиально аналогичные и традиционные конструкции, выпускаемые как в наиболее развитых странах, так и в нашей стране.
Отличия фильтрующих элементов, выпускаемых различными фирмами, касаются в основном не их конструкции, а качества их изготовления и степени оснащенности фирм оборудованием и средствами механизации.
Последнее время отечественные фирмы наравне с ведущими иностранными фирмами-производителями фильтрующих элементов, используют для повышения качества материалы ведущих в соответствующей области производителей.
Так, фильтровальные материалы используются таких ведущих фирм как "Геснер", "Бинцер" и "Альстрем" для изготовления гофрошторы, а для крышек - оцинкованные стали как лучших отечественных производителей, так и таких фирм как "Крупп", а в качестве клеящих веществ таких как фирма "Клейберит" (ФРГ).
В последнее время для изготовления каркасов вместо ранее широко используемых тонкостенных перфорированных листов все ведущие фирмы используют просечно-вытяжную сетку. Для изготовления сетки было разработано и изготовлено специальное оборудование, позволяющее получать сетку методом безотходной технологии, что, в свою очередь, значительно упростило технологию изготовления каркасов и позволило в большей степени снизить затраты.
На применение просечно-вытяжной сетки в качестве материала для каркасов перешли практически все ведущие инофирмы и ведущие отечественные предприятия: "Покровские фильтры" (г. Энгельс), ЛААЗ (г. Ливны), "FILTRON", "FRAM", "DONALDSON" и другие.
Фильтрующий элемент любой из вышеперечисленных фирм может быть принят за прототип и широко известен из каталогов и других технических источников.
Такой фильтрующий элемент состоит из фильтровального пакета, выполненного, как правило, в виде двух цилиндрических каркасов разного диаметра и установленных коаксиально один внутри другого. Между этими каркасами размещен фильтровальный материал, например многолучевая замкнутая штора из фильтровальной бумаги. Каркасы и фильтровальный материал имеют одинаковую высоту, при этом каркасы могут быть выполнены как из одного и того же, так и из различных материалов.
Собранный пакет соединен неподвижно с торцевыми крышками посредством затвердевающей массы.
Недостатками такой конструкции фильтрующего элемента являются:
- большой процент брака из-за прорыва гофрошторы;
- большие энергозатраты при изготовлении каркасов из сетки (ЦПВС);
- дополнительный расход материала;
- травмирование рук оператора.
Все вышеперечисленные недостатки вызваны тем, что цилиндрические каркасы изготавливаются путем точечной сварки продольных концовых участков каркаса, расположенных внахлест. Так как просечная сетка имеет ромбовидные просечки, стороны которых расположены под углом, то продольные концевые участки заготовок представляют собой острые рваные края, что и является причиной травмирования рук оператора при сборке пакетов.
Поскольку цилиндрические каркасы образуются за счет точечной сварки концевых участков, расположенных внахлест, то для надежного контакта при сварке, т. е. гарантированного соединения металла одного слоя с другим и попадания электродов на металл, а не в пустоту, требуется большой перехлест концевых участков и значительное сечение электродов, а следовательно, и больший расход электроэнергии.
Основной же недостаток - прорыв гофрошторы также вызван наличием острых выступов как наружного, так и внутреннего каркасов, между которыми внедряют гофроштору с минимальными зазорами.
Таким образом, образование каркасов из просечно-вытяжной сетки (ЦПВС) посредством точечной сварки, а следовательно, и наличие острых выступов с двух сторон каждого цилиндрического каркаса усложняет технологию сборки пакетов, требует значительных затрат и не обеспечивает гарантированного качества изделия в целом.
Целью предлагаемого изобретения является создание конструкции фильтрующего элемента, позволяющей повысить качество с одновременным снижением затрат и обеспечением безопасной работы оператора.
Указанная цель достигается тем, что фильтрующий элемент, состоящий из фильтровального пакета, выполненного, как правило, в виде двух цилиндрических каркасов разного диаметра и установленных коаксиально один в другом, объем между которыми заполнен фильтровальным материалом, и двух торцевых крышек, снабжен дополнительно скрепками по числу каркасов, причем каждая скрепка выполнена с двумя противоположно направленными продольными карманами, а кромки одного и того же каркаса размещены в соответствующих карманах скрепки.
Наличие скрепки и размещение кромок каркаса в карманах скрепки обеспечивает получение цилиндрических каркасов без применения сварки и наличия острых выступов, а следовательно, предотвращает травмирование рук оператора, возможность прорыва шторы, а также обеспечивает упрощение сборки пакета и снижение затрат материала и электроэнергии, т.е. исключить все ранее отмеченные недостатки.
Предложенное изобретение поясняется чертежами.
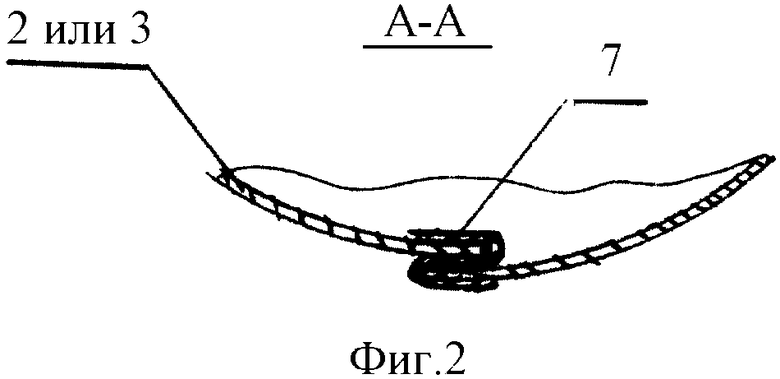
На фиг.1. представлен фильтрующий элемент (общий вид).
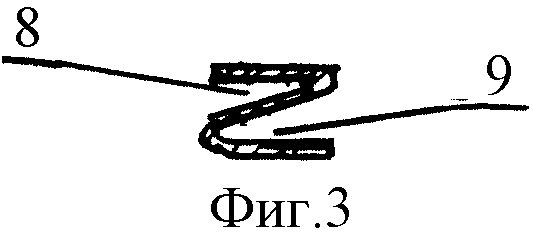
На фиг.2. - сечение по А-А на фиг.1.
На фиг.3. - сечение скрепки до сжатия.
Фильтрующий элемент состоит из верхней крышки 1 (фиг.1), внутреннего каркаса 2, например из просечно-вытяжной сетки, наружного каркаса 3 и нижней крышки 4. Внутренний каркас 2 установлен коаксиально внутри наружного каркаса 3. Объем между этими каркасами заполнен фильтровальным материалом 5, представляющим собой сгофрированную в виде многолучевой звезды бумагу. Высота каркасов 2 и 3, а также сгофрированной бумаги выполнена одинаковой.
Комплект из каркасов 2 и 3 с расположенной между ними сгофрированной фильтровальной бумагой образуют фильтровальный пакет.
Фильтровальный пакет связан своими торцевыми поверхностями с внутренними поверхностями крышек 1 и 4 посредством массы 6, например пластизоля Д-25А или пластизоля фирмы "Кляйберит" (Германия).
Внутренний каркас 2 и наружный каркас 3 изготовлены из сетки просечно-вытяжной (ЦПВС) посредством скрепки 7 (фиг.1 и 2).
Скрепки 7 для каждого из каркасов 2 и 3 выполнены длиной, равной или менее длины каркасов, и имеют один и тот же профиль сечения.
Скрепка 7 имеет два противоположно направленных кармана 8 и 9, в одном из которых расположена одна кромка сетки каркаса 2 или 3, а в другом - другая кромка этой же сетки.
Таким образом, предлагаемая конструкция фильтровального элемента, благодаря тому, что острые кромки сеток каркасов 2 и 3 размещены внутри скрепки 7, позволяет при сборке пакета легко устанавливать фильтрующий материал 5 без порезов его и травмирования рук оператора, а также отказаться от применения аппаратов точечной сварки и затрат электроэнергии. Размещение кромок каркасов в карманах скрепки не требует большого перехлеста, а следовательно, снижается расход материала, а установка кромок до упора позволяет получить каркасы цилиндрической формы без значительных отклонений от цилиндричности.
Источники информации
1. Конструкторская документация на фильтрующий элемент "ИНПРОКОМ 120-1" - прототип.
2. Каталоги фильтров фирм "FILTRON", "FRAM", "DONALDSON".
3. Прайс-лист ЗАО "Энгельсмейс".
4. WA-2 Регистр. Производители товаров и услуг 1998/99 г. Издание шестое. Т. I, с. 745.
5. Очистка топлива в двигателях внутреннего сгорания; авторы М.А.Григорьев; Г.В.Борисова. Москва. "Машиностроение" с. 143.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ ФИЛЬТРУЮЩЕГО ЭЛЕМЕНТА И ЕГО КОНСТРУКЦИЯ | 2000 |
|
RU2165287C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ФИЛЬТРУЮЩЕГО ЭЛЕМЕНТА ПАНЕЛЬНОГО ТИПА | 2001 |
|
RU2182842C1 |
| Устройство для раскладки нити | 1990 |
|
SU1770244A1 |
| ФИЛЬТРУЮЩИЙ ЭЛЕМЕНТ | 1994 |
|
RU2108845C1 |
| СКВАЖИННЫЙ ФИЛЬТР И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ (ВАРИАНТЫ) | 2008 |
|
RU2394979C2 |
| Бобинодержатель | 1977 |
|
SU679502A1 |
| Бобинодержатель | 1983 |
|
SU1118597A1 |
| ПАТРОННЫЙ ФИЛЬТРУЮЩИЙ ЭЛЕМЕНТ И ФИЛЬТРУЮЩИЙ МАТЕРИАЛ ДЛЯ ЕГО ИЗГОТОВЛЕНИЯ | 2000 |
|
RU2183493C2 |
| ФИЛЬТР ДЛЯ ОЧИСТКИ ЖИДКОСТЕЙ ИЛИ ВОЗДУХА (ВАРИАНТЫ) | 2005 |
|
RU2312700C2 |
| УСТРОЙСТВО ДЛЯ СБОРКИ И ТОЧЕЧНОЙ СВАРКИ ФИЛЬТРА ЗАДЕРЖКИ КАТАЛИЗАТОРА | 1997 |
|
RU2113953C1 |
Изобретение предназначено для фильтрации. Фильтрующий элемент состоит из фильтровального пакета и двух торцевых крышек, расположенных с противоположных сторон пакета. Фильтровальный пакет состоит из двух каркасов разного диаметра, выполненных, например, из просечно-вытяжной сетки (ЦПВС) и установленных коаксиально один в другом. Объем между каркасами заполнен фильтровальным материалом, а кромки каждого каркаса скреплены посредством скрепки, имеющей два противоположно направленных кармана, в которых размещены его кромки. Скрепки выполнены длиной, равной или менее длины каркасов. Конструкция фильтрующего элемента при его использовании позволяет повысить качество с одновременным снижением затрат и обеспечением безопасной работы оператора. 1 з.п. ф-лы, 3 ил.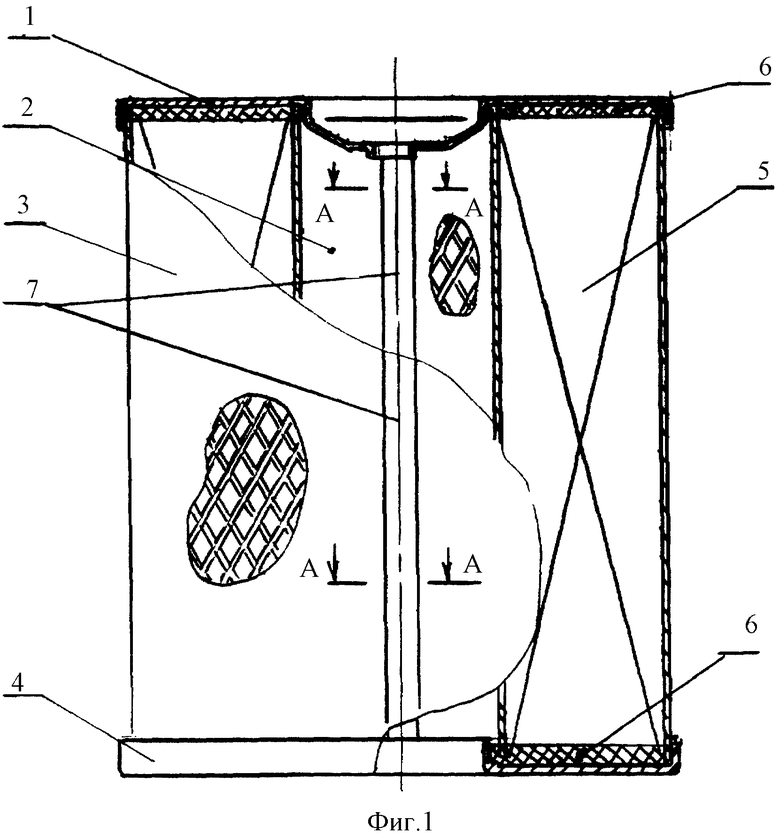
| ФИЛЬТРУЮЩИЙ ЭЛЕМЕНТ | 1994 |
|
RU2108845C1 |
| Стыковое соединение | 1974 |
|
SU554422A1 |
| ФИЛЬТРУЮЩИЙ ЭЛЕМЕНТ ДЛЯ ОЧИСТКИ ЖИДКОСТЕЙ | 1993 |
|
RU2077367C1 |
| US 3520417 А, 14.07.1970 | |||
| СПОСОБ И УСТРОЙСТВО ДЛЯ ПРОИЗВОДСТВА ПРОПЕНА И C4 УГЛЕВОДОРОДА | 2016 |
|
RU2726483C1 |
| УКРЫТИЕ МЕСТ ВЗРЫВА МАТАМИ ИЗ ШИН | 2006 |
|
RU2310812C1 |
| Способ получения соединения | 1987 |
|
SU1559225A1 |

