Изобретение относится к испытательной технике, а именно к контролю герметичности изделий, преимущественно воздухом.
Известен способ испытания изделий на герметичность, реализованный в устройстве по патенту США 3331237, кл. 73-40, 1967 г., заключающийся в том, что испытательное давление газа от блока подготовки по линии испытания подают в одну из камер дифференциального манометра, а по линии нагнетания - в другую камеру дифференциального манометра и в испытываемое изделие. Настройка устройства производится по графикам соотношений между объемом испытываемого изделия и утечкой испытательного газа в зависимости от падения давления.
Недостаток известного способа испытания состоит в сложности настройки устройства для его реализации.
За прототип принят способ испытания изделий на герметичность, реализованный в устройстве по а.с. 761867, кл. G 01 М 3/26, 1980 г., заключающийся в том, что на стенках испытываемого или эталонного изделий или части их создают перепад давления газа, подключают к контролируемой полости детектор утечки, при испытании эталонного изделия в фазе контроля устанавливают допустимый поток утечки газа, при этом установившееся показание детектора утечки за время фазы контроля принимают за порог разбраковки.
Недостаток известного способа испытания изделий на герметичность состоит в недостаточной точности настройки и поверки, так как измерение микропотоков сама по себе задача проблемная и производится с большой погрешностью. Расходомеров классического исполнения (по перепаду давления на диафрагме или ротаметров) для измерения микропотоков не существует. Как правило, для этого используются косвенные методы измерения микрорасходов, например тепловые расходомеры. Кроме того, в известном устройстве для реализации способа приспособление для выполнения настройки и поверки сложно в аппаратурном отношении - это три сложных самостоятельных устройства: расходомер, пневмодроссель с настройкой проводимости и электропневмоклапан. Да и дорого каждое устройство для испытания изделий на герметичность снабжать таким поверочным приспособлением. Также велики вес и габариты приспособления. Необходимо также сказать, что в известном способе не предусмотрен и невозможен контроль герметичности полости измерительной системы, что также уменьшает точность и надежность контроля. Все сказанное выше относится как к бескамерному, так и к камерному методам испытания изделий на герметичность, когда контролируемое изделие помещают в камеру и контролируемой полостью становится полость камеры.
Задача изобретения - совершенствование способа и устройства для контроля изделий на герметичность.
Технический результат - повышение качества выпускаемой продукции благодаря большей точности настройки и поверки приборов для контроля герметичности.
Для достижения названного технического результата в известном способе контроля изделий на герметичность, заключающемся в том, что на стенках контролируемого или эталонного изделия или части их создают перепад давления газа, подключают к контролируемой полости детектор утечки и при испытании эталонного изделия в фазе контроля устанавливают порог разбраковки путем изменения объема контролируемой полости на величину:
где Q - допустимый поток утечки газа;
t - время фазы контроля;
Для достижения указанного выше технического результата также предлагается при испытании эталонного изделия измененный объем контролируемой полости удерживать не меньше времени фазы контроля и по уменьшению показаний детектора утечки судить о негерметичности полости измерительной системы.
В известном устройстве для контроля изделий на герметичность, содержащем узел создания перепада давления газа на стенках контролируемого или эталонного изделий или части их, детектор утечки газа, подключаемый к контролируемой полости и приспособление для настройки и поверки устройства, подключаемое в фазе контроля к контролируемой полости при испытании эталонного изделия, названный технический результат достигается тем, что приспособление для настройки и поверки выполнено в виде дополнительной полости с возможностью изменения объема на величину:
где Q - допустимый поток утечки газа;
t - время фазы контроля;
Дополнительно предлагается при реализации способа дополнительную полость выполнить в виде шприца, подпоршневая полость которого подключена к контролируемой полости.
В предлагаемом способе испытаний изделий на герметичность и в устройстве для его осуществления поставленный технический результат достигается тем, что порог разбраковки изделий по степени негерметичности устанавливается с помощью подключения к контролируемой полости на фазе контроля при испытании эталонного (годного) изделия дополнительной полости, вполне определенного объема, что вызывает такое же изменение показаний детектора, как и в прототипе, когда устанавливается с помощью дросселя с настраеваемой проводимостью и расходомера допустимый, с точки зрения заказчика или потребителя, поток утечки газа и за время контроля устанавливается на дифманометре порог разбраковки. Но в предложенном техническом решении это делается с большей точностью, так как измерение изменения подключаемого к контролируемой полости объема производится, в отличие от измерения величины микропотока в прототипе, с более высокой точностью. Производится это быстрее с помощью простого и недорогого приспособления или мерительного инструмента. Поверку поэтому можно производить по регламенту чаще или в случаях, когда появляются сомнения в ходе проведения испытаний или когда идет отработка технологии изготовления изделий.
Для камерных испытаний вышеприведенная формула примет вид:
т. е. при камерных испытаниях в камере, образованной вокруг изделия или части его, абсолютное давление равно атмосферному.
Для бескамерных испытаниях выше приведенная формула примет вид:
где Рисп - испытательное давление газа, подаваемого в полость изделия.
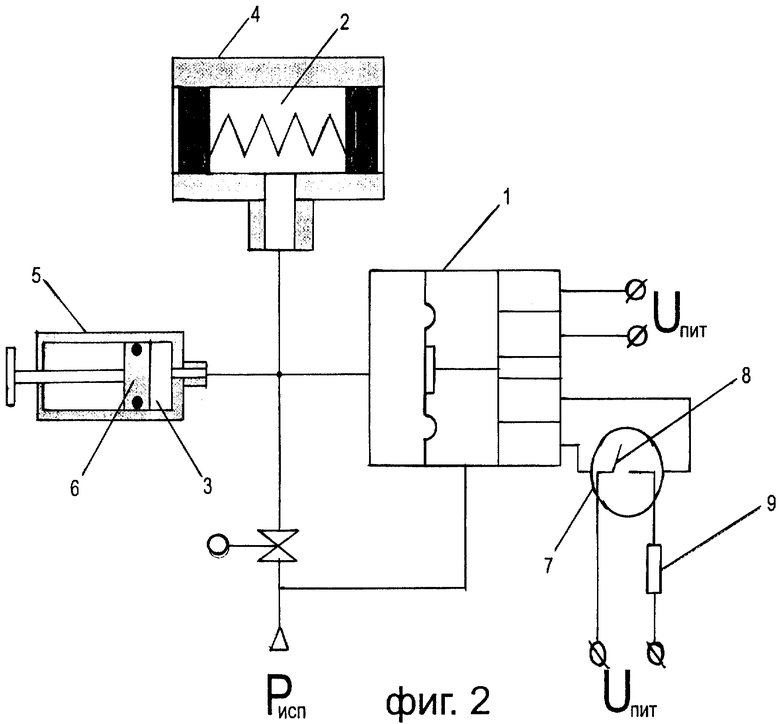
На фиг. 1 показано устройство для осуществления способа при камерных испытаниях изделия на герметичность, на фиг.2 - при бескамерных испытаниях.
Устройство содержит детектор 1 утечки, подключаемый к контролируемой полости 2, дополнительную полость 3, выполненную с возможностью изменения объема и подключения к контролируемой полости 2. В качестве испытываемого изделия 4 служит тормозной колесный цилиндр в сборе без резиновых грязезащитных колпачков с торцов. В качестве дополнительной полости 3 служит подпоршневая полость шприца 5, объем которой изменяется с помощью поршня 6. Порог разбраковки устанавливается по показаниям шкалы показывающего прибора 7 с подвижной контактной парой 8, которой включается реле 9 схемы управления при достижении стрелкой значения порога разбраковки. При камерных испытаниях контролируемая полость 2 образована полостями между торцами изделия 4 и уплотнительными прокладками 10, укрепленными на торцах прижима 11, механически связанного с приводом (на чертеже не показан), полостями трубок измерительной системы и подмембранной полостью датчика детектора 1. При бескамерных испытаниях контролируемой полостью 2, куда подключается детектор утечки 1, служит полость испытываемого изделия 4, полости соединительных трубок измерительной системы и подмембранная полость датчика детектора 1.
Способ осуществляют следующим образом.
После сборки и монтажа устройства, установки или стенда для испытания изделий на герметичность необходимо произвести настройку и поверку указанных устройств. Для этого любым методом контроля герметичности находят эталонное изделие 4. В шприце 5 перемещением поршня 6 устанавливают необходимый объем дополнительной полости 3, пользуясь вышеприведенной формулой. Для камерных испытаний изменение объема дополнительной полости 3 равно:
ΔV = Q•t.
Полость 3 с установленным объемом подсоединяют к контролируемой полости 2. А далее выполняется последовательно вся технология испытаний. После герметизации эталонного изделия 4 в его полость подают испытательное давления газа или воздуха и по окончании стабилизации давления и переходных процессов в полости изделия 4 перемещают поршень 6 шприца 5 до изменения объема полости 3 до нуля. При этом увеличивается давление в контролируемой полости 2, имитируя увеличение давления от утечки, и стрелка прибора 7 перемещается до определенного значения на шкале прибора. На этом значении устанавливается подвижный контакт 8 и оно принимается за порог разбраковки.
При бескамерных испытаниях после присоединения дополнительной полости 3 к контролируемой полости изделия 4 объем полости 3 устанавливается равным нулю, а после подачи испытательного газа или воздуха в изделие 4 и окончания переходных процессов в нем увеличивают объем полости на величину, определяемую по формуле:
Установившееся значение по шкале прибора 7 принимают за порог разбраковки и на этом значении устанавливают подвижный контакт 8.
Примеры осуществления способа.
В экспериментах использовались следующие приборы:
- в качестве датчика детектора 1 при камерных испытаниях низкопредельный датчик для измерения давления "Метран - 45 - ДИ" модель 5110 с верхним пределом измерения 10 мм вод. ст. и выходным сигналом 0÷5 мА;
- регистрирующий прибор 7 типа М - 286 К с пределом шкалы 0÷5 мА;
- реле 9 типа РЭС - 22;
- в качестве дополнительной полости 3 - подпоршневая полость шприца объемом 1 см3;
- в качестве датчика детектора 1 при бескамерных испытаниях - дифференциальный датчик "Метран - 44 ДД", модель 2410 с верхним пределом измерения 10 мм вод. ст. и выходным сигналом 0÷5 мА;
- в качестве изделий 4 использовались колесные тормозные цилиндры в сборе без резиновых грязезащитных колпачков, устанавливаемых с торцов цилиндров.
Пример 1.
Необходимо отбраковать по схеме на фиг. 1 изделие 4 с утечкой Q≥1,2 см3/мин, время фазы контроля t=6 сек. После герметизации эталонного изделия 4 в его полость подавали испытательное давление Рисп=1 кгс/см2 и через 2 сек, когда давление в полости изделия 4 стабилизировалось и закончились переходные процессы, к контролируемой полости 2, которая включает в себя полость между торцами изделия 4 и прокладками 10, полости трубок измерительной системы и подмембранную полость датчика детектора 1 подсоединялся шприц 5 и с помощью перемещения поршня 6 изменялся (уменьшался) его объем на величину 
При этом стрелка прибора 7 устанавливалась на значении 2,2 мА, на этом значении устанавливается подвижный контакт 8 и оно принималось за порог разбраковки. Теперь при испытании штатных изделий 4, если поток утечки будет больше, чем 1,2 см3/мин, то такое изделие будет отбраковываться, так как при его испытании произойдет замыкание контакта 8 за установленное время фазы контроля.
Пример 2.
Необходимо отбраковывать изделие 4 по схеме на фиг.2 с утечкой Q≥1,2 см3/мин, время фазы контроля t=6 сек. В полость эталонного изделия 4 подавали испытательное давление Рисп=1 кгс/см2 и через 2 сек, когда давление в полости изделия 4 стабилизировалось и закончились переходные процессы, объем контролируемой полости 2 (полость изделия 4) путем перемещения поршня 6 увеличивался на величину: .
.
При этом стрелка прибора 7 устанавливалась на значении 2 мА, при этом значении устанавливался контакт 8 и оно принималось за порог разбраковки. Теперь при испытании штатных изделий 4, если поток утечки в нем будет больше, чем 1,2 см3/мин, то такое изделие будет отбраковываться, так как при его испытании произойдет замыкание контакта 8 за установленное время фазы контроля.
Пример 3.
В измерительной системе (фиг.1) в одной из трубок выполнен надрез. После изменения объема контролируемой полости на 0,12 см2 стрелка прибора 7 отклонилась на 2,2 мА, но через 6 сек показания прибора 7 изменились (уменьшились) до 2,12 мА, т. е. по результатам этого эксперимента можно сказать о негерметичности измерительной системы.
Таким образом, предложение авторов позволяет с большей точностью, чем в прототипе, производить контроль изделий на герметичность, так как настройка изготовленных приборов для контроля герметичности и поверка их во время эксплуатации производится с большей точностью. Поверочное устройство простое, очень доступно при эксплуатации, недорогое и не громоздкое. Также предложение авторов позволяет контролировать герметичность измерительной системы, что также увеличивает точность настройки и поверки приборов для контроля герметичности изделий.
И именно надежно и точнее герметичность измерительной системы можно обнаружить тогда, когда порог разбраковки устанавливается быстро. На фоне медленного и длительного изменения выходного сигнала за все время фазы контроля до значения порога разбраковки, как в прототипе, негерметичность измерительной системы обнаружить невозможно, так как изменения выходного сигнала от негерметичности изделия и полости измерительной системы направлены в разные стороны.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИСПЫТАНИЯ ИЗДЕЛИЙ НА ГЕРМЕТИЧНОСТЬ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1999 |
|
RU2169354C2 |
| СПОСОБ КОНТРОЛЯ ГЕРМЕТИЧНОСТИ ИЗДЕЛИЙ | 2019 |
|
RU2728323C1 |
| Способ испытания изделий на герметичность | 1990 |
|
SU1753317A1 |
| Способ испытания изделий на герметичность | 1990 |
|
SU1763921A1 |
| СПОСОБ КОНТРОЛЯ ГЕРМЕТИЧНОСТИ ИЗДЕЛИЙ | 2001 |
|
RU2213944C2 |
| СПОСОБ КОНТРОЛЯ ГЕРМЕТИЧНОСТИ ПОЛОГО ИЗДЕЛИЯ С ОТКРЫТЫМ ТОРЦОМ | 2010 |
|
RU2444714C1 |
| СПОСОБ КОНТРОЛЯ ГЕРМЕТИЧНОСТИ | 2009 |
|
RU2386937C1 |
| АВТОМАТИЗИРОВАННЫЙ СТЕНД ДЛЯ ИСПЫТАНИЯ ИЗДЕЛИЙ НА ГЕРМЕТИЧНОСТЬ | 2001 |
|
RU2194259C2 |
| СПОСОБ КОНТРОЛЯ | 2011 |
|
RU2451916C1 |
| СПОСОБ КОНТРОЛЯ ГЕРМЕТИЧНОСТИ | 2013 |
|
RU2527659C1 |
Изобретение относится к испытательной технике. В способе контроля изделий на герметичность для настройки и поверки контроля герметичности используют подключение к контролируемой полости при испытании эталонного изделия, к которой подключается и детектор утечки, на фазе контроля дополнительной полости с регулируемым объемом, что позволяет тем самым изменять давление в контролируемой полости и имитировать с большей точностью эффект влияния утечки с помощью простого и доступного инструментария. Это позволяет повысить точность разбраковки изделий по степени негерметичности, так как представляется возможность с большей точностью производить настройку и поверку приборов контроля герметичности и устанавливать порог разбраковки при работе на них. Устройство для реализации способа может быть выполнено с использованием шприца при небольших испытательных давлениях как при камерных, так и при бескамерных испытаниях и механически деформируемого стакана из сильфона при бескамерных испытаниях, когда испытательное давление велико. 2 с. и 2 з. п. ф-лы, 2 ил.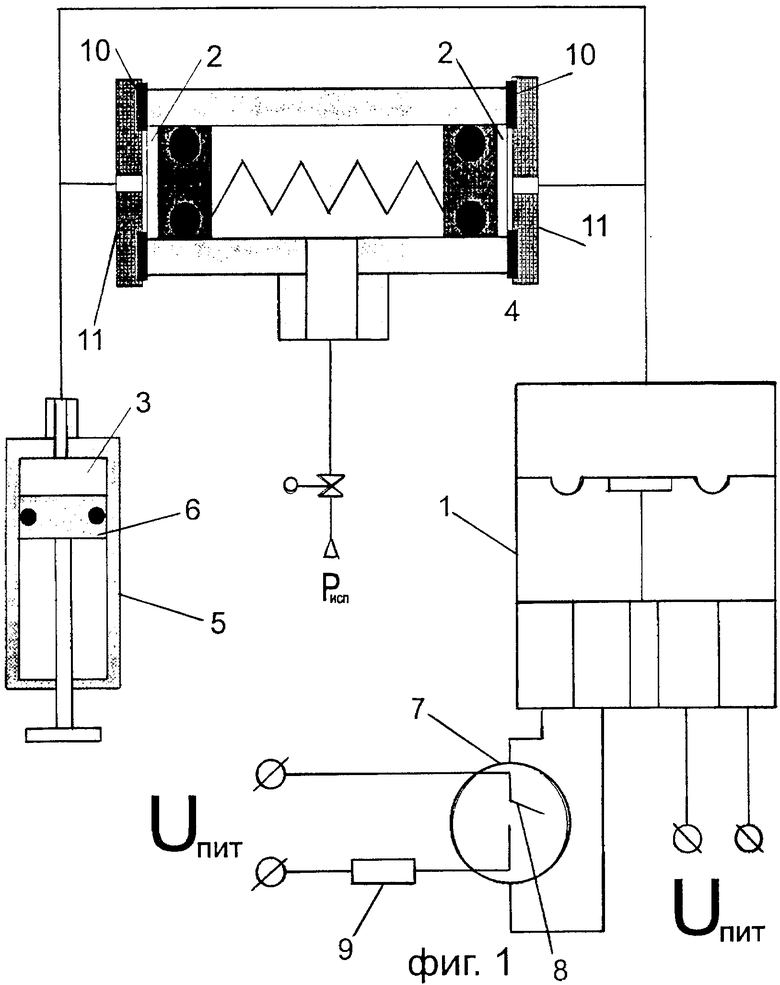

где Q - допустимый поток утечки газа;
t - время фазы контроля;
2. Способ по п. 1, отличающийся тем, что измененный объем контролируемой полости эталонного годного изделия выдерживают не менее времени фазы контроля и по уменьшению показаний детектора утечки судят о негерметичности полости измерительной системы.
где Q - допустимый поток утечки газа;
t - время фазы контроля;
4. Устройство по п. 3, отличающееся тем что дополнительная полость выполнена в виде шприца, подпоршневая полость которого подключена к контролируемой полости.
| SU 761867 A, 07.09.1980 | |||
| СПОСОБ КОНТРОЛЯ НЕГЕРМЕТИЧНОСТИ ИЗДЕЛИЙ | 1991 |
|
RU2039961C1 |
| АВТОМАТИЗИРОВАННЫЙ СТЕНД ДЛЯ ИСПЫТАНИЯ ИЗДЕЛИЙ НА ГЕРМЕТИЧНОСТЬ | 1998 |
|
RU2141634C1 |
| Устройство для подборки сфальцованных печатных листов | 1986 |
|
SU1581213A3 |
| АГРЕГАТ ДЛЯ ПРОИЗВОДСТВА ПОРОШКОВОЙ ПРОВОЛОКИ | 1997 |
|
RU2164453C2 |
| DE 4204960 A1, 26.08.1993. | |||

