Изобретение касается непрерывного литья металлов. Более точно, оно касается устройств для непрерывного литья металлов, таких как нержавеющая сталь, в форме тонких лент путем отверждения жидкого металла на движущейся стенке или между двумя движущимися стенками. Эти движущиеся стенки могут, в частности, представлять собой боковые поверхности одного или двух валков с горизонтальными осями, энергично охлаждаемых изнутри.
В последние годы были достигнуты заметные успехи в развитии способов литья тонких стальных лент непосредственно из жидкого металла. Способом, который в настоящее время представляется наиболее пригодным для быстрого выхода на промышленное использование, является литье между двух валков, охлаждаемых изнутри, вращающихся вокруг их горизонтальных осей в противоположных направлениях и расположенных напротив друг друга; минимальное расстояние между их поверхностями равно толщине, которую хотят придать литой ленте (например, несколько миллиметров). Зона литья, содержащая жидкую сталь, определена боковыми поверхностями валков, на которых происходит отвердевание ленты, и боковыми крышками из огнеупорного материала, приложенными к концам валков. В случае необходимости валки могут быть заменены двумя движущимися охлаждаемыми лентами. Для литья еще более тонких материалов предложено также осуществлять отвердевание путем нанесения жидкого металла на охлажденную поверхность одного вращающегося валка.
Непосредственное получение высокого качества поверхности ленты является основным элементом успеха процесса литья. В самом деле, основной выгодой литья тонких лент непосредственно из жидкого металла является возможность, которую оно предоставляет, ликвидировать или значительно уменьшить объем операции горячей прокатки толстого полупродукта, обычно получаемого в результате литья. Когда из стали льют толстые материалы, дефекты поверхности можно ликвидировать путем шлифования и во всяком случае значительная степень сплющивания позволяет заметно уменьшить их значимость. Напротив, в способах литья тонких лент необходимо получить поверхность, имеющую мало дефектов от литья. В особенности, лента должна быть, насколько это возможно, лишена маленьких поверхностных трещин, называемых "микротрещинами", так как они наносят ущерб качеству конечного продукта после холодной прокатки, которая должна придать ленте ее окончательную толщину.
Обычно, эти микротрещины имеют глубину порядка 40 мкм и раскрывание меньше или равно 20 мкм, и замечено, что они ассоциированы с участком поверхности металла, на котором металл обогащен элементами, которые сегрегируются в момент отверждения, такими как николь и марганец. Таким образом, ясно, что эти дефекты образуются в момент отверждения стали на валках. Их появление связано со сжатиями металла при отверждении, размах которых зависит от пути отверждения и, следовательно, от состава металла, используемого для литья. Условия контакта между сталью и поверхностью валков также имеют большое значение, так как они управляют процессами теплопереноса, ответственными за отверждение. Главным образом, они контролируются шероховатостью поверхности валков и, в равной степени, природой газа, находящегося в момент отверждения в полых гравированных участках этой поверхности, когда она не является совершенно гладкой. В самом деле, этот газ образует "прослойку" между металлом и валком, и его влияние на теплоперенос зависит от его природы и его количества. Оба эти параметра управляются, в особенности, приспособлением для обеспечения инертности изложницы, которое используют для защиты жидкой стали от атмосферного окисления, особенно в зоне, где поверхность металла контактирует с валком, называемой "мениском". Обычно, процессы теплопереноса более интенсивны тогда, когда используют защищающий газ, обладающий значительной растворимостью в жидкой стали, такой как азот, чем когда используют защищающий газ, нерастворимый в жидкой стали, например аргон.
В европейском патенте 0309247 предложено придавать поверхности валков шероховатость в форме "ямок", то есть гравировать круглые или овальные углубления диаметром порядка 0,1-1,2 мм и глубиной 5-100 мкм. Европейский патент 0409645 рассматривает также природу защищающего газа и предлагает соединить использование ямок с использованием газовой смеси, состоящей из газа, растворимого в жидком металле (азот, водород, СО2, аммиак) и газа, не растворимого в жидком металле (аргон, гелий). При использовании защищающего газа, обладающего слишком высокой растворимостью в металле, возникает опасность того, что он не предотвратит проникновение металла до дна ямок: в таком случае получают быстрое отвердевание, генерирующее микротрещины (все как если бы поверхность для литья была строго гладкая), которое, кроме того, оставляет существовать на поверхности ленты выпуклости, представляющие собой "негативный" оттиск ямок. Наоборот, газ, полностью не растворимый в жидком металле, подвергается опасности чрезмерного расширения и может оставить на поверхности ленты следы в виде углублений. В других документах предложено создавать эти ямки при помощи лазерной обработки (европейский патент 0577833) или дробеструйной обработки (японские патенты 6134553 и 6328204). Во всех цитированных документах ямки не примыкают друг к другу и отделены друг от друга шлифованными участками поверхности или участками поверхности с очень слабой шероховатостью.
Предложено также (европейский патент 0396862) делать на валках круглые канавки шириной от 10 мкм до 1 мм и глубиной 30-500 мкм, находящиеся друг от друга на расстоянии от 50 мкм до 3 мм.
В другом документе (международный патент 95/13889) предложено делать валки, имеющие на их поверхности круглые гребни и канавки глубиной 10-60 мкм, удаленные друг от друга на 100-200 мкм. Эта форма гравировки связана с требованием к составу металла, который является нержавеющей аустенитной сталью, например типа SUS 304, в которой отношение Сrэкв/Niэкв должно быть меньше 1,60 и даже предпочтительно меньше 1,55. Это последнее требование равносильно тому, что отвердевание металла должно осуществляться в первичной аустенитной области. Если отношение Сrэкв/Niэкв больше этих величин, ленты имеют углубления в форме "крокодиловой кожи", которые могут переходить в микротрещины. Тем не менее опыт показывает, что на этих типах нержавеющих аустенитных сталей лента очень чувствительна к растрескиванию при нагреве. В таком случае имеется опасность вызвать образование продольных трещин заметного размера, которые создают проблему по меньшей мере столь же серьезную, что и проблема, создаваемая микротрещинами, которой стараются избежать. Чтобы ее устранить, надо сильно уменьшить остаточные количества элементов, сообщающих хрупкость, которые присутствуют в металле, таких как сера и фосфор. Это приводит к особым требованиям к выбору сырья и/или способу изготовления жидкой стали, что неизбежно увеличивает себестоимость материалов.
Вместе с тем цитированные методы не дают полного удовлетворения в связи с тем, что во многих случаях всегда констатируют образование микротрещин на материале, даже если оно заметно уменьшено по сравнению со случаем, когда сталь льют на гладкие валки или на валки с неподавленной шероховатостью.
Ближайшим аналогом предлагаемого изобретения являются способ и устройство для непрерывного литья ленты нержавеющей аустенитной стали непосредственно из жидкого металла, раскрытые в международном патенте WO 95/13889.
Известный способ включает подачу в литейную машину жидкого металла, содержащего углерод, кремний, марганец, хром, никель, молибден, ниобий, титан, медь, азот, фосфор и серу при соотношении в нем Сrэкв/Niэкв больше 1,55, на одну движущуюся стенку или между двумя движущимися стенками, наружная поверхность которых имеет ямки, подачу в зону, окружающую мениск, защищающего газа заданного состава для создания в ней инертной атмосферы, отвердевание ленты и определение Сrэкв и Niэкв по следующим выражениям:
Сrэкв=%Сr+1,37•%Мо+1,5•%Si+2•%Nb+3•%Ti и
Niэкв=%Ni+0,31•%Mn+22•%С+14,2•%N+%Cu.
Известное устройство содержит одну или две подвижные охлаждаемые стенки, на которых осуществляют отвердевание материалов и наружная поверхность которых имеет ямки, и средство для подачи в зону, окружающую мениск, защищающего газа заданного состава для создания в ней инертной атмосферы.
Задачей изобретения является разработка для сталелитейщиков метода, который позволит им лить нержавеющие аустенитные стали, например (но не только) стали типа SUS 304, в форме тонких лент толщиной несколько миллиметров, содержащих как можно меньше как микротрещин, так и продольных трещин, тем не менее без того, чтобы было необходимо использовать жидкий металл с сильно уменьшенным содержанием остаточных элементов.
Предметом изобретения является способ непрерывного литья ленты нержавеющей аустенитной стали непосредственно из жидкого металла, включающий подачу в литейную машину жидкого металла, содержащего углерод, кремний, марганец, хром, никель, молибден, ниобий, титан, медь, азот, фосфор и серу при соотношении в нем Сrэкв/Niэкв больше 1,55, на одну движущуюся стенку или между двумя движущимися стенками, наружная поверхность которых имеет ямки, подачу в зону, окружающую мениск, защищающего газа заданного состава для создания в ней инертной атмосферы, отвердевание ленты и определение Сrэкв и Niэкв по следующим выражениям:
Сrэкв=%Сr+1,37•%Мо+1,5•%Si+2•%Nb+3•%Ti и
Niэкв=%Ni+0,31•%Mn+22•%C+14,2•%N+%Cu.
Указанная задача достигается за счет того, что в литейную машину подают жидкий металл, содержащий, мас.%: углерод ≤0,08; кремний ≤1; марганец ≤2; хром - 17-20; никель - 8,0-10,5; сера ≤0,030 и фосфор ≤0,045, при этом всю наружную поверхность движущейся стенки или двух движущихся стенок выполняют из примыкающих друг к другу ямок диаметром 100-1500 мкм и глубиной 20-150 мкм, причем используют защищающий газ, состоящий по крайней мере частично из газа, растворимого в стали;
что отношение Сrэкв/Niэкв поддерживают от 1,55 до 1,70;
что ямки имеют диаметр 700-1500 мкм и глубину 80-120 мкм;
что в качестве растворимого в стали газа применяют азот, при этом используют защищающий газ, состоящий из 50-100% азота и 0-50% аргона;
что ленту непосредственно после ее отливки подвергают горячей прокатке при 800-1200oС коэффициентом уменьшения, большим или равным 5%; и
что две движущиеся стенки представляют собой наружные поверхности двух охлаждаемых валков с горизонтальными осями, вращающихся в противоположных направлениях.
Также предметом изобретения является устройство для непрерывного литья тонких металлических материалов, содержащее одну или две подвижные охлаждаемые стенки, на которых осуществляют отвердевание материалов и наружная поверхность которых имеет ямки, и средство для подачи в зону, окружающую мениск, защищающего газа заданного состава для создания в ней инертной атмосферы.
Указанная выше задача в предлагаемом устройстве решается за счет того, что вся наружная поверхность подвижной стенки или двух подвижных стенок выполнена из примыкающих друг к другу ямок диаметром 100-1500 мкм и глубиной 20-150 мкм; и
что подвижные охлаждаемые стенки являются наружными поверхностями двух охлаждаемых валков с горизонтальными осями, выполненными с возможностью вращения в противоположные стороны.
Как будет понятно из последующего описания, решение вышеуказанной задачи достигается за счет объединения требований, касающихся состава металла, шероховатости поверхности или поверхностей для литья и состава защищающего газа.
Как было упомянуто выше, тонкая металлическая лента чувствительна к растрескиванию при нагревании и сильно подвержена развитию продольных трещин во время отвердевания. Чтобы устранить это неудобство, предложено, согласно изобретению, осуществлять отвердевание ленты не полностью в области первичного аустенита, а в области, включающей первичный феррит. Однако доля первичного феррита не должна быть слишком значительной, чтобы минимизировать сжатия, связанные с переходом от феррита к аустениту, которым подвергается металл во время отвердевания. В этих условиях, чтобы получить этот результат, нержавеющая аустенитная сталь (например, стали типа SUS 304 по стандарту AISI), имеющая следующий состав, мас.%: С≤0,08%; Si≤1%; Mn≤2%; Р≤0,045%; S≤0,030%; Сr - 17,0-20%; Ni - 8,0-10,5%, должна, кроме того, удовлетворять условию Сrэкв/Niэкв>1,55 и предпочтительно 1,55<Сrэкв/Niэкв<1,70. При Сrэкв/Niэкв от 1,55 до 1,70 изменения объема, связанные с превращением феррит-аустенит, которое начинается перед окончанием отвердевания, остаются минимальными и легко компенсируются за счет поступлений жидкого металла. Когда Сr3КВ/Ni3КВ больше 1,70, сжатия, связанные с превращением феррит-аустенит, начинают увеличиваться и уменьшение микротрещин становится менее значительным.
Отношение Сrэкв/Niэкв вычисляют, исходя из формул Хаммара и Свенсона, то есть
Crэкв=%Cr+1,37•%Mo+1,5•%Si+2•%Nb+3•%Ti;
Niэкв=%Ni+0,31•%Mn+22•%C+14,2•%N+%Cu.
Чтобы этот особый состав стали мог полностью сыграть свою роль в сокращении поверхностных дефектов, он должен соответствовать конфигурации поверхности валков для литья, гарантирующей отличную равномерность процессов теплопереноса на всей вышеупомянутой поверхности. С этой точки зрения, конфигурации, обычно используемые в аналогах, в которых поверхности для литья сформированы таким образом, что состоят из полых гравированных зон (канавки или ямки), отделенных друг от друга шлифованными или очень слабо шероховатыми участками поверхности, не годятся. В самом деле, они проявляют, особенно благодаря отсутствию возможности прохождения газа из одной полой зоны в другую, резкое чередование относительно больших участков поверхности, где металл непосредственно контактирует с холодным валком, и относительно больших участков поверхности, где металл контактирует с газовой подушкой, которая смягчает условия отвердевания. Это чередование вредно для получения хорошей равномерности охлаждения ленты и становится основной помехой, когда льют металл, способный подвергаться превращению феррит-аустенит во время его отвердевания.
В этих условиях тиснение на поверхности валков примыкающих ямок оставляет, следовательно, только немного места для прямого контакта между металлом и валком и, давая возможность защищающему газу проходить из одной ямки в другую, позволяет осуществить желаемую равномерность охлаждения. Вершины шероховатостей служат местами, инициирующими отвердевание, в то время как полые части образовывают "сжимающиеся прокладки" для металла в процессе отвердевания и позволяют получить лучшее распределение сжатий, чем в случае, если бы поверхность валков имела между ямками шлифованные или слабо шероховатые участки. Конечно, равномерность охлаждения также будет реализована, если будут использовать валки, поверхность которых будет точно отшлифована. Но тогда охлаждение будет слишком резким и не будет извлечена польза из наличия сжимающихся прокладок, которые позволяют "смягчить" превращение феррит-аустенит. Это приведет к возникновению большого количества трещин. С другой стороны, лишают себя возможности модулировать интенсивность процессов теплопереноса, играя на составе и расходе защищающего газа, который позволяет, например, регулировать во время литья выпуклость валков (смотри французскую заявку на патент 2732627).
С другой стороны, использование ямок, скорее чем канавок, как в международном патенте 95/13889, обеспечивает более однородное отвердевание по ширине материала благодаря случайному характеру поверхностной структуры валка.
Для получения искомого результата прилегающие ямки должны иметь диаметр 100 -1500 мкм, если они имеют по крайней мере приблизительно круглую форму. Разумеется, что они могут быть также более или менее грубо эллиптической формы. В таком случае их размеры должны придать им поверхность, точно эквивалентную той, которую бы имели круглые ямки вышеупомянутого типа. Их глубина заключена между 20 и 150 мкм.
Ямки могут быть сделаны на валках известными обычными способами: лазерной обработкой, фотогравированием, дробеструйной обработкой. Само собой разумеется, особенно в последнем случае, что используемый способ получения ямок нужного размера должен учитывать механические свойства слоя никеля, который, обычно, покрывает поверхность медной обечайки валка.
Эти размеры ямок должны быть сопряжены с составом защищающего газа, который должен быть адаптирован к ним по крайней мере в зоне мениска, где окружающий газ захватывается в ямки между поверхностью валка и мениском. Например, нельзя использовать чистый аргон, не растворимый в стали, так как он будет образовывать слишком толстую "подушку", что сделает слишком неоднородным контакт между сталью и валком. Будет также слишком большая и слишком резкая разность температур между точками контакта и отсутствия контакта металлической пленки с валком. Это слишком замедлит отвердевание и, следовательно, упрочнение металлической пленки и, таким образом, будет способствовать появлению трещин. Наоборот, использование чистого растворимого газа, например азота, рискует тоже быть негодным в случае, когда ямки имеют диаметр в верхней части вилки, определенной перед этим, и малую глубину, так как он не сможет предотвратить проникновение стали глубоко в ямки и появление таким образом слишком заметной поверхности контакта с валком. Таким образом вновь столкнутся с проблемами, которых хотели избежать, с возникновением, сверх того, опасности образования на ленте выпуклостей, которые будут являться "негативным" отпечатком неровности поверхности валков. Следовательно, путем моделирования и/или экспериментально необходимо определить, какие составы защищающего газа, присутствующего на уровне мениска, лучше всего приспособлены к данным ямкам и к данным составам металла. Больше всего обычно используют защищающий газ, состоящий из азота (50-100%) и аргона (0-50%). Отличные результаты получают с таким защищающим газом, используемым совместно с примыкающими ямками диаметром 700-1500 мкм и глубиной 80-120 мкм, при литье нержавеющей стали типа SUS 304, имеющей отношение Сrэкв/Niэкв от 1,55 до 1,70.
Надо также предусмотреть оборудование машины для непрерывного литья защищающим приспособлением, позволяющим хорошо регулировать состав атмосферы в зоне мениска. Этой цели удовлетворяет устройство, описанное во французской заявке на патент 2727338, но могут быть использованы и все другие эквивалентные устройства.
Чтобы получить еще более высокое качество поверхности конечного продукта, можно также предусмотреть осуществление в линии, непосредственно после литья, горячей прокатки при 800-1200oС с коэффициентом уменьшения толщины, большим или равным 5%. Она позволяет уменьшить шероховатость необработанной литой ленты и придать таким образом прекрасный внешний вид поверхности конечного продукта.
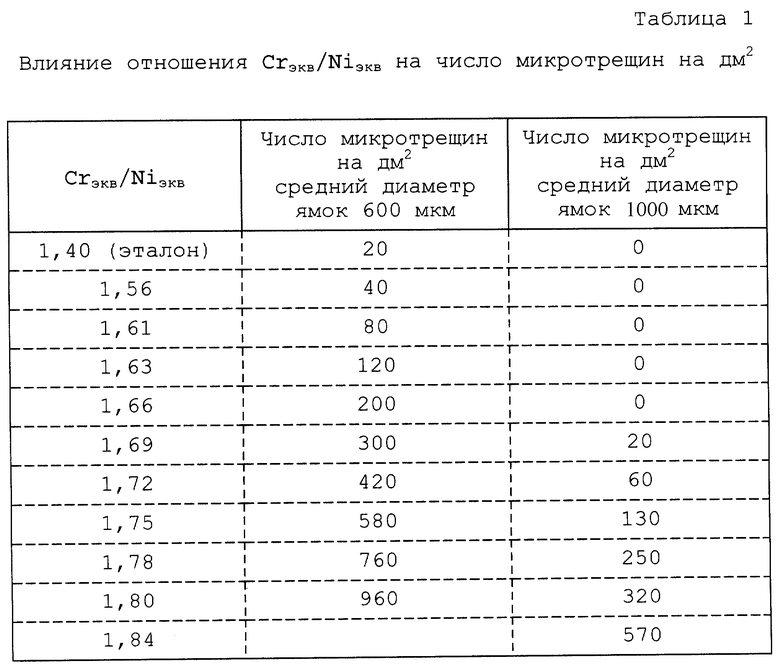
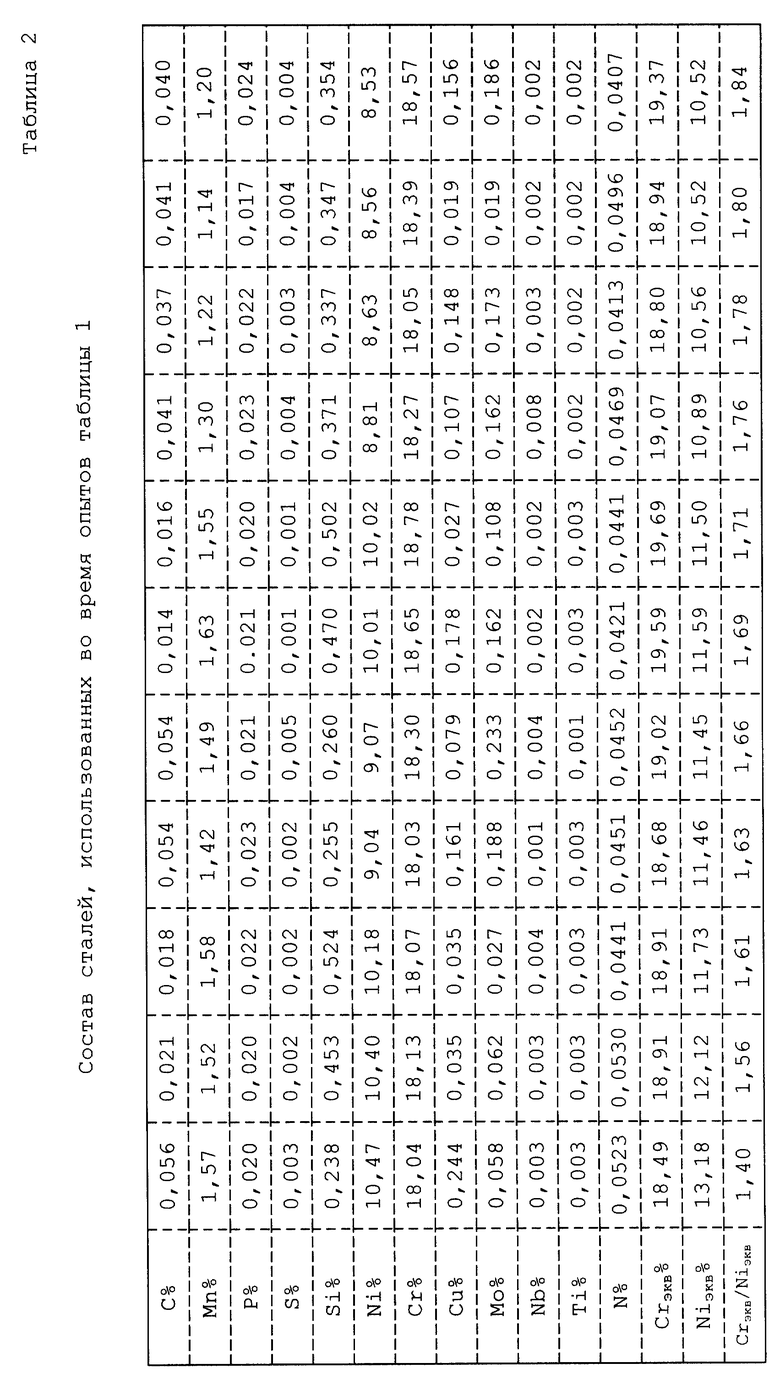
В качестве примера таблица 1 иллюстрирует влияние отношения Сrэкв/Niэкв стали на число микротрещин на дм2, замеченных на ленте, отлитой между двумя валками. Результаты были получены для двух средних диаметров ямок (600 мкм и 1000 мкм) и для защищающего газа, состоящего из 90% азота и 10% аргона. Составы сталей, соответствующие различным опытам, даны в таблице 2: речь идет о нержавеющих аустенитных сталях типа SUS 304, содержания остаточных элементов в которых не являются особо низкими.
Как видно, при среднем диаметре ямок 1000 мкм получают поверхность ленты, лишенную или практически лишенную микротрещин вплоть до отношения Сrэкв/Niэкв, равного 1,69 включительно. Обычно считают, что плотность микротрещин на дм2, меньше или равная 40, является очень хорошим результатом. С этой точки зрения использование ямок значительно меньшего диаметра (600 мкм) дает менее удовлетворительные результаты. Но надо подчеркнуть, что ленты, полученные таким образом, для двух типов ямок лишены продольных трещин, за исключением тех, для которых отношение Сrэкв/Niэкв было равно 1,40. Наличие таких продольных трещин, видимых невооруженным глазом, является абсолютно неисправимым дефектом, так как он существует на прокатанных материалах, что делает их полностью не пригодными для использования. Как уже говорилось, чтобы не получить такие продольные трещины на стали, которая будет иметь отношение Сrэкв/Niэкв меньше 1,55, надо снизить в ней содержания элементов, придающих хрупкость (особенно серы и фосфора), что заметно увеличит стоимость обработки. Сопряжение условий литья согласно изобретению позволяет решить эту проблему.
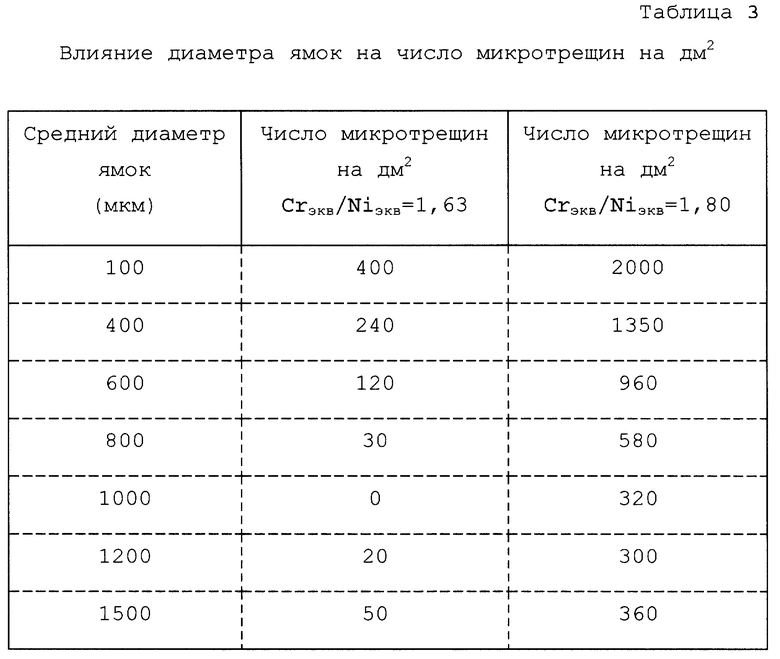
Более детально было также изучено влияние диаметра ямок на образование микротрещин, и полученные результаты резюмированы в таблице 3. Рассматривают две разные марки, соответствующие отношениям Сrэкв/Niэкв, равным 1/63 и 1,80 (данные об их детальном составе смотри в таблице 2). Защищающий газ состоял из 90% азота и 10% аргона.
Из этих примеров видно, что наилучшие результаты по плотности микротрещин принципиально получаются для диаметров ямок порядка 700-1500 мкм и отношения Сrэкв/Niэкв, равного 1,63. На всех исследованных образцах отмечено отсутствие продольных трещин.
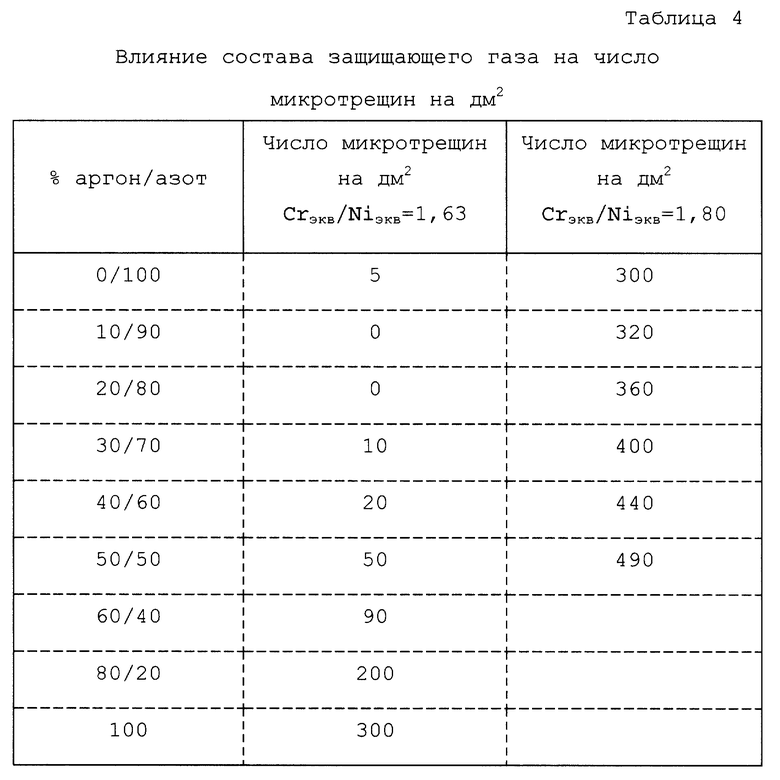
Что касается влияния состава защищающего газа (в данном случае его способности в большей или меньшей степени растворяться в стали), результаты этого исследования резюмированы в таблице 4. Испытания были проведены с использованием валков, ямки которых имели средний диаметр 1000 мкм.
Отмечают, что отличные результаты получены, принципиально, при содержаниях аргона, меньше или равных 50%, с отношением Сrэкв/Niэкв, равным 1,63, оптимум был достигнут при отношении аргон/азот от 10/90 до 20/80%. Однако выше 50% аргона констатируют, что неровности валка чрезмерно отпечатываются на ленте "в виде негатива" и не рекомендуют работать в этом диапазоне величин.
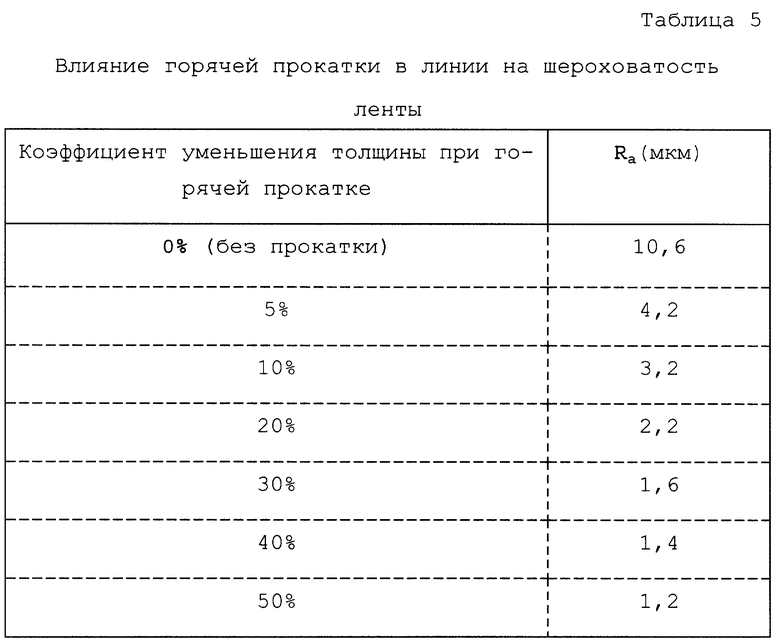
Наконец, что касается влияния горячей прокатки в линии, осуществляемой непосредственно после литья, на шероховатость Ra ленты, таблица 5 показывает это влияние на ленты, имеющие отношение Сrэкв/Niэкв, равное 1,63, полученные литьем на валки с ямками со средним диаметром 1000 мкм с защищающим газом, состоящим из 90% азота и 10% аргона.
Шероховатость ленты уменьшается, когда коэффициент уменьшения ее толщины во время горячей прокатки увеличивается. Шероховатости Ra, обычно встречающиеся без горячей прокатки на лентах-аналогах, являются величинами порядка 4,5 мкм, по меньшей мере коэффициент уменьшения толщины 5% достаточен, следовательно, для получения более слабых шероховатостей в оптимальных условиях согласно изобретению.
Как было сказано, изобретение может быть использовано на машинах для литья на одну или две подвижные стенки тонких металлических материалов, таких как машина для литья на единственный валок, или машина для литья между лентами. Самым главным для этого устройства является то, что состав стали, поверхность или поверхности для литья, контактирующие с жидким металлом, имеют характеристики шероховатости, которые были описаны, и что газообразная окружающая среда на уровне мениска также может быть воспроизведена сообразно предыдущей инструкции.
Группа изобретений относится к области непрерывного литья металлов. Способ непрерывного литья ленты нержавеющей аустенитной стали непосредственно из жидкого металла включает подачу жидкого металла, имеющего следующий состав, мас. %: С≤0,08; Si≤1; Mn≤2; P≤0,045; S≤0,030; Cr - 17,0-20,0; Ni - 8,0-10,5, в литейную машину на одну или между двумя движущимися стенками, наружная поверхность которых снабжена ямками, и подачу в зону, окружающую мениск, для создания в ней инертной атмосферы защищающего газа заданного состава, состоящего по крайней мере частично из газа, растворимого в стали, и последующее отвердевание ленты. Жидкому металлу придают отношение Crэкв/Niэкв больше 1,55, при этом Crэкв=%Cr+1,37•%Мо+1,5•%Si+2•%Nb+3•%Ti и Niэкв= %Ni+0,31•%Mn+22•%C+14,2 •%N+%Сu. Вся наружная поверхность движущейся стенки или двух движущихся стенок состоит из примыкающих друг к другу ямок диаметром 100 - 1500 мкм и глубиной 20 - 150 мкм. Подвижные охлаждаемые стенки могут являться наружными поверхностями двух охлаждаемых валков с горизонтальными осями, выполненными с возможностью вращения в противоположные стороны. 2 c. и 6 з.п. ф-лы, 5 табл.
| Прибор для очистки паром от сажи дымогарных трубок в паровозных котлах | 1913 |
|
SU95A1 |
| ПРИБОР ДЛЯ ОПРЕДЕЛЕНИЯ ОБЪЕМА ПРОБЫ ГРУНТА | 0 |
|
SU309247A1 |
| EP 0409645 А1, 23.01.1991 | |||
| 0 |
|
SU396862A1 | |
| Устройство для изготовления металлических тонких лент | 1990 |
|
SU1838034A3 |

