Изобретение относится к области обработки поверхностей деталей с помощью поверхностно-пластического давления, в частности к обработке поверхностей направляющих станин в процессе проведения их ремонта с помощью гайковерта, в патрон которого хвостовиком вкручивается головка для обкатки поверхностей.
Широко известны способы обработки поверхностей станин, в частности, их финишной обработки с помощью шабера, которым наводят финишную обработку, т. е. "наведением мороза".
Недостаток известного способа с устройством (шабер) заключается в том, что этот способ требует большой трудоемкости, физического труда при быстром затуплении лезвия инструмента устройства при больших затратах времени, а также обеспечение поверхности меньшей износостойкости.
Задачей изобретения является уменьшение трудоемкости выполняемых работ, увеличение срока службы инструмента при уменьшении времени на проведение выполняемых работ, увеличении износостойкости обрабатываемой поверхности.
Технический результат обеспечен благодаря тому, что используют способ финишной обработки поверхностей направляющих станин, при котором на направляющие воздействуют обкаточной головкой для образования микрорельефа, при этом на нижнем торце обкаточной головки размещают шарики и ролики, с помощью которых на поверхности образуют наклепанный волнообразный слой. Обкаточной головке сообщают возвратно-вращательное движение. Способ осуществляется с использованием устройства для финишной обработки поверхностей направляющих станин, включающего обкаточную головку с приводом ее вращения. Устройство снабжено шариками и роликами, установленными на нижнем торце обкаточной головки. В качестве привода вращения головки использован гайковерт, в наконечник которого вкручена обкаточная головка.
Пример осуществления способа.
Способ осуществляется с помощью пневматическо-реверсивного гайковерта, который запускается с помощью курка пускового устройства, после чего сжатый воздух, попадая в рабочую камеру пневмодвигателя, вращает ротор. Вращение ротора передается механизму, который преобразует непрерывное вращательное движение ротора двигателя в периодические ударные импульсы. Ударные импульсы через шпиндель передаются на резьбовое соединение. Под действием этих импульсов происходит вращение головки для обкатки поверхностей. Наличие у гайковерта реверсивного двигателя позволяет вращать головку как в одном направлении, так и в обратном.
Перед началом работы необходимо надежно присоединить гайковерт к воздухопроводу и проверить давление воздуха в сети. Во время работы гайковерта необходимо следить за исправным состоянием воздухопровода и шланга. В случае отсутствия у воздухопровода масленки с автоматической подачей масла пневмодвигатель полагается смазывать два раза в смену.
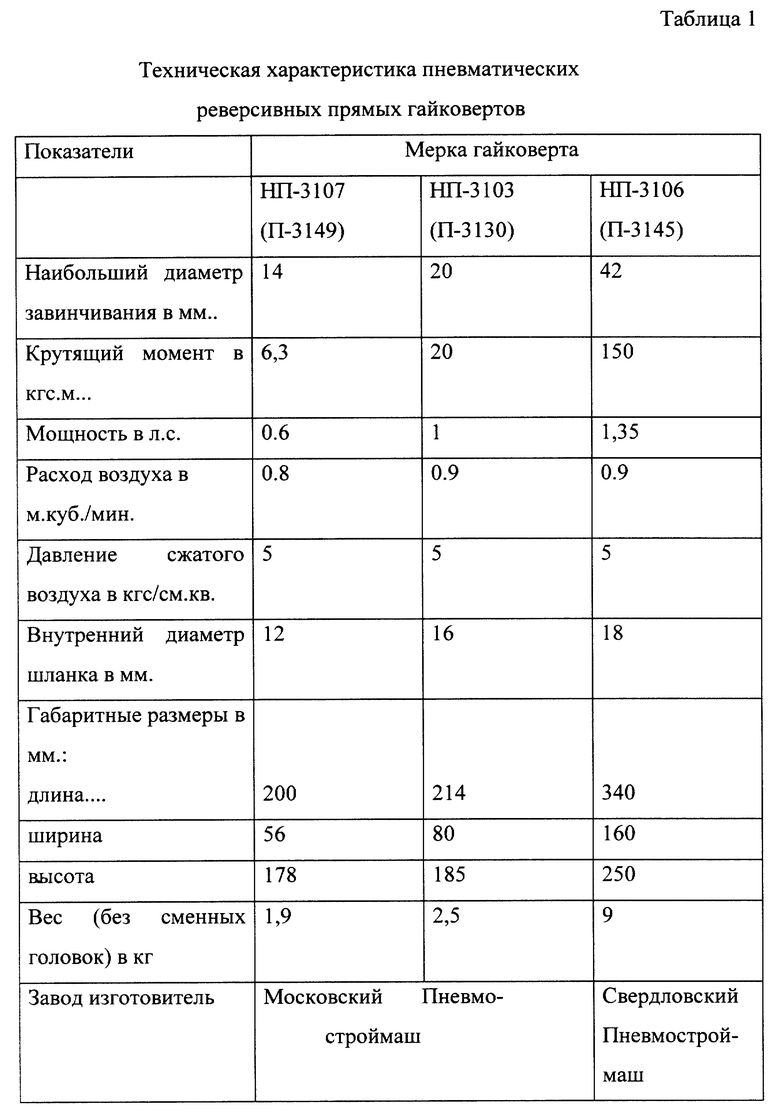
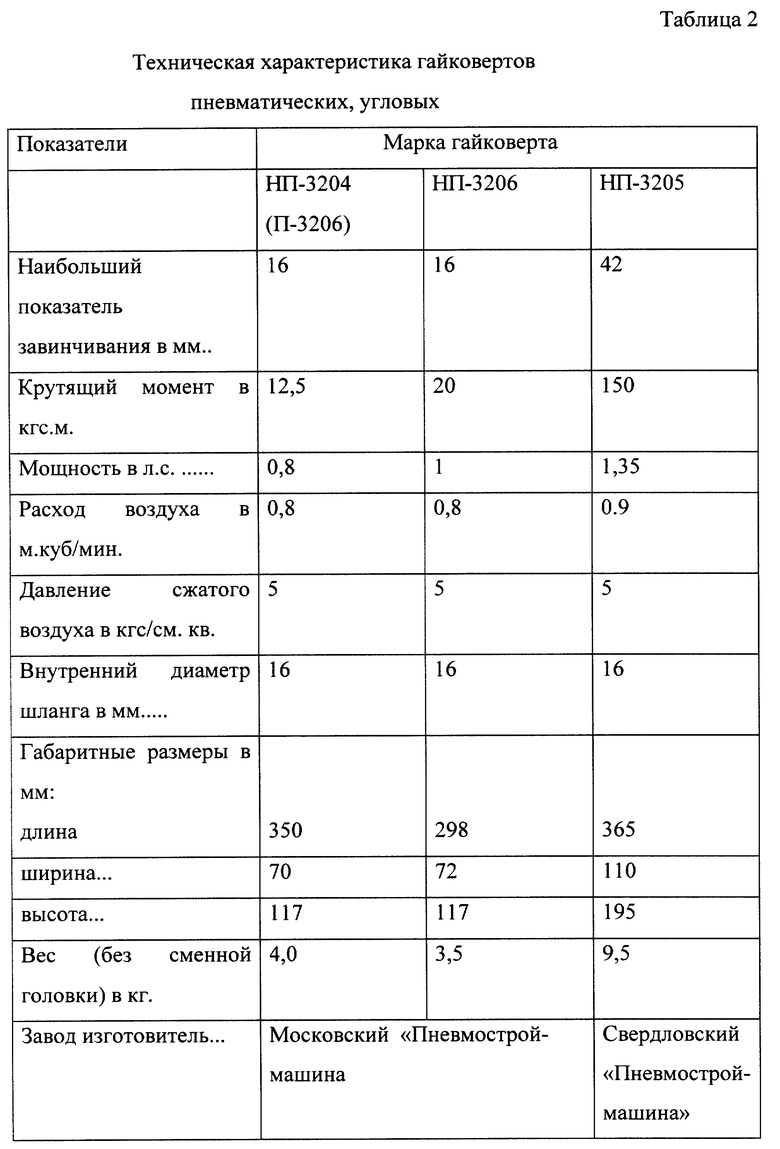
В табл. 1 приведена техническая характеристика пневматических прямых гайковертов, в табл.2 приведена техническая характеристика гайковертов пневматических угловых.
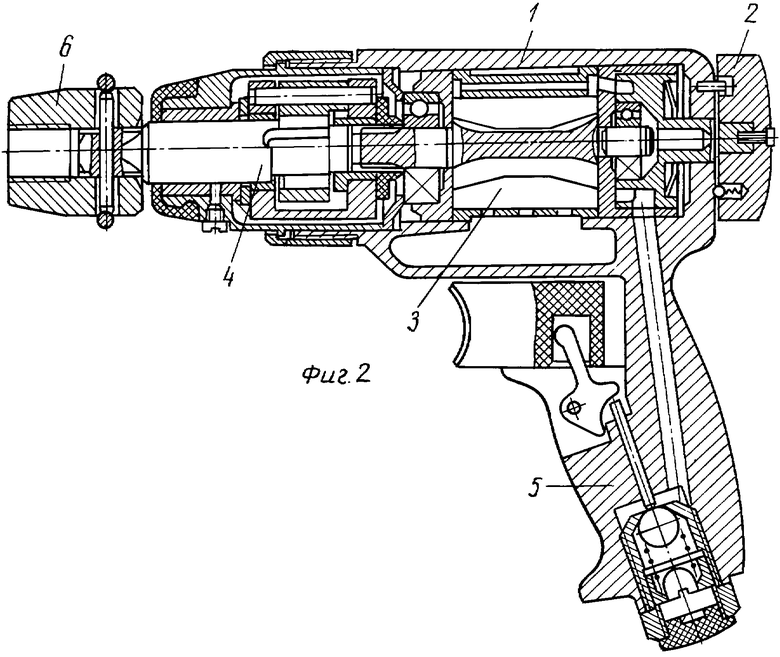
Гайковерт пневматический прямой показан на фиг.2, головка для обкатки поверхностей направляющих станин - на фиг.1.
Пневматический реверсивный гайковерт состоит из корпуса 1, реверсивного ротационного двигателя с устройством реверсирования 3, переключателя реверса 2, ударно-импульсного механизма 4 и рукоятки с пусковым устройством. Вкручиваемая головка в патрон 6 гайковерта состоит из корпуса 7, на котором смонтировано упорное кольцо 8, удерживаемое винтом 9, на торце которого установлена шпонка, применяемая для предохранения упорного кольца от проворачивания, и сепаратор 11 с роликами и шариками. Со стороны верхнего торца конусного хвостовика выточена кольцевая канавка для подачи эмульсии к обкаточным роликам.
Обычно поверхности направляющих станин после механической обработки или после шабрения с целью образования равной (без износа) поверхности имеют 6-7 класс чистоты, а после обкатки роликово-шариковой головкой класс чистоты обеспечивается в пределах 9-10-го классов при создания наклепа на обрабатываемой поверхности с обеспечением сохранности масляного слоя, т.к. поверхность приобретает волнообразность, что значительно повышает долговечность детали.
Изобретение относится к области обработки направляющих станин пластическим деформированием. На направляющие воздействуют обкаточной головкой для образования микрорельефа. Головка снабжена шариками и роликами, размещенными на нижнем ее торце, при этом микрорельеф образуют в виде волнообразной поверхности с наклепанным слоем. Обкаточной головке может быть сообщено возвратно-вращательное движение. В качестве привода вращения головки использован гайковерт, в наконечник которого вкручена головка. 2 с. и 2 з.п. ф-лы, 2 табл., 2 ил.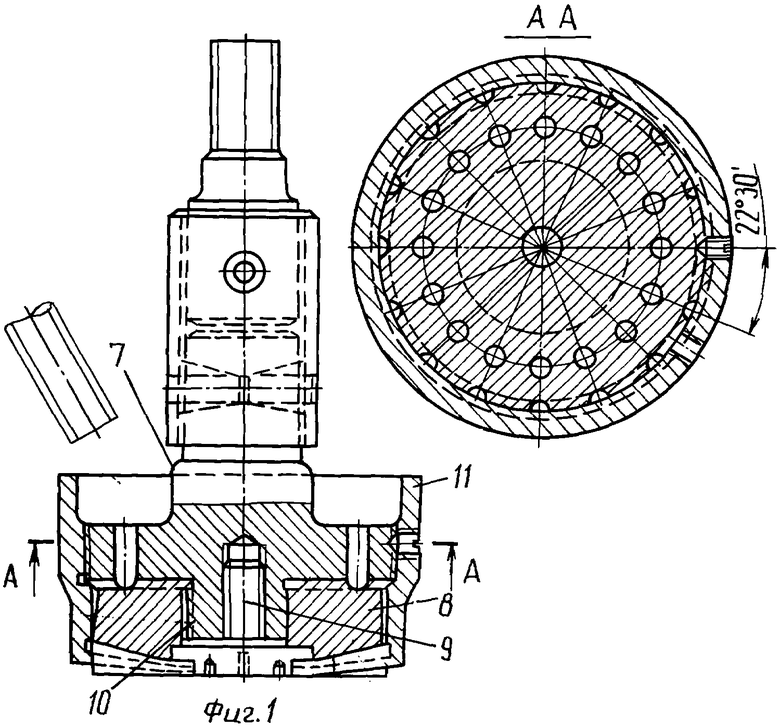
| Устройство для обработки плоских поверхностей деталей вибронакатыванием | 1985 |
|
SU1296383A1 |
| Устройство для упрочняющей динамической обработки деталей | 1980 |
|
SU929419A2 |
| УСТРОЙСТВО для УПРОЧНЕНИЯ ДЕТАЛЕЙ ПОТОКОМШАРИКОВ | 0 |
|
SU318467A1 |
| US 4212138, 15.07.1980 | |||
| DE 3521716 А1, 18.12.1986. | |||

