Изобретение относится к области производства труб и может быть использовано для изготовления металлополимерных труб (МПТ) с термоизолирующим покрытием.
Известна рифленая труба, содержащая внутреннюю трубу, гофрированную внешнюю трубу, слой пластика между ними, при этом на внешней поверхности внутренней трубы и внутренней поверхности внешней трубы выполнены отдельные слои пластика, причем эти отдельные слои пластика прикрепляют внутреннюю трубу и внешнюю трубу друг к другу, по меньшей мере, на внутренних участках гофр внешней трубы, а слои пластика на внешней поверхности внутренней трубы и внутренней поверхности внешней трубы выполнены из вспененного пластика вторичного использования [1].
Эта конструкция содержит два слоя вспененного пластика. Один слой экструдирован и расположен в виде сплошного слоя непосредственно на трубе, а другой слой выполнен в виде выступов, чередующихся впадинами, и расположен снаружи сплошного слоя. Снаружи выступов и впадин расположен слой из не вспененного пластика, который повторяет их форму.
С целью экономии веса и дорогостоящего сырья слои пластика выполнены из пластика вторичного использования, таким образом за счет выполнения выступов в этом техническом решении решается задача уменьшения расхода материалов.
Ограничением устройства являются недостаточно высокие теплоизолирующие свойства, поэтому выступы из пористого материала покрыты непосредственно сплошным слоем пластика, а также этой конструкцией не решается задача возможности изгиба трубы в различных направлениях.
Наиболее близкой является многослойная конструкция трубы, содержащая трубу, пористый элемент, расположенный снаружи и окружающий трубу, при этом труба имеет кольцевую жесткость выше, чем кольцевая жесткость пористого элемента [2].
Труба в этом техническом решении выполнена из пластмассы и предназначена для прокладки ее под землей, поэтому в этом техническом решении указывается, что сжатие стенки пористого слоя составляет, по меньшей мере, 1,5% от внутреннего диаметра трубы. В этом случае рассматривается поперечное сжатие, поскольку труба должна сохранить свою форму под действием веса грунта. Поэтому в одном из вариантов реализации описана жесткая труба, содержащая внутреннюю трубу ПЭ-Х, тонкий вспененный слой и металлическую водопропускную трубу с пластиковой оболочкой. Таким образом, в этом варианте металлическая труба расположена снаружи, а не внутри готового изделия и служит для придания жесткости конструкции. Вспененный слой в этом техническом решении служит для обеспечения адгезии между ПЭ-Х и металлом, таким как алюминий.
В заявленном устройстве также решается иная задача, чем в известном последнем техническом решении, а именно обеспечение возможности изгиба трубы с сохранением качества пористого слоя, расположенного на наружной поверхности МПТ, и улучшение термоизолирующих свойств самой МПТ. До настоящего времени МПТ с термоизолирующим покрытием как конструктивное целое устройство отечественной промышленностью не производились, и не обнаружены зарубежные аналоги МПТ с термоизолирующим покрытием.
Решаемая изобретением задача - улучшение технико-эксплуатационных характеристик металлополимерных труб и обеспечение возможности их изгиба без нарушения теплоизолирующего покрытия.
Технический результат, который может быть получен при изготовлении заявленной многослойной конструкции трубы, - расширение ассортимента выпускаемых МПТ, обеспечение присущих МПТ технико-эксплуатационных характеристик с сохранением гибкости и формы после изгиба на радиус не менее пяти наружных диаметров МПТ, а также обеспечение теплопроводности от 0,04 до 0,1 Вт/м•К и звукопоглощения до 26 дБ для улучшения эксплуатации трубопроводов, установленных в жилых помещениях.
Для решения поставленной задачи в известной многослойной конструкции трубы, содержащей трубу, пористый элемент, расположенный снаружи и окружающий трубу, при этом труба имеет кольцевую жесткость выше, чем кольцевая жесткость пористого элемента, согласно изобретению в качестве трубы использована металлополимерная труба (МПТ), выполненная из алюминия или меди, или сплавов на их основе с толщиной металлической стенки от 0,1 до 7,0 мм с полимерным покрытием ее внутренней и наружной поверхности с толщиной полимерной стенки от 0,1 до 3 мм, пористый элемент выполнен из вспененного полиолефина с плотностью от 100 до 500 кг/м3, при этом отношение наружного диаметра Dпэ пористого элемента к наружному диаметру Dмпт металлополимерной трубы выбрано не более 1,7.
Возможны дополнительные варианты выполнения устройства, в которых целесообразно, чтобы:
- в качестве полимерного покрытия был использован полиэтилен низкого давления силанольносшивающийся ПЕХ, или полиэтилен низкого давления ПЭНД, или полиэтилен высокого давления ПЭВД, или полипропилен;
- толщина полимерного покрытия была выбрана от 0,9 до 1 мм с его плотностью от 940 до 960 кг/м3;
- были введены адгезионные слои, расположенные соответственно между металлической стенкой и полимерным покрытием ее внутренней и наружной поверхности, при этом толщина адгезионных слоев была выбрана от 0,1 до 0,2 мм с их плотностью от 920 до 940 кг/м3, а в качестве адгезионных слоев был использован модифицированный полиэтилен низкой линейной плотности - севилен;
- в качестве вспененного полиолефина пористого элемента был использован полиэтилен низкого давления силанольносшивающийся ПЕХ, или полиэтилен низкого давления ПЭНД, или полиэтилен высокого давления ПЭВД, или полипропилен с толщиной стенки пористого элемента от 4 до 22 мм;
- пористый элемент был выполнен сплошным.
В дополнение к последнему варианту возможны варианты, в которых
- на наружной поверхности пористого элемента выполнены выступы, чередующиеся впадинами, причем отношение наружного диаметра Dнв выступа к наружному диаметру Dмпт металлополимерной трубы выбрано в интервале от 1,15 до 1,7, отношение диаметра Dв впадин к наружному диаметру Dмпт металлополимерной трубы выбрано в интервале от 1,1 до 1,4, а отношение расстояния S между выступами к наружному диаметру Dмпт металлополимерной трубы выбрано в интервале от 0,1, до 0,7;
- введен рукав, расположенный снаружи выступов и выполненный из полиолефина с толщиной стенки от 0,4 до 2 мм с плотностью от 940 до 960 кг/м3;
- внутренний диаметр Dвр рукава выбран большим, чем наружный диаметр Dнв выступов, а отношение внутреннего диаметра Dвр рукава к наружному диаметру Dнв выступов выбрано в интервале от 1,05 до 1,3.
Кроме того, пористый элемент может быть выполнен в виде спирали, установленной на наружной поверхности металлополимерной трубы и снабжен рукавом.
В дополнение к последнему варианту возможны варианты, в которых:
- спираль выполнена с витками круглого поперечного сечения;
- спираль выполнена с витками прямоугольного поперечного сечения;
- спираль выполнена с продольной полостью в каждом витке;
- витки спирали установлены с соприкосновением между собой;
- витки спирали установлены с зазором между собой;
- отношение расстояния L между продольньми осями двух соседних витков к наружному диаметру Dмпт металлополимерной трубы выбрано в интервале от 0,1 до 1,2;
- рукав был выполнен из полиолефина с толщиной стенки от 0,4 до 2 мм с плотностью от 940 до 960 кг/м3;
- внутренний диаметр Dвр рукава выбран большим, чем наружный диаметр Dнс спирали, а отношение внутреннего диаметра Dвр рукава к наружному диаметру Dнс спирали выбрано в интервале от 1,05 до 1,3.
Указанные преимущества, а также особенности настоящего изобретения поясняются лучшими вариантами его выполнения со ссылками на прилагаемые фигуры.
Фиг. 1 изображает поперечное сечение металлополимерной трубы (МПТ) со сплошным теплоизолирующим покрытием и с рукавом;
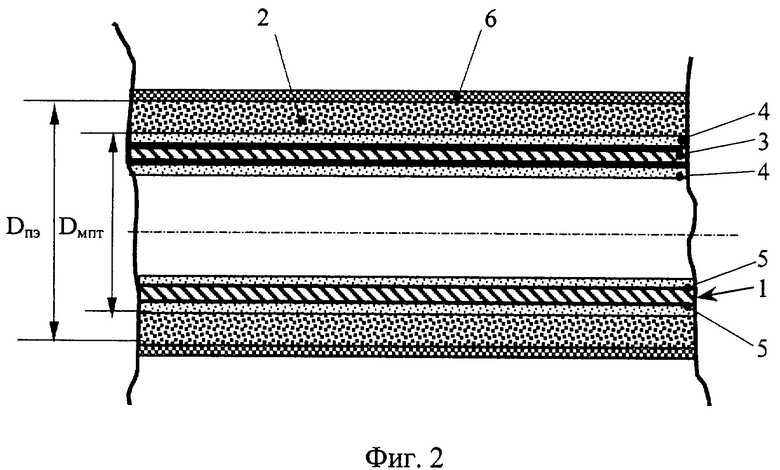
фиг.2 - то же, что фиг.1, продольное сечение;
фиг.3 - продольное сечение МПТ с термоизолирующим покрытием, выполненным с выступами и с рукавом;
фиг.4 - продольное сечение МПТ с термоизолирующим покрытием из спирали и с рукавом;
фиг.5 - поперечное сечение витка спирали с круглым поперечным сечением и с продольной полостью;
фиг. 6 - то же, что на фиг.4, из спирали прямоугольного сечения и с зазором между витками;
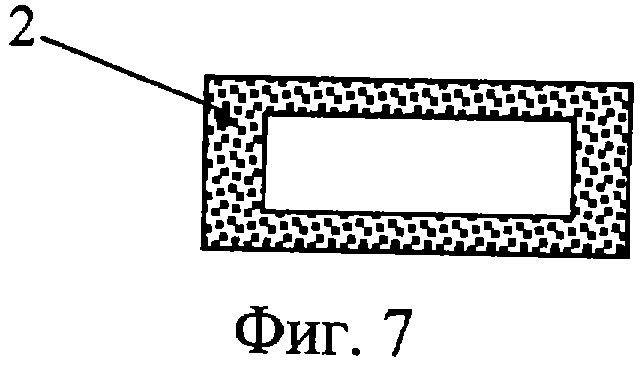
Фиг. 7 - поперечное сечение витка спирали с прямоугольным поперечным сечением и с продольной полостью.
Многослойная конструкция трубы (фиг.1, 2) содержит трубу 1 и пористый элемент 2. Пористый элемент 2 расположен снаружи и окружает трубу 1. Труба 1 имеет кольцевую жесткость выше, чем кольцевая жесткость пористого элемента 2. В качестве трубы 1 использована металлополимерная труба, выполненная из алюминия или меди, или сплавов на их основе с толщиной металлической стенки 3 от 0,1 до 7,0 мм с полимерным покрытием ее внутренней и наружной поверхности с толщиной полимерной стенки 4 от 0,1 мм до 3 мм. Пористый элемент 2 выполнен из вспененного полиолефина с плотностью от 100 до 500 кг/м3. Отношение наружного диаметра Dпэ пористого элемента 2 к наружному диаметру Dмпт металлополимерной трубы выбрано не более 1,7.
В качестве полимерного покрытия может быть использован полиэтилен низкого давления силанольносшивающийся ПЕХ, или полиэтилен низкого давления ПЭНД, или полиэтилен высокого давления ПЭВД, или полипропилен. Толщина стенки 4 полимерного покрытия выбрана от 0,9 до 1 мм с его плотностью от 940 до 960 кг/м3.
Могут быть введены адгезионные слои 5, расположенные соответственно между металлической стенкой 3 и полимерным покрытием ее внутренней и наружной поверхности. Толщина адгезионных слоев 5 выбрана от 0,1 до 0,2 мм с их плотностью от 920 до 940 кг/м3, а в качестве адгезионных слоев использован модифицированный полиэтилен низкой линейной плотности - севилен.
В качестве вспененного полиолефина пористого элемента 2 использован полиэтилен низкого давления силанольносшивающийся ПЕХ, или полиэтилен низкого давления ПЭНД, или полиэтилен высокого давления ПЭВД, или полипропилен с толщиной стенки пористого элемента 2 от 4 до 22 мм.
Пористый элемент 2 выполнен сплошным (фиг.2). Конструкция может быть снабжена рукавом 6 (фиг. 1, 2). Рукав 6 выполняет защитные и декоративные функции. При выполнении пористого элемента 2 и рукава 6 методом соэкструзии рукав 6 может быть нанесен непосредственно на наружную поверхность пористого элемента 2 (фиг.2). Поэтому рукав 6 может быть изготовлен из полиэтилена с минимально возможной толщиной от 0,02 до 0,05 мм и с его плотностью от 900 до 960 кг/м3. Однако для улучшения термоизолирующих свойств рукав 6 желательно выполнить с внутренним диаметром, большим, чем наружный диаметр пористого элемента 2 (фиг.1), в результате чего образуется воздушный зазор 7 и термоизолирующие свойства устройства значительно улучшаются. Кроме того, зазор 7 позволяет выбрать искажения линейных размеров трубы 1 (МПТ) при ее изгибе.
На наружной поверхности пористого элемента 2 (фиг.3) могут быть выполнены выступы 8, чередующиеся впадинами 9. Отношение наружного диаметра Dнв выступа к наружному диаметру D мпт металлополимерной трубы выбрано в интервале от 1,15 до 1,7. Отношение диаметра Dв впадин к наружному диаметру D мпт металлополимерной трубы выбрано в интервале от 1,1 до 1,4. Отношение расстояния S между выступами к наружному диаметру D мпт металлополимерной трубы выбрано в интервале от 01, до 0,7. Рукав 6 расположен снаружи выступов 8 и выполнен из полиолефина с толщиной стенки от 0,4 до 2 мм с плотностью от 940 до 960 кг/м3. Увеличение толщины стенки рукава 6 позволяет скрыть неровную поверхность пористого элемента 2 и улучшить внешний вид изделия. Внутренний диаметр Dвр рукава 6 выбран большим, чем наружный диаметр Dнв выступов 8, а отношение внутреннего диаметра Dвр рукава к наружному диаметру Dнв выступов выбрано в интервале от 1,05 до 1,3.
Пористый элемент 2 может быть выполнен в виде спирали, установленной на наружной поверхности МПТ (фиг.4). Спираль выполнена с витками круглого поперечного сечения. Витки спирали установлены с соприкосновением между собой. Для улучшения теплоизолирующих свойств спираль выполнена с продольной полостью в каждом витке (фиг.5).
Кроме того, спираль может быть выполнена с витками прямоугольного поперечного сечения (фиг.6). Для улучшения термоизолирующих свойств витки спирали установлены с зазором 10 между собой, а спираль выполнена с продольной полостью в каждом витке (фиг.7).
Отношение расстояния L между продольными осями двух соседних витков к наружному диаметру Dмпт металлополимерной трубы может быть выбрано в интервале от 0,1 до 1,2 (фиг.6). Как показали исследования, это соотношение справедливо и для витков спирали с круглым поперечным сечением.
В устройство также введен рукав 6, расположенный снаружи спирали и выполненный из полиолефина с толщиной стенки от 0,4 до 2 мм с плотностью от 940 до 960 кг/м3. Внутренний диаметр Dвр рукава 6 выбран большим, чем наружный диаметр Dнc спирали, а отношение внутреннего диаметра Dвр рукава 6 к наружному диаметру Dнc спирали выбрано в интервале от 1,05 до 1,3.
Работает многослойная конструкция трубы (фиг.1-7) следующим образом.
Устройство (фиг. 1, 2) может быть получено в соответствии с известными способами методами соэкструзии (см., например, патент Российской Федерации, В 29 С 47/02, опубл. 1999 г.) на установке для изготовления МПТ (Руководство по эксплуатации ЛТ002.00.00.00.00.00, НПП "Маяк-93", 1998г.) с дополнением ее экструзионной головкой для нанесения пористого слоя. Рукав 6 также может быть выполнен методом экструзии, и все полимерные слои изготавливаются в едином технологическом цикле.
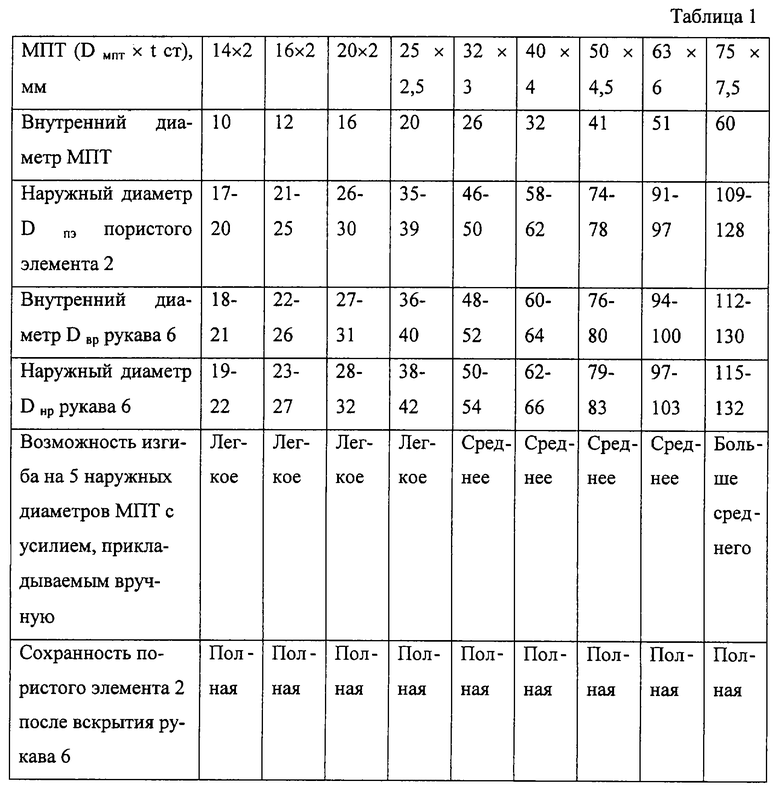
Проведенные испытания для различных типоразмеров труб (табл. 1) показали возможность изгиба МПТ вручную без нарушения термоизолирующего покрытия.
Все испытания проведены для МПТ, выполненной из алюминия, меди или легко гнущихся сплавов на их основе с толщиной металлической стенки 3 от 0,1 до 7,0 мм. Полимерное покрытие внутренней и наружной поверхности металлической стенки 3 имело толщину полимерной стенки 4 от 0,1 мм до 3 мм. В качестве пористого элемента использовался материал из класса полиолефина (вспененного порофором) с плотностью от 100 до 500 кг/м3. Как показали исследования, при отношении наружного диаметра Dпэ пористого элемента 2 к наружному диаметру Dмпт МПТ более 1, 7 происходит значительное коробление наружной поверхности пористого элемента 2 за счет больших величин продольного сжатия или продольного растяжения пористого элемента 2 при изгибе трубы на величину пяти наружных диаметров Dмпт МПТ.
Устройство (фиг.3) может быть получено в соответствии с известными способами методами соэкструзии (см. , например, патент Российской Федерации 2126322, В 29 С 47/02, опубл. 1999 г., или патент Российской Федерации 2142092, F 16 L 11/11, опубл. 1999 г.) на установке для изготовления МПТ (Руководство по эксплуатации ЛТ002.00.00.00.00.00, НПП "Маяк-93", 1998г.) с дополнением ее экструзионной головкой для нанесения пористого слоя, гофратором для выполнения выступов 8 и впадин 9 (или упрощенной конструкции гофратора с одним роликом). Рукав 6 также может быть выполнен методом экструзии или изготовлен каким-либо другими методом из плоского полимерного материала с последующим его термосшиванием.
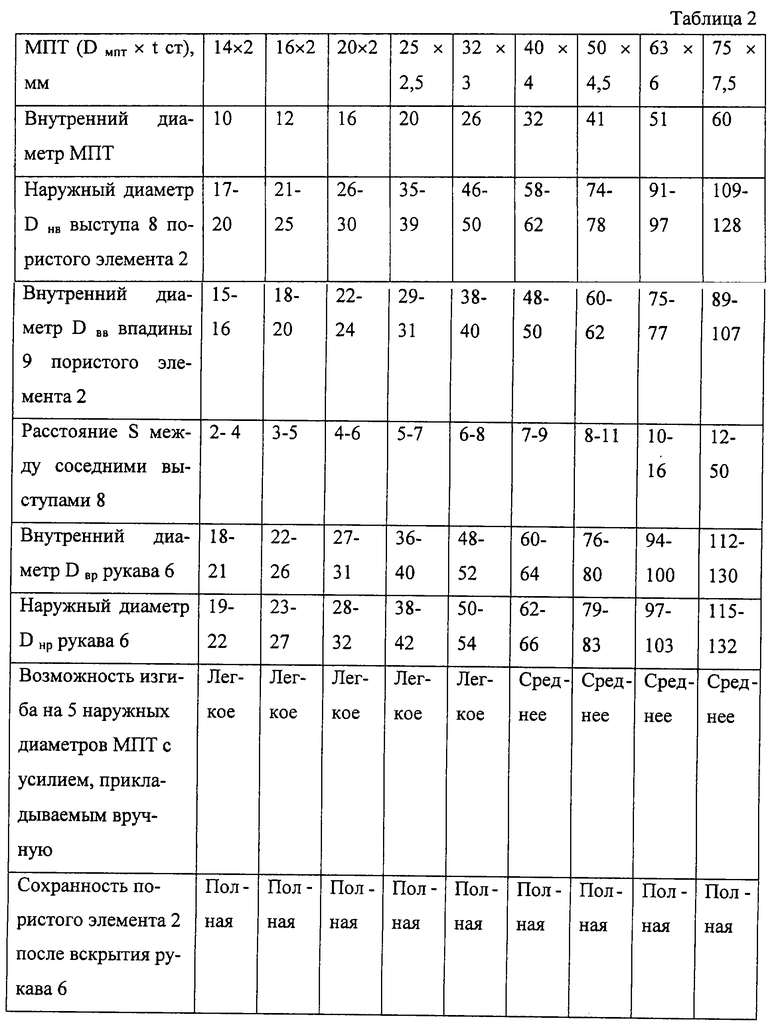
Результаты испытаний сведены в табл. 2.
Таким образом, в исследуемых конструкциях отношение наружного диаметра Dнв выступа 8 к наружному диаметру Dмпт МПТ выбрано в интервале от 1,15 до 1,7, отношение диаметра Dв впадин 9 к наружному диаметру Dмпт выбрано в интервале от 1,1 до 1,4, а отношение расстояния S между выступами 8 к наружному диаметру Dмпт выбрано в интервале от 01, до 0,7.
Кроме того, что такая конструкция облегчает возможность изгиба МПТ с более легким усилием, она также позволяет при использовании рукава 6 улучшить термоизолирующие свойства и звукопоглощение за счет воздушной прослойки, образующейся во впадинах 8. Конструкция по патенту Российской Федерации 2142092 таких термоизолирующих качеств проявить не может, поскольку в ней рукав 6 гофрируется совместно с пористым элементом 2 и размещен непосредственно на наружной поверхности как выступов 8, так и впадин 9.
Были также исследованы конструкции (фиг.4-7). Эти устройства могут быть получены также с использованием установки для изготовления МПТ (Руководство по эксплуатации ЛТ002.00.00.00.00.00, НПП "Маяк-93", 1998г.) с дополнением ее намоточной головкой для нанесения пористого слоя 2, выполненного в виде спирали. Для изготовления спирали использовались отдельно изготовленные пористые профили, выполненные круглого или прямоугольного поперечного сечения, а также выполненные в форме полых трубок круглого или прямоугольного поперечного сечения.
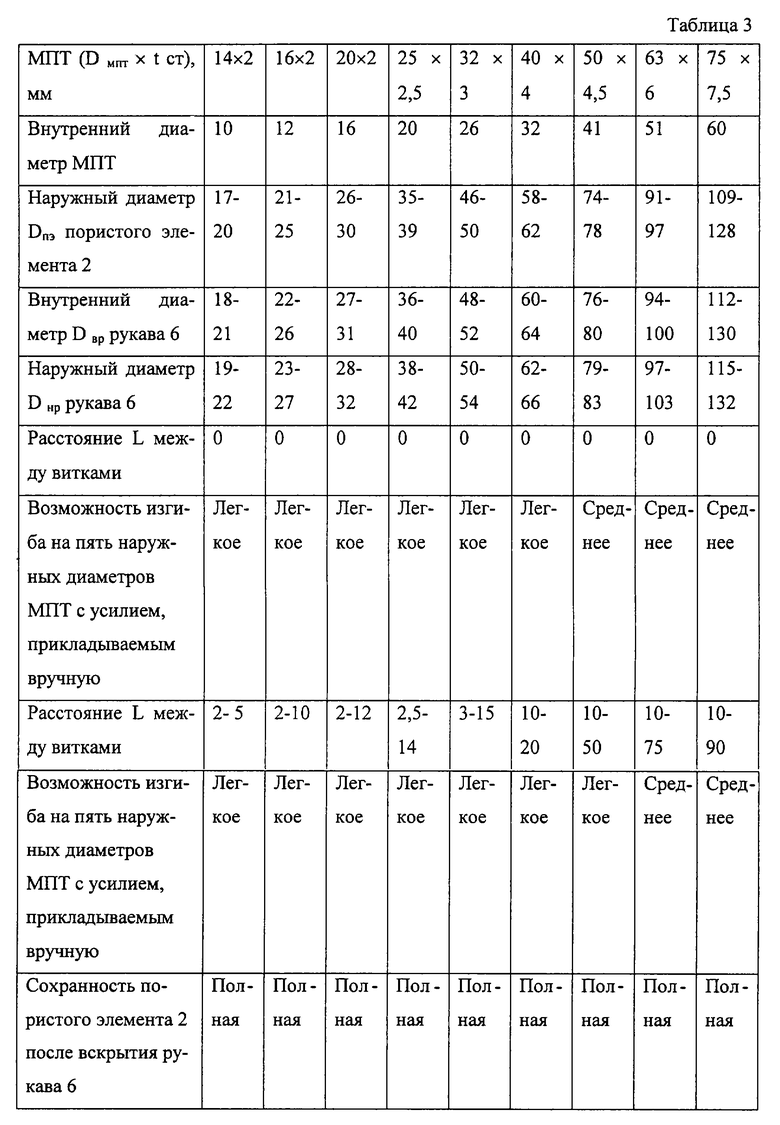
Результаты испытаний сведены в табл. 3.
Зазор между соседними витками (фиг.4) может и отсутствовать без ухудшения качества МПТ и обеспечивать во всем диапазоне типоразмеров МПТ простой изгиб МПТ с незначительными средними усилиями даже для больших диаметров МПТ и для толстой металлической стенки 3, т.к. при изгибе МПТ витки легко деформируются, как изгибаемая пружина.
Расстояние L между витками (фиг.6) может варьироваться в широких пределах в зависимости от диаметра нити витка пористого элемента 2 или от толщины прямоугольного пористого элемента 2. Кроме того, как показали исследования, расстояние L между соседними витками может быть увеличено по сравнению с расстоянием S между выступами 8 для устройства (фиг.3), поскольку при изгибе МПТ витки способны смещаться. Поэтому отношение расстояния L между продольными осями двух соседних витков к наружному диаметру МПТ может быть выбрано в интервале от 0,1 до 1,2. (Оптимальным является интервал для L/ Dмпт от 0,2 до 0,7). За счет обеспечения воздушного зазора между самими витками и рукавом 6 обеспечивается улучшение теплоизолирующих качеств МПТ. Для улучшения еще больших теплоизолирующих качеств и облегчения деформируемости витки спирали могут быть выполнены полыми в виде трубок (фиг.5, 7).
Однако выполнять спираль с отношением наружного диаметра Dпэ пористого элемента 2 к наружному диаметру Dмпт металлополимерной трубы более 1, 7 нецелесообразно не по причинам разрушения пористого элемента 2, как это наблюдалось в технических решениях по фиг.1, 2, 3, в которых пористый элемент 2 закреплен на внешней поверхности МПТ после его экструзионного нанесения, а из-за того, что витки спирали, свободно установленные на наружной поверхности МПТ, при ее изгибе на пять Dмпт испытывают сильную деформацию, отходят от наружной поверхности МПТ, вдавливаются в рукав 6, что приводит к короблению рукава 6. При эксплуатации МПТ с наружным диаметром Dпэ пористого элемента 2 более 1,7 • Dмпт возможно разрушение рукава 4 в месте изгиба трубы 1.
Наиболее успешно заявленная многослойная конструкция трубы промышленно применима в машиностроении и в строительстве при использовании облегченных металлополимерных труб с термоизолирующим покрытием с возможностью обеспечения их изгиба в различных направлениях. Полученная МПТ может быть использована в системах внутреннего горячего и холодного водоснабжения в индивидуальном многоэтажном строительстве, а также при реконструкции зданий. Особенно эффективно использовать заявленную МПТ там, где запрещены сварочные работы.
Источники информации
1. Патент Российской Федерации 2142092, F 16 L 11/11, опубл. 1999 г.
2. Патент Российской Федерации 2157939, F 16 L 9/12, опубл. 2000 г.
Изобретение относится к производству труб и может быть использовано для изготовления металлополимерных труб (МПТ) с теплоизолирующим покрытием. Устройство содержит трубу и пористый элемент, расположенный снаружи и окружающий трубу. В качестве трубы использована металлополимерная труба, выполненная из алюминия, или меди, или сплавов на их основе с толщиной металлической стенки от 0,1 до 7,0 мм с полимерным покрытием ее внутренней и наружной поверхности с толщиной полимерной стенки от 0,1 до 3 мм. Пористый элемент выполнен из вспененного полиолефина с плотностью от 100 до 500 кг/м3. Отношение наружного диаметра Dпэ пористого элемента к наружному диаметру Dмпт МПТ выбрано не более 1,7. Техническим результатом изобретения является расширение ассортимента выпускаемых многослойных труб. 16 з.п. ф-лы, 3 табл., 7 ил.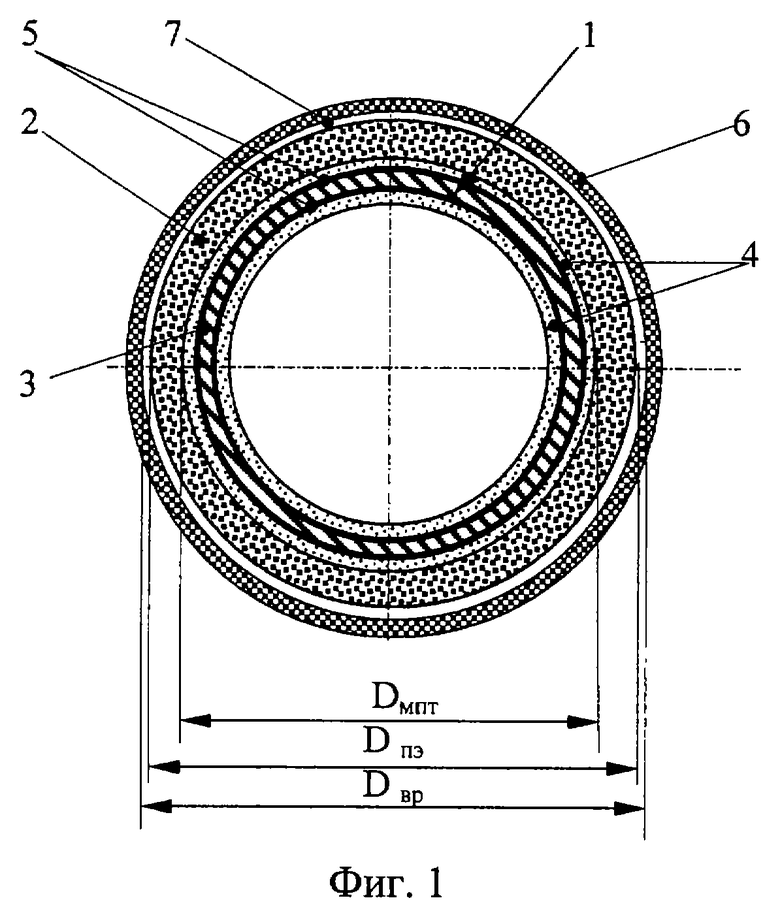
| СОЭКСТРУДИРОВАННАЯ МНОГОСЛОЙНАЯ ПЛАСТМАССОВАЯ ТРУБА, СПОСОБ И УСТРОЙСТВО ДЛЯ ЕЕ ПОЛУЧЕНИЯ | 1996 |
|
RU2157939C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ РИФЛЕНЫХ ТРУБ И РИФЛЕНЫЕ ТРУБЫ, ИЗГОТОВЛЕННЫЕ ЭТИМ СПОСОБОМ | 1995 |
|
RU2142092C1 |
| Способ теплоизоляции труб | 1990 |
|
SU1788379A1 |
| US 4364882 A, 21.12.1982 | |||
| Экономайзер | 0 |
|
SU94A1 |

