Изобретение относится к области изготовления металлических деталей с тонким полотном и может быть использовано для образования в деталях конструктивных отверстий требуемых размеров.
Известно, что при изготовлении металлических деталей с тонким полотном усилие, затрачиваемое на деформирование, можно снизить, обеспечив течение металла в области пониженного сопротивления. При этом под деталью с тонким полотном подразумевается деталь, у которой отношение характерного линейного размера по ее полотну к толщине полотна намного больше единицы (А.А. Ильюшин "Полная пластичность в процессах течения между жесткими поверхностями, аналогия с песчаной насыпью и некоторые приложения", М., "Прикладная математика и механика", т.XIX, ИМ АН СССР, с. 694-713, 1955 г.).
Однако в известном способе не описана технология изготовления металлических деталей с тонким полотном, имеющих конструктивные отверстия.
Прототипом изобретения является способ изготовления металлических деталей с тонким полотном, имеющих конструктивные отверстия(SU 280421 А, 1970, В 21 D 28/24), включающий предварительное получение заготовки металлической детали с технологическими вырезами, соответствующими предусмотренному расположению в ней конструктивных отверстий, и последующее изготовление штамповкой металлической детали с уменьшением размеров технологических вырезов до размеров конструктивных отверстий.
Недостатки способа заключаются в том, что металлическая деталь при ее изготовлении имеет в месте расположения конструктивного отверстия незапланированное углубление, которое нарушает конструкцию детали и для ее восстановления требуются дополнительные операции обработки, приводящие к дополнительным затратам.
Кроме того, отсутствие предварительного расчета диаметра технологического выреза в заготовке металлической детали приводит к необходимости проведения эксперимента по его определению.
В изобретении решается задача снижения трудоемкости способа за счет уменьшения числа необходимых операций обработки металлической детали и экономии металла.
Указанный технический результат достигается следующим образом.
Способ изготовления металлических деталей с тонким полотном, имеющих конструктивные отверстия, включает предварительное получение заготовки металлической детали с технологическими вырезами, соответствующими предусмотренному расположению в ней конструктивных отверстий, и последующее изготовление штамповкой металлической детали с уменьшением размеров технологических вырезов до размеров конструктивных отверстий.
Вначале проводят определение размеров технологических вырезов с учетом их уменьшения до размеров конструктивных отверстий в процессе последующей штамповки следующим образом:
- для металлической детали рассчитывают положение линии раздела течения металла;
- проводят построение поля линий тока;
- определяют объем металла, который необходимо затратить при штамповке на уменьшение размеров технологических вырезов до размеров конструктивных отверстий;
- на основе этого определяют размеры технологических вырезов.
Затем изготавливают заготовку металлической детали с технологическими вырезами рассчитанного размера. После этого производят изготовление металлической детали с конструктивными отверстиями заданных размеров.
Снижение трудоемкости способа достигается за счет уменьшения числа необходимых операций обработки металлической детали.
Экономия металла обеспечивается за счет того, что деталь не требует дополнительной доработки ее конструктивных отверстий.
Изобретение поясняется чертежом, на котором приведен пример изготовления металлической детали с одним конструктивным отверстием.
На чертеже показаны внешний контур 1 металлической детали, конструктивное отверстие 2, технологический вырез 3, линия 4 раздела течения металла, линия 5 тока поля линий тока.
Изобретение реализуется в следующей последовательности операций.
Для изготовления металлической детали с тонким полотном, у которой отношение характерного линейного размера по ее полотну к толщине полотна намного больше единицы, предварительно получают заготовку с технологическим вырезом 3, соответствующим предусмотренному расположению в ней конструктивного отверстия 2.
При этом вначале проводят определение размера технологического выреза 3 с учетом его уменьшения до размера конструктивного отверстия 2 в процессе последующей штамповки на основе следующего алгоритма:
- рассчитывают положение линии 4 раздела течения металла, исходя из принципа кратчайшей нормали;
- проводят построение линий 5 тока поля линий тока в металлической детали, исходя из положения линии 4 раздела течения металла и формы внешнего контура 1 и технологического выреза 3 металлической детали;
- определяют объем металла, который необходимо затратить при штамповке на уменьшение размера технологического выреза 3 до размеров конструктивного отверстия 2, исходя из принципа несжимаемости металла;
- на основе предыдущих расчетов определяют размер технологического выреза 3.
Затем изготавливают заготовку металлической детали с технологическим вырезом 3 рассчитанного размера путем вырезания или сверления.
После этого полученную заготовку подвергают штамповке. При давлении пуансоном на заготовку металл растекается по гравюре штампа в соответствии с положением линии 4 раздела течения металла и полем линий 5 тока, растекаясь за границы технологического выреза 3, доходя до границ, определяющих размеры конструктивного отверстия 2. Расхождение между полученным и требуемым размерами конструктивного отверстия при этом минимально.
Таким образом получают металлические детали с конструктивными отверстиями заданного размера.
Изобретение относится к изготовлению металлических деталей с тонким полотном и может быть использовано для образования в деталях конструктивных отверстий требуемых размеров. Получают заготовку с технологическими вырезами, расположенными соответственно конструктивным отверстиям детали и имеющими предварительно определенные размеры, превышающие размеры конструктивных отверстий. Затем заготовку штампуют с уменьшением размеров технологических вырезов до требуемых размеров конструктивных отверстий. Размеры технологических вырезов определяют, исходя из объема металла заготовки, необходимого при ее штамповке для уменьшения размеров технологических вырезов до требуемых размеров конструктивных отверстий. Указанный объем определяют путем расчета положения линии раздела течения металла заготовки при ее последующей штамповке и построения поля линий тока. В результате обеспечивается снижение трудоемкости изготовления и экономия металла. 1 ил.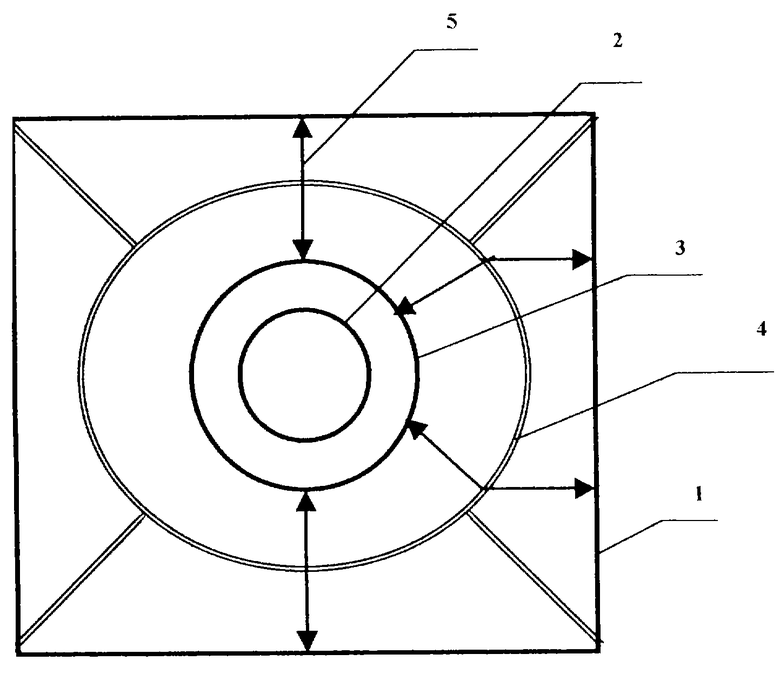
Способ изготовления металлических деталей с тонким полотном, имеющих конструктивные отверстия, включающий получение заготовки с технологическими вырезами, расположенными соответственно конструктивным отверстиям детали и имеющими предварительно определенные размеры, превышающие размеры конструктивных отверстий, и последующую штамповку заготовки с уменьшением размеров технологических вырезов до требуемых размеров конструктивных отверстий, отличающийся тем, что предварительное определение размеров технологических вырезов в заготовке осуществляют, исходя из объема металла заготовки, необходимого при ее штамповке для уменьшения размеров технологических вырезов до требуемых размеров конструктивных отверстий детали, который определяют путем расчета положения линии раздела течения металла заготовки при ее последующей штамповке и построения поля линий тока.
| СПОСОБ ОБРАЗОВАНИЯ ОТВЕРСТИЙ В МЕТАЛЛЕ ТРЕБУЕМЫХ РАЗМЕРОВ | 0 |
|
SU280421A1 |
| Способ получения точных отверстий в листовом материале | 1969 |
|
SU268364A1 |
| СПОСОБ ЧИСТОВОЙ ПРОБИВКИ И ВЫРУБКИ ИЗДЕЛИЙ ИЗ ЛИСТОВОГО МАТЕРИАЛА | 0 |
|
SU241381A1 |
| Способ получения отверстий в листовом материале | 1985 |
|
SU1269889A1 |
| СПОСОБ ПОЛУЧЕНИЯ ОТВЕРСТИЙ С НАКЛОННЫМИ СТЕНКАМИ | 1991 |
|
RU2010650C1 |
| УСТРОЙСТВО ДЛЯ СЕПАРАЦИИ СЕМЯН ПО УПРУГОСТИ | 2016 |
|
RU2617231C1 |
| СПОСОБ ВЫРАБОТКИ КОНСЕРВОВ "БИТОЧКИ С ЛУКОВЫМ СОУСОМ" | 2013 |
|
RU2514271C1 |

