Изобретение относится к машиностроению, в частности к автоматизации управления машинами для сварки металлических полос, и может быть использовано в машинах для сварки концов рулонов в металлургических агрегатах нанесения покрытий, линиях правки полосы.
Известно приводимое в качестве аналога устройство управления машины для сварки стальных полос, применяемой в металлообрабатывающей промышленности (см. Вернер Маттиас. Автомат для роликовой сварки листовой стали с раздавливанием кромок, журнал "Сварочное производство", 1970 г., 11, с.55-56). Машина содержит раму, на которой установлены двойные гильотинные ножницы и сварочные ролики, перемещаемую реверсивным механизмом от электродвигателя. Положение отдельных рабочих позиций рамы обеспечивается устройством управления и механико-гидравлическим тормозным устройством.
Недостатком данного устройства является достаточно продолжительное время цикла сварки от 72 до 120 сек. Для использования этих машин в высокопроизводительных металлургических агрегатах требуются накопительные устройства запаса полосы большого объема или остановка агрегата на время сварки, что во многих случаях неприемлемо, так как вызывает брак продукции.
Наиболее близким из существующих аналогов к предлагаемому изобретению является известное устройство управления сварочной машиной (см. Создание автоматической машины шовной сварки полос в металлургических агрегатах, этап II. Отчет о научно-исследовательской работе. АХК ВНИИМЕТМАШ. Рук. Мокеичев В. Г., 1999 г., УДК 621.791.762.05 (043.3), гос. регистрации 01.99.00 07616, нр 8347, с.39-51), содержащее блок управления, скобу и привод скобы, при этом блок управления реализует управление механизмами сварочной машины посредством сигналов, приходящих от механизмов и элементов сварочной машины, и выдающий сигналы управления на механизмы и элементы сварочной машины через соответствующие входы и выходы, и имеющий отдельные входы для приема сигналов перехода на пониженную скорость и останов привода скобы при прямом и реверсивном цикле работы скобы, при этом вход привода скобы соединен с выходом блока управления и выход привода скобы механически соединен со скобой, на которой также размещены сварочный источник питания и датчик кромки полосы, причем сварочный источник питания соединен с соответствующим выходом блока управления, дающего команду на включение или отключение сварочного источника питания, а выход датчика кромки полосы соединен с соответствующим входом блока управления, при этом скоба механически связана также с датчиком перемещения скобы, информация с выхода которого поступает на соответствующий вход блока управления, содержащее также первый задатчик начала групп операций и второй задатчик сортамента и уставок, при этом соответствующие выходы первого задатчика начала групп операций соединены с соответствующими входами блока управления и второго задатчика сортамента и уставок, причем выход второго задатчика сортамента и уставок соединен с соответствующим входом блока управления.
Недостатком известного устройства управления сварочной машиной, описанного в качестве прототипа, является то, что команды на переход к пониженной скорости и останову скобы вырабатываются конечными выключателями, установленными исходя из максимально возможной ширины полосы.
Следовательно, известное устройство управления сварочной машиной оперирует с максимально возможными (постоянными) временами выдачи соответствующих команд на переход к пониженной скорости и останову скобы для всех сортаментов свариваемых полос.
Вследствие этого цикл при сварке полос более узкого сортамента заведомо увеличивается, а производительность работы машины уменьшается.
Задачей предлагаемого изобретения является сокращение времени цикла при сварке полос более узкой ширины, чем максимально возможная.
Достигаемый в этом случае технический результат выражается в повышении производительности работы сварочной мамины и ускорении производственного цикла в целом.
Поставленная задача достигается тем, что в известное устройство управления сварочной машиной, содержащее блок управления, первый задатчик начала групп операций и второй задатчик сортамента и установок, скобу и привод скобы, при этом блок управления анализирует сигналы, поступающие от механизмов и элементов сварочной машины и формирует сигналы управления на механизмы и элементы сварочной машины через соответствующие входы и выходы и содержит отдельные входы для приема сигналов перехода на пониженную скорость и останов привода скобы при прямом и реверсивном цикле работы скобы, при этом вход привода скобы соединен с выходом блока управления, а выход привода скобы механически соединен со скобой, на которой размещены сварочный источник питания и датчик кромки полосы, причем сварочный источник питания соединен с соответствующим выходом блока управления, формирующего команду на включение или отключение сварочного источника питания, а выход датчика кромки полосы соединен с соответствующим входом блока управления, при этом скоба механически соединена с датчиком перемещения скобы, выход которого соединен с соответствующим входом блока управления, при этом соответствующие выходы первого задатчика начала групп операций соединены с соответствующими входами блока управления и второго задатчика сортамента и уставок, причем выход второго задатчика сортамента и уставок соединен с соответствующим входом блоком управления, снабжено вычислительным блоком и счетчиком, при этом выход счетчика соединен с соответствующим входом вычислительного блока, а вход счетчика соединен с выходом датчика перемещения скобы, при этом другие входы счетчика соединены с соответствующими выходами первого задатчика начала групп операций, а соответствующие входы вычислительного блока также соединены с выходами первого задатчика начала групп операций, при этом выход второго задатчика сортамента и уставок соединен с одним из входов вычислительного блока, а выходы вычислительного блока соединены с соответствующими входами блока управления, принимающими сигналы перехода на пониженную скорость и останов привода скобы при прямом и реверсивном цикле работы скобы.
Устройство управления сварочной машиной изображено на чертежах.
На фиг.1 представлено устройство управления сварочной машиной, решающее указанные задачи.
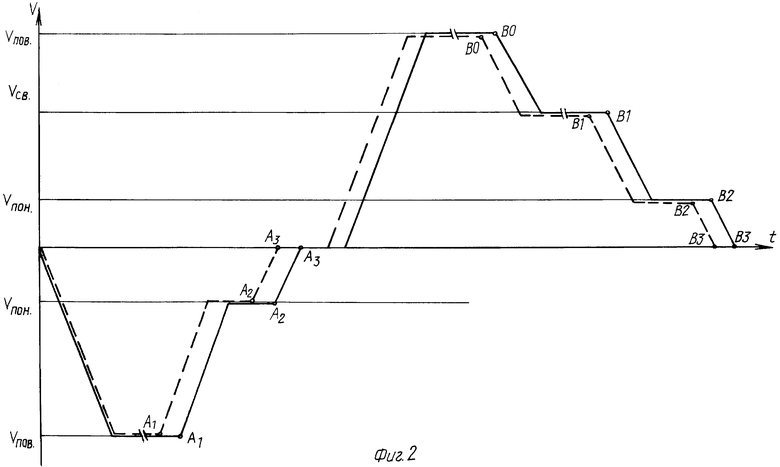
На фиг.2 представлен график скорости перемещения скобы.
Устройство управления сварочной машиной содержит блок управления (1), реализующий управление механизмами и элементами (2) сварочной машины, и который выдает сигнал на вход привода скобы (3), определяющего скорость перемещения скобы (4). Скоба содержит сварочный источник питания (5) и датчик кромки полосы (6), определяющий базовое расстояние между кромкой полосы (7) и положением сварочного источника питания.
Скоба жестко связана с датчиком перемещения скобы (8). Информация с первого задатчика (9) начала групп операций поступает на соответствующие входы блока управления, а также на соответствующие входы второго задатчика (10) сортамента и уставок, вычислительного блока (11) и счетчика (12).
На вход (13) блока управления поступает полная информация о всех параметрах сортамента сварки, режимах работы, уставках и константах, использующихся в цикле работы сварочной машины.
На входы (14), (15), (16) блока управления с выходов первого задатчика начала групп операций поступает соответствующая информация о начале т.н. групп операций:
I - группы операций - установке заднего конца полосы, когда скоба не движется;
II - группы операций - установке переднего конца полосы и обрезке кромок, когда скоба движется в реверсивном направлении;
III - группы операций - сварке концов полос и возврате механизмов в исходное положение, когда скоба движется в прямом направлении.
С выходов вычислительного блока на входы (17) и (18) блока управления поступают сигналы перехода на пониженную скорость и на останов скобы соответственно при отработке II-ой группы операций, когда скоба движется в реверсивном направлении.
С выходов вычислительного блока на входы (19) и (20) блока управления поступают сигналы перехода на пониженную скорость и на останов скобы соответственно при отработке III-ей группы операций, когда скоба движется в прямом направлении.
На вход (21) блока управления приходит сигнал от датчика кромки полосы.
С выхода (22) блока управления на вход сварочного источника питания поступает сигнал на его включение или отключение.
Сигнал, определяющий скорость перемещения скобы, поступает с выхода (23) блока управления, а информация с датчика перемещения скобы поступает на вход (24) блока управления.
По существу предлагаемого изобретения устройство управления сварочной машиной работает следующим образом.
На фиг. 2 представлен график изменения скорости перемещения скобы 4 во II-ой группе операций, когда скоба 4 движется в реверсивном направлении и в III-ей группе операций, когда скоба 4 движется в прямом направлении, при этом на графике отмечено:
Vсв. - скорость скобы при сварке;
Vпон. - пониженная скорость скобы;
Vпов. - повышенная скорость скобы.
Так в отличие от прототипа, где команды на переход к пониженной скорости скобы 4 и останову скобы 4, вырабатываются по командам с конечных выключателей, установленных исходя из максимально возможной ширины полосы и, следовательно, из максимальных значений соответствующих уставок перехода на пониженную скорость скобы 4 и на ее останов. В предлагаемом устройстве управления сварочной машиной команды на переход к пониженной скорости скобы 4 и останову скобы 4 вырабатываются вычислительным блоком 11 исходя из текущего сортамента свариваемой полосы, вследствие чего общий цикл сварки полосы получается в общем случае существенно меньше, чем в прототипе.
На фиг. 2 точками A1, B1 отмечены точки перехода на пониженную скорость скобы 4 при максимально возможной ширине полосы, а точками А2, В2 отмечены точки перехода на останов скобы 4 при максимально возможной ширине полосы. Точками A3, В3 отмечены точки останова скобы при максимально возможной ширине полосы, а точкой ВО отмечена точка перехода на скорость сварки скобы 4 при максимально возможной ширине полосы.
Очевидно, что точка А1 "технологически" выбирается таким образом, чтобы имелась возможность отрезания кромок на максимально возможной ширине полосы, а затем бы давалась команда на переход к пониженной скорости скобы 4.
Точно также точка B1 "технологически" выбирается таким образом, чтобы имелась возможность сварки максимально возможной ширины полосы, а затем бы давалась команда на переход к пониженной скорости скобы 4.
В предлагаемом устройстве управления сварочной машиной упомянутые точки перехода к пониженной скорости скобы 4 и останову скобы 4 формируются "плавающими" и зависящими от текущего сортамента свариваемой полосы. Очевидно, что, если ширина полосы будет меньше максимально возможной, то соответствующие команды будут выработаны раньше и, следовательно, общий цикл работы будет меньше.
Так на фиг. 2 точками А1' и В1' отмечены точки перехода на пониженную скорость скобы 4 для полосы, ширина которой меньше максимально допустимой, а точками А2' и В2' отмечены точки перехода на останов скобы 4 для упомянутой полосы, ширина которой меньше максимально допустимой (график скорости перемещения скобы 4 в этом случае показан штрих-пунктирной линией).
При этом очевидно, что указанные точки будут "плавающими" и будут определяться конкретным сортаментом свариваемой полосы. Это и составляет суть предлагаемого изобретения.
В начале II-ой группы операций по сигналу от первого задатчика 9 начала групп операций, со второго задатчика 10 сортамента и уставок в блок управления I и в вычислительный блок II поступает полная информация о заданных номинальных путях, которая должна пройти скоба 4 до выработки сигналов перехода на пониженную скорость и на останов LА1' и LА2'. Эта информация конкретна для каждого сортамента свариваемых полос. Очевидно, что при смене сортамента, в общем случае, данные значения будут отличаться друг от друга.
Точно также в начале III-ей группы операций по сигналу от первого задатчика 9 начала групп операций, со второго задатчика 10 сортамента и уставов в блок управления I и в вычислительный блок II поступает полная информация о заданных номинальных путях, которая должна пройти скоба 4 до выработки сигналов перехода на пониженную скорость и на останов LВ1' и LВ2'.
Далее, в начале групп операций (II-ой или III-ей) по сигналам с выходов первого задатчика 9 начала групп операций осуществляются сбросы счетчика 12 и схемы вычислительного блока II. Продолжается цикл работы машины. При этом наряду с выработкой всех необходимых сигналов управления циклом работы сварочной машины (см. ее работу по прототипу) с выхода 23 блока управления I на привод скобы 3 подается задающий сигнал, соответствующий графику скорости перемещения скобы 4 - см. фиг. 2. Скоба 4 начинает перемещаться в соответствии с графиком скорости. Следовательно, с датчика 8 перемещения скобы информация о текущем положении скобы 4 поступает на вход 24 блока управления и на вход счетчика 12.
В момент, когда текущий путь скобы 4, станет равен номинальному пути перехода на пониженную скорость LА1' или LВ1' (для конкретного сортамента, свариваемых полос), вычислительный блок II, принимающий информацию о текущем положении скобы 4 со счетчика 12, и хранящий информацию о соответствующих значениях заданных путей перехода на пониженную скорость скобы 4 конкретного сортамента сварки, выработает сигналы перехода на пониженную скорость движения скобы 4, которые поступают на входы (17) или (19) (II-ая или III-я группа операций) блока управления 1, который по этим сигналам через выход 23 выдаст соответствующее задание на привод скобы 3.
Аналогично, в момент, когда текущий путь скобы 4 станет равен номинальному пути перехода, на останов скобы 4 LА2' или LВ2' (для конкретного сортамента свариваемых полос), вычислительный блок II, принимающий информацию о текущем положении скобы 4 со счетчика 12 и хранящий информацию о соответствующих значениях заданных путей перехода на останов скобы 4 конкретного сортамента сварки, выработает сигналы перехода на останов движения скобы 4, которые поступают на входы (18) или (20) (II-ая или III-я группа операций) блока управления I, который по этим сигналам через выход 23 выдаст соответствующие задания останова на привод скобы 3. После чего скоба 4 остановится.
Следует отметить, что в остальном принципы работы предлагаемой системы управления сварочной машины совпадают со своим прототипом.
Т.о. решается поставленная задача предлагаемого изобретения - общий цикл сварки полосы становится в общем случае существенно меньше, чем в известном устройстве (прототипе). Вследствие этого, существенно увеличивается производительность работы сварочной машины.
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО УПРАВЛЕНИЯ СВАРОЧНОЙ МАШИНОЙ | 2002 |
|
RU2218254C1 |
| СПОСОБ И УСТРОЙСТВО КОНТАКТНОЙ СТЫКОВОЙ СВАРКИ ПОЛОС В НЕПРЕРЫВНЫХ МЕТАЛЛУРГИЧЕСКИХ АГРЕГАТАХ | 2009 |
|
RU2391188C1 |
| ГИДРОПРИВОД ЛЕТУЧИХ КАЧАЮЩИХСЯ НОЖНИЦ | 1998 |
|
RU2134194C1 |
| УСТРОЙСТВО УПРАВЛЕНИЯ АГРЕГАТА ДЛЯ ПРОИЗВОДСТВА ГОФРОСТЕНОК ТРАНСФОРМАТОРОВ | 2010 |
|
RU2430803C1 |
| СПОСОБ КОНТАКТНОЙ СТЫКОВОЙ СВАРКИ ПОЛОС И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2004 |
|
RU2277463C2 |
| СПОСОБ И УСТРОЙСТВО КОНТАКТНОЙ СТЫКОВОЙ СВАРКИ ПОЛОС В НЕПРЕРЫВНЫХ МЕТАЛЛУРГИЧЕСКИХ АГРЕГАТАХ | 2009 |
|
RU2391189C1 |
| УСТРОЙСТВО УПРАВЛЕНИЯ ПОДАЧЕЙ И ПОВОРОТОМ ТРУБЫ СТАНА ХОЛОДНОЙ ПРОКАТКИ ТРУБ | 2012 |
|
RU2501621C1 |
| ГИДРОСИСТЕМА УПРАВЛЕНИЯ СТАНИНОЙ СВАРОЧНОЙ МАШИНЫ | 2008 |
|
RU2374050C1 |
| МАШИНА ДЛЯ КОНТАКТНОЙ СТЫКОВОЙ СВАРКИ ПОЛОС | 2003 |
|
RU2246386C1 |
| ГИДРОПРИВОД ЛЕТУЧЕЙ ПИЛЫ | 1999 |
|
RU2169660C2 |
Изобретение относится к машиностроению, в частности к автоматизации управления машинами для сварки металлических полос, и может быть использовано в машинах для сварки концов рулонов в металлургических агрегатах нанесения покрытий, линиях правки полосы. Технический результат - сокращение времени цикла при сварке полос более узкой ширины, чем максимально возможная. Достигаемый в этом случае технический результат выражается в повышении производительности работы сварочной машины и ускорении производственного цикла в целом. Технический результат достигается за счет того, что команды на выработку сигналов перехода к пониженной скорости движения скобы (на которой расположен сварочный источник питания и датчик кромки полосы) и на останов скобы вырабатываются не по сигналам от конечных выключателей, установленных исходя из максимально возможной ширины полосы, а посредством дополнительно введенных счетчика и вычислительного блока, которые вырабатывают упомянутые сигналы, исходя из конкретного сортамента полосы, посредством подсчета соответствующих путей, которые должна пройти скоба до момента выработки соответствующих сигналов на переход к пониженной скорости и к останову для данного конкретного сортамента полосы. 2 ил.
Устройство управления сварочной машиной, содержащее блок управления, первый задатчик начала групп операций и второй задатчик сортамента и уставок, скобу и привод скобы, при этом блок управления анализирует сигналы, поступающие от механизмов и элементов сварочной машины, формирует сигналы управления на механизмы и элементы сварочной машины через соответствующие входы и выходы и содержит отдельные входы для приема сигналов перехода на пониженную скорость и останов привода скобы при прямом и реверсивном цикле работы скобы, при этом вход привода скобы соединен с выходом блока управления, а выход привода скобы механически соединен со скобой, на которой размещены сварочный источник питания и датчик кромки полосы, причем сварочный источник питания соединен с соответствующим выходом блока управления, формирующего команду на включение или отключение сварочного источника питания, а выход датчика кромки полосы соединен с соответствующим входом блока управления, при этом скоба механически соединена с датчиком перемещения скобы, выход которого соединен с соответствующим входом блока управления, при этом соответствующие выходы первого задатчика начала групп операций соединены с соответствующими входами блока управления и второго задатчика сортамента и уставок, причем выход второго задатчика сортамента и уставок соединен с соответствующим входом блока управления, отличающееся тем, что оно снабжено вычислительным блоком и счетчиком, при этом выход счетчика соединен с соответствующим входом вычислительного блока, а вход счетчика соединен с выходом датчика перемещения скобы, при этом другие входы счетчика соединены с соответствующими выходами первого задатчика начала групп операций, а соответствующие входы вычислительного блока также соединены с выходами первого задатчика начала групп операций, при этом выход второго задатчика сортамента и уставок соединен с одним из входов вычислительного блока, а выходы вычислительного блока соединены с соответствующими входами блока управления, принимающими сигналы перехода на пониженную скорость и останов привода скобы при прямом и реверсивном цикле работы скобы.
| Создание автоматической машины шовной сварки полос в металлургических агрегатах // Отчет о научно-исследовательской работе, АХК "ВНИИМЕТМАШ", 1999, номер государственной регистрации 01.99.00 07616, с | |||
| Машина для изготовления проволочных гвоздей | 1922 |
|
SU39A1 |
| Устройство для управления процессом контактной точечной сварки | 1978 |
|
SU737159A1 |
| Регулятор давления | 1976 |
|
SU581315A1 |
| СПОСОБ РАЗРАБОТКИ ЧЕТЫРЕХ ЭКСПЛУАТАЦИОННЫХ ОБЪЕКТОВ МНОГОПЛАСТОВОГО НЕФТЯНОГО МЕСТОРОЖДЕНИЯ | 2013 |
|
RU2527957C1 |
| СПОСОБ СОЗДАНИЯ БИОЛОГИЧЕСКОЙ МОДЕЛИ УМЕРЕННОГО ТОРМОЖЕНИЯ РОСТА ОПУХОЛИ И МЕТАСТАЗОВ КАРЦИНОМЫ ЛЕГКИХ ЛЬЮИС С ПРОДОЛЖИТЕЛЬНОЙ ЦИКЛОФОСФАНИНДУЦИРОВАННОЙ ЛЕЙКОПЕНИЕЙ У МЫШЕЙ | 2012 |
|
RU2488173C1 |

