Предлагаемое изобретение относится к машиностроению, в частности к автоматизации управления машинами для сварки металлических полос, и может быть использовано в машинах для сварки концов рулонов в металлургических агрегатах нанесения покрытий, линиях правки полосы.
Известно приводимое в качестве аналога устройство управления машины для сварки стальных полос, применяемой в металлообрабатывающей промышленности (см. Вернер Маттиас "Автомат для роликовой сварки листовой стали с раздавливанием кромок" журнал "Сварочное производство", 1970 г., 11, с. 55-56). Машина содержит раму, на которой установлены двойные гильотинные ножницы и сварочные ролики, перемещаемую реверсивным механизмом от электродвигателя. Положение отдельных рабочих позиций сварочной рамы обеспечивается устройством управления и механогидравлическим тормозным устройством.
Недостатком данного устройства является появление дефектов краевых участков сварного шва из-за не совсем точной (в пределах 1 мм) остановки сварочной рамы, при которой может происходить сход роликов с кромок полос при включенном токе с образованием краевого эффекта "натяга" или непровара, если отключать ток раньше схода роликов.
Наиболее близким из существующих аналогов к предлагаемому изобретению (прототипом) является устройство управления сварочной машиной (см. решение о выдаче патента на изобретение по заявке 2000106144/02 (006633) от 15.03.2000), содержащее блок управления, скобу и привод скобы, при этом блок управления реализует управление механизмами сварочной машины посредством сигналов, приходящих от механизмов и элементов сварочной машины, выдает сигналы управления на механизмы и элементы сварочной машины через соответствующие входы и выходы и имеет отдельные входы для приема сигналов перехода на пониженную скорость и останов привода скобы при прямом и реверсивном циклах работы скобы, при этом вход привода скобы соединен с выходом блока управления, и выход привода скобы механически соединен со скобой, на которой также размещены сварочный источник питания и датчик кромки полосы, причем сварочный источник питания имеет вход, на который приходят сигналы включения и выключения сварочного источника питания, а также выход, с которого снимается текущее значение тока сварочного источника питания, при этом выход датчика кромки полосы соединен с соответствующим входом блока управления, при этом скоба механически связана также с датчиком перемещения скобы, информация с выхода которого поступает на соответствующий вход блока управления, содержащее также первый задатчик начала групп операций и второй задатчик сортамента и уставок, при этом соответствующие выходы первого задатчика начала групп операций соединены с соответствующими входами блока управления и второго задатчика сортамента и уставок, причем выход второго задатчика сортамента и уставок соединен с соответствующим входом блока управления, содержащее также вычислительный блок и счетчик, при этом выход счетчика соединен с соответствующим входом вычислительного блока, а вход счетчика соединен с выходом датчика перемещения скобы, при этом другие входы счетчика соединены с соответствующими выходами первого задатчика начала групп операций, а соответствующие входы вычислительного блока также соединены с выходами первого задатчика начала групп операций, при этом выход второго задатчика сортамента и уставок соединен с одним из входов вычислительного блока, а выходы вычислительного блока соединены с соответствующими входами блока управления, принимающими сигналы перехода на пониженную скорость и останов привода скобы при прямом и реверсивном циклах работы скобы.
Недостатком известного устройства управления сварочной машиной, описанного в качестве прототипа, является то, что, вследствие изменения внешних условий - температурного дрейфа радиоэлементов и усилителей, бросков напряжения питания и т.п., темп нарастания тока сварочного источника питания может меняться во времени. Вследствие этого, начальный (или конечный) ток сварочного источника питания может выходить за допустимые пределы, что вызывает т. н. "краевые" эффекты - перегрев или недогрев начальной (или конечной) свариваемых областей полосы (и вследствие этого "натяг" или перекос стыка), а также подгорание сварочных роликов.
Задачей предлагаемого изобретения является адаптивная настройка момента включения (или выключения) сварочного источника питания с тем, чтобы, несмотря на меняющиеся во времени внешние условия и вследствие этого переменного темпа нарастания (или убывания) тока сварочного источника питания, обеспечить (от сварки к сварке) начальный (или конечный) ток сварочного источника питания в требуемых пределах.
Достигаемый в этом случае технический результат выражается в повышении качества шва свариваемых полос при неизменно высокой производительности сварочной машины.
Поставленная цель достигается тем, что в известное устройство управления сварочной машиной, содержащее блок управления, скобу и привод скобы, при этом блок управления реализует управление механизмами сварочной машины посредством сигналов, приходящих от механизмов и элементов сварочной машины, выдает сигналы управления на механизмы и элементы сварочной машины через соответствующие входы и выходы и имеет отдельные входы для приема сигналов перехода на пониженную скорость и останов привода скобы при прямом и реверсивном циклах работы скобы, при этом вход привода скобы соединен с выходом блока управления и выход привода скобы механически соединен со скобой, на которой также размещены сварочный источник питания и датчик кромки полосы, причем сварочный источник питания имеет вход, на который приходят сигналы включения и выключения сварочного источника питания, а также выход, с которого снимается текущее значение тока сварочного источника питания, при этом выход датчика кромки полосы соединен с соответствующим входом блока управления, при этом скоба механически связана также с датчиком перемещения скобы, информация с выхода которого поступает на соответствующий вход блока управления, содержащее также первый задатчик начала групп операций и второй задатчик сортамента и уставок, при этом соответствующие выходы первого задатчика начала групп операций соединены с соответствующими входами блока управления и второго задатчика сортамента и уставок, причем выход второго задатчика сортамента и уставок соединен с соответствующим входом блока управления, содержащее также вычислительный блок и счетчик, при этом выход счетчика соединен с соответствующим входом вычислительного блока, а вход счетчика соединен с выходом датчика перемещения скобы, при этом другие входы счетчика соединены с соответствующими выходами первого задатчика начала групп операций, а соответствующие входы вычислительного блока также соединены с выходами первого задатчика начала групп операций, при этом выход второго задатчика сортамента и уставок соединен с одним из входов вычислительного блока, а выходы вычислительного блока соединены с соответствующими входами блока управления, принимающими сигналы перехода на пониженную скорость и останов привода скобы при прямом и реверсивном циклах работы скобы, дополнительно вводятся второй вычислительный блок, второй счетчик, третий счетчик, третий задатчик уставок и датчик тока, при этом вход датчика тока соединен с выходом сварочного источника питания, с которого снимается текущее значение тока сварочного источника питания, а выход датчика тока соединен с одним из входов второго вычислительного блока, другие входы которого соединены соответственно с выходами второго счетчика, третьего счетчика, третьего задатчика уставок и датчика кромки полосы, а выход второго вычислительного блока соединен с входом сварочного источника питания, на который приходят сигналы включения и выключения сварочного источника питания, при этом входы второго счетчика и третьего счетчика соединены соответственно с выходом датчика перемещения скобы, а другие соответствующие входы второго счетчика и третьего счетчика соединены с датчиком кромки полосы, при этом выход третьего задатчика соединен также с соответствующими входами третьего счетчика и датчика тока.
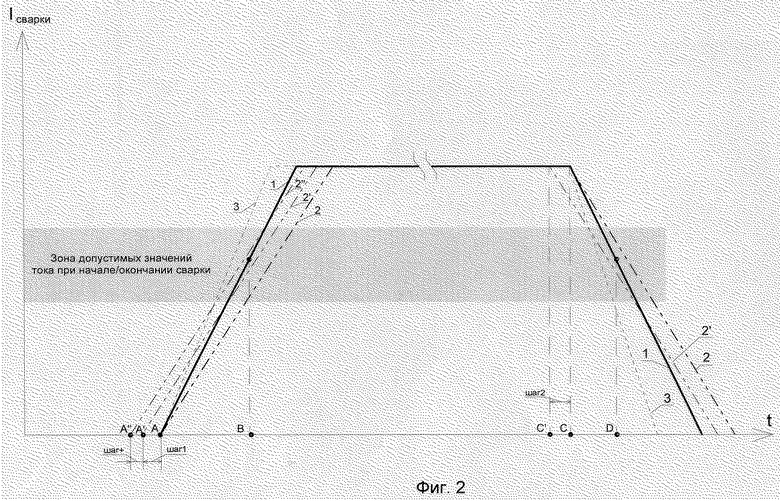
На фиг.1 представлено устройство управления сварочной машиной, решающее указанные задачи.
На фиг. 2 представлена диаграмма изменения тока сварочного источника питания во время начала (окончания) сварки.
Устройство управления сварочной машиной содержит блок управления 1, реализующий управление механизмами и элементами 2 сварочной машины и который выдает сигнал на вход привода скобы 3, определяющего скорость перемещения скобы 4. Скоба содержит сварочный источник питания 5 и датчик кромки полосы 6, определяющий базовое расстояние между кромкой полосы 7 и положением сварочного источника питания.
Скоба жестко связана с датчиком перемещения скобы 8. Информация с первого задатчика 9 групп операций поступает на соответствующие входы блока управления, а также на соответствующие входы второго задатчика 10 сортамента и уставок, вычислительного блока 11 и счетчика 12.
На вход 13 блока управления поступает полная информация о всех параметрах сортамента сварки, режимах работы, уставках и константах, использующихся в цикле работы сварочной машины.
На входы 14, 15, 16 блока управления с выходов первого задатчика начала групп операций поступает соответствующая информация о начале групп операций.
С выходов вычислительного блока на входы 17, 18 блока управления поступают сигналы перехода на пониженную скорость и на останов скобы, соответственно при движении скобы в реверсивном направлении.
С выходов вычислительного блока на входы 19, 20 блока управления поступают сигналы перехода на пониженную скорость и на останов скобы, соответственно при движении скобы в прямом направлении.
На вход 21 блока управления приходит сигнал от датчика кромки полосы.
Сигнал, определяющий скорость перемещения скобы, поступает с выхода 22 блока управления, а информация с датчика перемещения скобы поступает на вход 23 блока управления.
В отличие от прототипа, сигнал на включение (или выключение) сварочного источника питания подается на него не с блока управления, а с второго вычислительного блока 24.
Одни из входов второго вычислительного блока соединен со вторым счетчиком 25, третьим счетчиком 26, третьим задатчиком 27 уставок и датчиком тока 28.
По существу предлагаемого изобретения устройство управления сварочной машиной работает следующим образом.
На фиг. 2 представлена диаграмма изменения тока сварочного источника питания во время начала (окончания) сварки.
Так, на фиг.2 жирной линией (кривая 1) отмечена кривая тока сварки при номинальных внешних параметрах.
Точкой А отмечена точка включения сварочного источника питания 5 - начало нарастания тока при "номинальных" внешних параметрах, когда сварочный источник питания вместе со скобой 4 пройдет путь (от момента срабатывания датчика кромки полосы 6 по передней кромке полосы), равный Lбаз.
Точкой В отмечена точка, когда сварочный источник питания вместе со скобой пройдет путь (с момента "отработки" т. А), равный ΔL, и своим центром встанет против крайней точки передней кромки полосы 7.
Очевидно, что при "номинальном" темпе нарастания тока и соответствующих конструктивных базовых размерах - L баз. и ΔL сварочный ток будет находиться в зоне допустимых значений тока при начале или при окончании сварки.
Аналогично, точкой С отмечена точка выключения сварочного источника питания - начало убывания тока при "номинальных" внешних параметрах, когда сварочный источник питания вместе со скобой пройдет путь (от момента срабатывания датчика кромки полосы 6 по задней кромке полосы), равный Lбаз.
Точкой D отмечена точка, когда сварочный источник питания вместе со скобой пройдет путь(с момента "отработки" т. С), равный ΔL, и своим центром встанет против крайней точки задней кромки полосы 7.
Аналогично, т. В сварочный ток будет находиться при этом в зоне допустимых значений тока при начале или окончании сварки.
Однако, вследствие упомянутых выше внешних воздействий, действительный темп нарастания тока сварочного источника питания может отличаться от номинальных значений. Поэтому действительная кривая изменения тока сварочного источника питания может отличаться от номинальной, что показано на фиг.2 кривыми 2 и 3 (штрихпунктирная линия).
Как видно из фиг.2, реальные кривые изменения тока могут быть таковыми, что когда источник питания займет своим центром положение точно над крайними точками передней или задней кромки полосы (т. В или т. D), то действительное значение тока будет выходить из зоны допустимых значений тока при начале или окончании сварки. Вследствие этого возникают упомянутые выше краевые эффекты, снижающие качество шва.
В предлагаемом устройстве управления сварочной машиной эта проблема решается за счет того, что точки включения или выключения сварочного источника питания (т. А или т. С) делаются не "фиксированными", как в прототипе, а "плавающими", вычисляющимися от сварки к сварке, при этом команду на включение сварочного источника питания вычисляет и выдает второй вычислительный блок 24 с помощью второго счетчика 25, третьего счетчика 26, третьего задатчика 27 уставок и датчика тока 28.
Второй счетчик 25 считает путь, проходимый сварочным источником питания вместе со скобой с момента срабатывания или отпускания датчика кромки полосы 6. По сигналу с этого датчика при подходе к передней или задней кромке полосы второй счетчик 25 сбрасывается в нулевое значение.
Аналогично, третий счетчик 26 считает путь, проходимый сварочным источником питания вместе со скобой с момента срабатывания или отпускания датчика кромки полосы 6. По сигналу с этого датчика при подходе к передней или задней кромке полосы третий счетчик 26 также сбрасывается в нулевое значение.
В данном устройстве второй счетчик 25 предназначен для подсчета соответствующего значения пути выработки сигнала на включение или отключение сварочного источника 5, а третий счетчик 26 предназначен для подсчета базового расстояния, равного (Lбаз.+ΔL).
Датчик тока 28 измеряет текущее значение тока сварочного источника питания и выдает соответствующий сигнал во второй вычислительный блок 24.
Третий задатчик 27 уставок выдает соответствующие уставки во второй вычислительный блок 24, третий счетчик 26 и датчик тока 28.
Следует отметить, что второй вычислительный блок 24 вычисляет "плавающие" точки включения или выключения сварочного источника питания на основе сравнения содержимого второго счетчика 25 с уставками С1 или С2, где величины С1 и С2 вычисляются вторым вычислительным блоком 24 по формулам
С1=Lбаз.±Шаг1*ЛУ1, (1)
С2=Lбаз.±Шаг2*ЛУ2, (2)
где L баз. - базовое конструктивное расстояние (см. фиг.1);
С1 - уставка для включения сварочного источника (5);
С2 - уставка для выключения сварочного источника (5);
Шаг1, Шаг2 - константы;
ЛУ1 - логическое условие, равное:
- 0, если текущий ток лежит в зоне допустимых значений в начале сварки (см. фиг 2);
- 1, если текущий ток лежит вне зоны допустимых значений в начале сварки (см. фиг 2);
ЛУ2 - логическое условие, равное:
- 0, если текущий ток лежит в зоне допустимых значений в конце сварки (см. фиг 2);
- 1, если текущий ток лежит вне зоны допустимых значений в конце сварки (см. фиг 2).
Начальное значение ЛУ1 и ЛУ2 равно 0, следовательно, вначале второй вычислительный блок 24 оперирует с уставками С1 и С2, равными Lбаз.
Очевидно, что знак плюс в формулах (1) и (2) присутствует тогда, когда в т.В или т.D действительное значение тока больше допустимых значений и, следовательно, момент включения или выключения сварочного источника питания нужно сделать позже.
Аналогично, знак минус в формулах (1) и (2) присутствует тогда, когда в т. В или т. D действительное значение тока меньше допустимых значений и, следовательно, момент включения или выключения сварочного источника питания нужно сделать раньше.
Следует отметить, что значения С1 и С2, вычисляемые на текущей сварке, используются для сравнения с содержимым второго счетчика 25 и, следовательно, выработке новой точки включения или выключения сварочного источника питания, на последующей сварке.
Пусть, например, кривая изменения тока соответствует кривой 1 номинальных значений - см. фиг.2. Тогда в момент подхода датчика кромки полосы 6 к передней кромке полосы сбрасываются второй счетчик 25 и третий счетчик 26. Начинается отсчет пути этими счетчиками. Т.к. начальное значение С1, рассчитываемое вторым вычислительным блоком 24, вначале равно Lбаз., в момент, когда содержимое второго счетчика 25 станет равно Lбаз., второй вычислительный блок 24 выдаст команду на включение сварочного источника питания, что соответствует т. А (фиг.2).
В момент, когда третий счетчик 26 насчитает путь, равный (L баз.+ΔL), что соответствует т.В (фиг.2), второй вычислительный блок 24 опросит датчик тока 28 и определит, что ток лежит в допустимых пределах, т.к. предполагается отработка по кривой 1 фиг.2. Следовательно, ЛУ1 будет равно нулю, т.к. ток лежит в зоне допустимых значений. Следовательно, при следующей сварке будет осуществляться сравнение с уставкой С1, равной Lбаз.
Аналогичные действия происходят при выключении сварочного источника питания.
В момент подхода датчика кромки полосы 6 к задней кромке полосы сбрасываются второй счетчик 25 и третий счетчик 26. Начинается отсчет пути этими счетчиками. Т.к. начальное значение С2, рассчитываемое вторым вычислительным блоком 24, вначале равно Lбаз., в момент, когда содержимое второго счетчика 25 станет равно Lбаз., второй вычислительный блок 24 выдаст команду на выключение сварочного источника питания, что соответствует т.С (фиг.2).
В момент, когда третий счетчик 26 насчитает путь, равный (Lбаз.+ΔL), что соответствует т.D (фиг.2), второй вычислительный блок 24 опросит датчик тока 28 и определит, что ток лежит в допустимых пределах, т.к. предполагается отработка по кривой 1 фиг.2. Следовательно, ЛУ2 будет равно нулю, т.к. ток лежит в зоне допустимых значений. Следовательно, при следующей сварке будет осуществляться сравнение с уставкой С2 равной L баз.
Предположим, что вследствие изменения внешних условий, кривая тока сварочного источника питания изменилась и стала соответствовать кривой 2 (см. фиг.2). Тогда в момент подхода датчика кромки полосы 6 к передней кромке полосы, аналогично вышеописанному, сбрасываются второй счетчик 25 и третий счетчик 26. Начинается отсчет пути этими счетчиками. Т.к. пока значение С1 равно Lбаз. , в момент, когда содержимое второго счетчика 25 станет равно Lбаз., второй вычислительный блок 24 выдаст на вход сварочного источника питания сигнал включения, что соответствует т.А (фиг.2). В момент, когда третий счетчик 26 насчитает путь, равный (Lбаз.+ΔL), что соответствует т.В (фиг. 2), второй вычислительный блок 24 опросит датчик тока 28 и определит, что действительное значение тока выходит за зону допустимых значений и меньше номинального. Следовательно, учитывая, что ЛУ1 равно 1, а знак в формуле (1) будет минус, второй вычислительный блок определит, что на следующей сварке момент включения сварочного источника питания вырабатывается, когда содержимое второго счетчика 25 будет равно скорректированной переменной С1, равной (Lбаз.-Шаг1), что соответствует т.А' (фиг2).
Следует отметить, что, во-первых, этот процесс коррекции продолжается, аналогично от сварки к сварке, пока текущий ток сварочного источника питания не войдет в зону допустимых значений, и, во-вторых, этот процесс коррекции аналогичен при выключении сварочного источника питания, при этом корректируется значение С2.
Так, если первоначально процесс изменения тока сварочного источника питания имел вид соответствующей кривой 2, то после самонастройки, через несколько сварок, этот процесс будет иметь вид кривой 2" при включении сварочного источника питания, и кривой 2' - при выключении сварочного источника питания.
Таким образом, решается поставленная задача предлагаемого изобретения - адаптивная настройка момента включения и выключения сварочного источника питания с тем, чтобы, несмотря на меняющиеся во времени внешние условия, обеспечить начальный и конечный ток сварочного источника питания в требуемых пределах.
Вследствие этого существенно увеличивается качество шва свариваемых полос при неизменно высокой производительности сварочной машины.
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО УПРАВЛЕНИЯ СВАРОЧНОЙ МАШИНОЙ | 2000 |
|
RU2183539C2 |
| Устройство для программного управления сварочным станком | 1988 |
|
SU1583919A1 |
| Способ автоматического контроля сварочного процесса | 1986 |
|
SU1430205A1 |
| Машина для стыковой контактной сварки полос оплавлением | 1988 |
|
SU1609576A1 |
| Устройство автоматического управления механизмом перемещения нажимных винтов реверсивных станов горячей прокатки | 1984 |
|
SU1186303A1 |
| Устройство для управления термообработкой сварных соединений | 1986 |
|
SU1458122A1 |
| Устройство для измерения и контроля энергии при контактной сварке | 1980 |
|
SU893454A1 |
| Машина для контактной стыковой сварки оплавлением | 1986 |
|
SU1388228A1 |
| СПОСОБ МНОГОПРОХОДНОЙ АВТОМАТИЧЕСКОЙ СВАРКИ НЕПЛАВЯЩИМСЯ ЭЛЕКТРОДОМ С ПОДАЧЕЙ ПРИСАДОЧНОЙ ПРОВОЛОКИ И УСТРОЙСТВО ДЛЯ ЕГО РЕАЛИЗАЦИИ | 2013 |
|
RU2548541C2 |
| Устройство для сварки | 1987 |
|
SU1558598A1 |
Изобретение относится к машиностроению, в частности к устройствам управления сварочной машиной, и может найти применение в машинах для сварки концов рулонов металлической полосы в металлургических агрегатах нанесения покрытий, линиях правки и других. Технический результат изобретения состоит в обеспечении адаптивной настройки момента включения и выключения сварочного источника питания независимо от меняющихся внешних условий и обеспечении начального сварочного тока в требуемых пределах. Устройство управления содержит скобу с приводом, сварочный источник питания и датчик кромки полосы, первый задатчик начала групп операций и второй задатчик сортамента и уставок, вычислительный блок, счетчик, блок управления механизмами сварочной машины, имеющий отдельные входы для приема сигналов перехода на пониженную скорость и останов привода скобы при прямом и реверсивном цикле работы скобы. Вход привода скобы соединен с выходом блока управления, а его выход механически соединен со скобой. Сварочный источник питания имеет вход сигналов включения и выключения сварочного источника питания и выход текущего значения тока сварочного источника питания. Выход датчика кромки полосы соединен с соответствующим входом блока управления. Скоба механически связана с датчиком перемещения скобы, информация с выхода которого поступает на соответствующий вход блока управления. Выходы первого задатчика начала групп операций соединены с соответствующими входами блока управления и второго задатчика сортамента и уставок. Выход второго задатчика сортамента и уставок соединен с входом блока управления. Выход счетчика соединен с соответствующим входом вычислительного блока, а вход - с выходом датчика перемещения скобы. Другие входы счетчика соединены с соответствующими выходами первого задатчика начала групп операций. Входы вычислительного блока соединены с выходами первого задатчика начала групп операций. Выход второго задатчика сортамента и уставок соединен с одним из входов вычислительного блока, выходы которого соединены с входами блока управления сигналов перехода на пониженную скорость и останов привода скобы при прямом и реверсивном цикле работы скобы. Вход датчика тока соединен с выходом сварочного источника питания, с которого снимется текущее значение тока сварочного источника питания. Выход датчика тока соединен с одним из входов второго вычислительного блока, другие входы которого соединены с выходами второго счетчика, третьего счетчика, третьего задатчика уставок и датчика кромок полосы. Выход второго вычислительного блока соединен с входом сварочного источника питания сигналов включения и выключения сварочного источника питании. Входы второго счетчика и третьего счетчика соединены с выходом датчика перемещения скобы. Другие входы второго счетчика и третьего счетчика соединены с датчиком кромки полосы. Выход третьего задатчика соединен с входами третьего счетчика и датчика тока. 2 ил.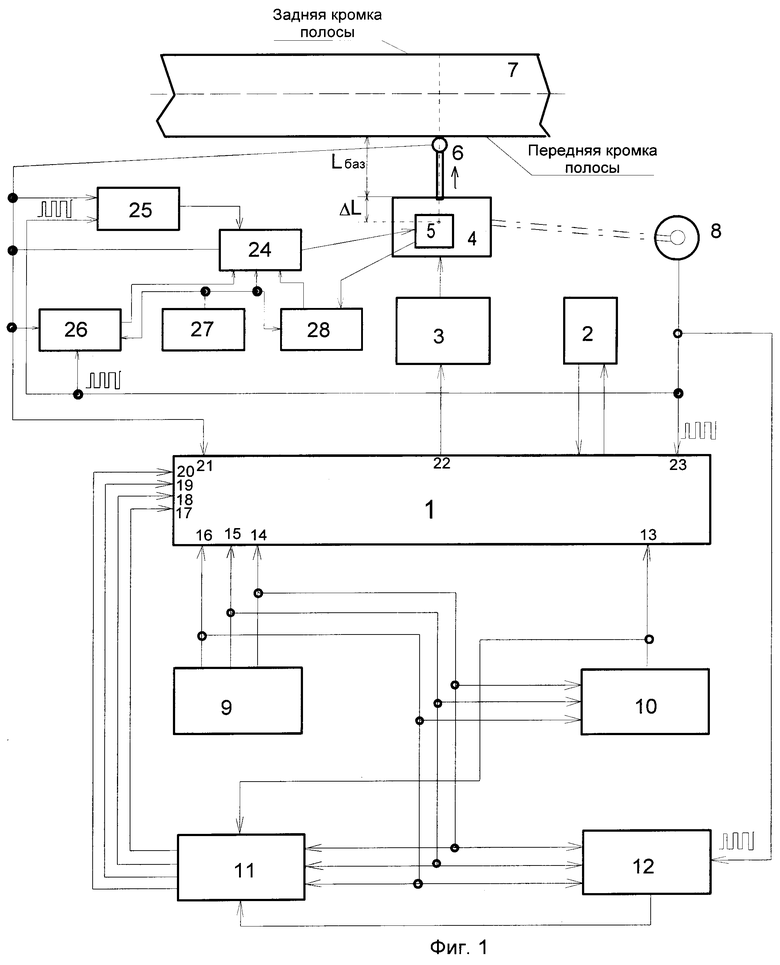
Устройство управления сварочной машиной, содержащее блок управления, скобу и привод скобы, при этом блок управления реализует управление механизмами сварочной машины посредством сигналов, приходящих от механизмов и элементов сварочной машины, выдает сигналы управления на механизмы и элементы сварочной машины через соответствующие входы и выходы и имеет отдельные входы для приема сигналов перехода на пониженную скорость и останов привода скобы при прямом и реверсивном цикле работы скобы, при этом вход привода скобы соединен с выходом блока управления и выход привода скобы механически соединен со скобой, на которой также размещены сварочный источник питания и датчик кромки полосы, причем сварочный источник питания имеет вход, на который приходят сигналы включения и выключения сварочного источника питания, а также выход, с которого снимается текущее значение тока сварочного источника питания, при этом выход датчика кромки полосы соединен с соответствующим входом блока управления, при этом скоба механически связана также с датчиком перемещения скобы, информация с выхода которого поступает на соответствующий вход блока управления, содержащее также первый задатчик начала групп операций и второй задатчик сортамента и уставок, при этом соответствующие выходы первого задатчика начала групп операций соединены с соответствующими входами блока управления и второго задатчика сортамента и уставок, причем выход второго задатчика сортамента и уставок соединен с соответствующим входом блока управления, содержащее также вычислительный блок и cчетчик, при этом выход счетчика соединен с соответствующим входом вычислительного блока, а вход счетчика соединен с выходом датчика перемещения скобы, при этом другие входы счетчика соединены с соответствующими выходами первого задатчика начала групп операций, а соответствующие входы вычислительного блока также соединены с выходами первого задатчика начала групп операций, при этом выход второго задатчика сортамента и уставок соединен с одним из входов вычислительного блока, а выходы вычислительного блока соединены с соответствующими входами блока управления, принимающими сигналы перехода на пониженную скорость и останов привода скобы при прямом и реверсивном цикле работы скобы, отличающееся тем, что дополнительно вводятся второй вычислительный блок, второй счетчик, третий счетчик, третий задатчик уставок и датчик тока, при этом вход датчика тока соединен с выходом сварочного источника питания, с которого снимается текущее значение тока сварочного источника питания, а выход датчика тока соединен с одним из входов второго вычислительного блока, другие входы которого соединены соответственно с выходами второго счетчика, третьего счетчика, третьего задатчика уставок и датчика кромки полосы, а выход второго вычислительного блока соединен с входом сварочного источника питания, на который приходят сигналы включения и выключения сварочного источника питания, при этом входы второго счетчика и третьего счетчика соединены соответственно с выходом датчика перемещения скобы, а другие соответствующие входы второго счетчика и третьего счетчика соединены с датчиком кромки полосы, при этом выход третьего задатчика соединен также с соответствующими входами третьего счетчика и датчика тока.
| RU 2000106144/02 А1, 20.11.2001 | |||
| Способ гофрирования листового материала | 1976 |
|
SU609576A1 |
| Устройство фазового управления сварочным током однофазных контактных машин | 1979 |
|
SU1134332A1 |
| Регулятор давления | 1976 |
|
SU581315A1 |
| СПОСОБ РАЗРАБОТКИ ЧЕТЫРЕХ ЭКСПЛУАТАЦИОННЫХ ОБЪЕКТОВ МНОГОПЛАСТОВОГО НЕФТЯНОГО МЕСТОРОЖДЕНИЯ | 2013 |
|
RU2527957C1 |
| Измеритель средней частоты импульсов | 1974 |
|
SU488173A1 |

