Изобретение относится к области сварки труб, а более конкретно к диффузионной сварке в вакууме труб из разнородных материалов внахлестку, когда свариваемые концы труб, преимущественно коротких, нагревают в вакууме до 0,7-0,8 температуры плавления и сдавливают стенки труб в области нахлестки между собой в радиальном направлении. Сдавливание осуществляют с усилием 2-5 кг/мм и выдерживают при температуре сварки в течение 3 - 20 минут.
Известен роликовый раскатник для создания сварочного давления при диффузионной сварке труб внахлестку, преимущественно коротких, выполненный в виде вращающегося вала, на конце которого установлены раскатные ролики (см. а.с. СССР N 677851, B 23 K 19/00).
Раскатные ролики установлены с возможностью свободного вращения за счет трения о стенку внутреннего диаметра трубы в месте нахлестки. При этом диаметр описанной вокруг роликов окружности всегда больше на 1-4 мм внутреннего диаметра нахлестки.
Диффузионная сварка труб осуществляется за счет горячей раздачи труб в месте нахлестки, когда во внутреннюю трубу с определенной скоростью перемещения вводится вращающийся раскатник, у которого диаметр окружности, описанной вокруг роликов, больше внутреннего диаметра трубы в месте нахлестки на 1-4 мм.
Внутренняя труба при этом раздается и плотно прижимается к наружной трубе, образуя между трубами плотный контакт, в результате которого под воздействием высокой температуры и отсутствия окисления (вакуум) между металлами стенок труб происходит диффузионное взаимодействие и межатомное схватывание, т.е. диффузионная сварка.
Известное устройство имеет два основных недостатка, усугубляющих друг друга.
Первый недостаток - это неравномерность осевой и радиальной нагрузок, воздействующих на раскатные ролики в процессе раскатки внутренней трубы сварного соединения.
Объясняется это тем, что все три раскатных ролика находятся в одной плоскости и фактически только один ролик, который в результате разброса допусков может быть установлен на несколько долей миллиметра впереди двух других, принимает на себя практически все осевые и частично радиальные усилия, связанные с раздачей внутренней трубки.
При этом два других ролика в основном выполняют роль подвижных упоров, испытывая при этом только радиальные нагрузки.
Такая неравномерность в нагрузках, которая нагружает в основном один ролик, приводит к перегрузке его подшипников, особенно тех его частей, которые отвечают за осевую составляющую нагрузки.
Неравномерность нагрузки на ролики усугубляется вторым недостатком известной конструкции раскатника, это расположение подшипников в зоне нагрева свариваемой заготовки труб, что приводит к быстрому выходу из строя наиболее нагруженного подшипника.
При таком расположении подшипников им приходится работать в зоне, нагретой до 850-1150oC.
За время раскатки свариваемой нахлестки, длина которой может составлять 1,5-2 диаметра трубы, подшипники роликов могут разогреться до 700oC. Кроме этого, скорость вращения роликов во время раскатки составляет свыше тысячи оборотов в минуту, что в сочетании с высокой температурой приводит к быстрому износу даже жаростойких подшипников из металлографитового композита.
Еще одним недостатком известной конструкции раскатника является большой размер минимального диаметра окружности, описанной вокруг раскатных роликов.
Известная конструкция раскатника позволяет осуществлять диффузионную сварку труб внахлестку, начиная только с диаметра 120 мм и выше. Для диаметров менее 120 мм эта конструкция практически не пригодна, т.к. в трубе диаметром менее 120 мм трудно расположить два или три ролика, их подшипники и опоры для осей роликов, а также корпус, на котором они установлены.
Задачей, на решение которой направлено заявляемое изобретение, является создание роликового раскатника, по крайней мере с тремя раскатными роликами, у которого каждый ролик в процессе раскатки должен обеспечивать независимую от других роликов заданную величину пластической деформации стенки раскатываемой трубы, и при этом подшипники, на которых вращаются раскатные ролики, должны быть максимально защищены от воздействия тепла нагретой трубной заготовки.
Еще одной задачей изобретения является уменьшение габаритов конструкции роликовой головки, чтобы можно было создавать сварочное давление при диффузионной сварке труб диаметром менее 120 мм.
Технический результат, получаемый при осуществлении настоящего изобретения, заключается в возможности нагружать каждый раскатной ролик заданной расчетной величиной деформации независимо от нагрузки на другие ролики, обеспечивая общую расчетную деформацию внутренней стенки нахлестки путем сложения расчетных деформаций от каждого ролика.
При этом нагрузка на каждый ролик снижается по крайней мере в три раза, что увеличивает работоспособность раскатника и снижает его вес.
Кроме этого, заявленная конструкция раскатника обеспечивает снижение температуры нагрева подшипников, на которых вращаются раскатные ролики, до температуры нормы за счет выноса подшипников за зону нагрева сварного соединения, что также увеличивает работоспособность раскатника в сотни раз по сравнению с конструкцией прототипа.
В дополнение к этому минимальный диаметр труб, которые можно сваривать диффузионной сваркой с помощью заявленного роликового раскатника, снижен до 70-65 мм.
Указанный технический результат достигается тем, что в известном роликовом раскатнике для создания сварочного давления при диффузионной сварке труб внахлестку, содержащий корпус и раскатные ролики, установленные равномерно по окружности относительно оси приводного вала с возможностью вращения:
- раскатник снабжен штангами, на концах которых закреплены раскатные ролики, а противоположные концы штанг в количестве не менее трех установлены с возможностью вращения в корпусе;
- кроме того, ролики закреплены на концах штанг на разном расстоянии от корпуса;
- кроме того, ролики выполнены с разными диаметрами;
- кроме того, ролик с минимальным диаметром установлен на максимальном расстоянии от корпуса, а ролик с максимальным диаметром установлен на минимальном расстоянии от корпуса;
- кроме того, раскатные ролики на концах штанг выполнены сменными.
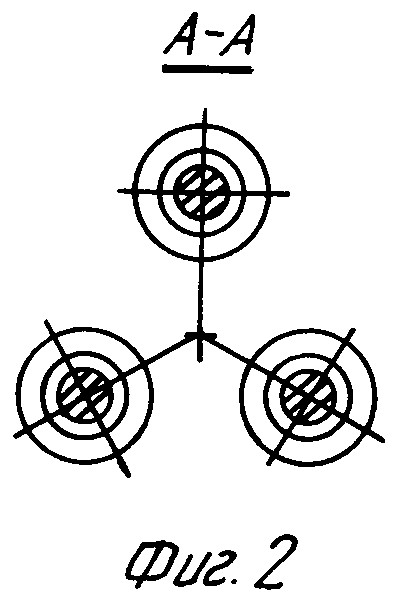
Сущность изобретения поясняется чертежами, где на фиг. 1 представлен продольный разрез раскатника. На фиг. 2 представлено сечение по А-А, на котором показаны три штанги с раскатными роликами, расположенные равномерно по окружности относительно оси вращения корпуса раскатника.
Роликовый раскатник для создания сварочного давления при диффузионной сварке труб внахлестку выполнен в виде приводного вала 1, на конце которого выполнен корпус 2, в котором установлены штанги 3 с раскатными роликами 4 на свободных концах; противоположные от роликов концы штанг установлены в корпусе 2 на шариковых подшипниках 5.
Выполнение раскатных роликов на концах достаточно длинных штанг позволяет убрать подшипники, на которых вращаются раскатные ролики, из зоны диффузионной сварки труб, нагрев которых может достигать 1150oC, если свариваются трубы из нержавеющих и жаропрочных сплавов на основе ниобия, тантала и т.п.
Штанги с раскатными роликами на концах выбираются такой длины, чтобы ролики могли раскатывать нахлесточное соединение на всей его длине и при этом между корпусом с подшипниками и торцем наиболее короткой из свариваемых труб оставалось не менее 30-50 мм.
В этом случае нагрев подшипников, установленных в корпусе, будет осуществляться через теплопередачу по длинной штанге от нагретого ролика, который имеет непосредственный контакт с нагретой до температуры сварки зоной раскатки, а также за счет теплового (инфракрасного) излучения, исходящего от зоны сварки и прилегающих к этой зоне участков свариваемых труб. Конвекционный нагрев при диффузионной сварке отсутствует, т.к. сварка осуществляется в вакууме, т.е. идеальном тепловом изоляторе.
Раскатные ролики выполнены сменными и установлены на разном расстоянии от корпуса и с разными диаметрами (Д). При этом ролик с минимальным диаметром (Д) установлен на максимальном удалении от корпуса, а ролик с максимальным диаметром (Д+δ1+δ2) установлен на минимальном расстоянии от корпуса.
Средний по высоте расположения ролик имеет промежуточный размер диаметра (Д+δ1). Такое ступенчатое расположение роликов по высоте и такое же ступенчатое возрастание их диаметров по высоте раскатника позволяют общую заданную по технологии величину раздачи внутренней трубы разделить, например, на три части и тем самым почти в три раза снизить нагрузку на каждый ролик и спланировать требуемую по технологии величину раздачи для каждого ролика в зависимости от конструкции нахлесточного трубчатого сварного соединения, например, в виде гладкого соединения, резьбового, ступенчатого и т.д., а также от физических свойств свариваемых материалов, их способности свариваться в твердой фазе и деформироваться при температуре диффузионной сварки.
Кроме того, расположение раскатных роликов на концах длинных вращающихся штанг и вынос подшипников из зоны диффузионной сварки, т.е. из внутреннего объема свариваемых труб, создают условия для возможности значительного сокращения минимального диаметра описанной вокруг роликов окружности, что позволяет сваривать трубы диаметром менее 100 мм.
Пример конкретного выполнения
Был изготовлен экспериментальный образец раскатника, предназначенный для диффузионной сварки труб внахлестку в диапазоне диаметров труб от 70 до 90 мм. Для создания сварочного давления при дифференционной сварке труб с внутренним диаметром перед сваркой 76,5 мм использовали ролики, описанные окружности вокруг которых составили 77,5 мм, 78,5 мм и 79,5 мм.
Трубы сваривались в виде коротких переходников, длиной 230 мм из циркониевого сплава и нержавеющей стали. Длина перехлеста составила 105 мм. Температура нагрева труб составляла 900oC. За время сварки подшипники, установленные в корпусе, нагрелись всего до 42oC (наружное кольцо), что является нормой для шариковых подшипников.
| название | год | авторы | номер документа |
|---|---|---|---|
| ТРЕХРОЛИКОВЫЙ РАСКАТНИК ДЛЯ СОЗДАНИЯ СВАРОЧНОГО ДАВЛЕНИЯ ПРИ ДИФФУЗИОННОЙ СВАРКЕ ТРУБ ВНАХЛЕСТКУ | 1999 |
|
RU2164463C1 |
| РОЛИКОВЫЙ РАСКАТНИК ДЛЯ ДИФФУЗИОННОЙ СВАРКИ РАЗНОРОДНЫХ ТРУБ БОЛЬШОГО ДИАМЕТРА | 2001 |
|
RU2182062C1 |
| ОДНОПОСТОВАЯ УСТАНОВКА ДЛЯ ДИФФУЗИОННОЙ СВАРКИ В ВАКУУМЕ КОРОТКИХ ТРУБ ВНАХЛЕСТКУ | 2001 |
|
RU2183541C1 |
| УСТАНОВКА ДЛЯ ДИФФУЗИОННОЙ СВАРКИ ВНАХЛЕСТКУ ТРУБЧАТЫХ ПЕРЕХОДНИКОВ | 2001 |
|
RU2184020C1 |
| РОЛИКОВЫЙ РАСКАТНИК ДЛЯ СОЗДАНИЯ СВАРОЧНОГО ДАВЛЕНИЯ ПРИ ДИФФУЗИОННОЙ СВАРКЕ ТРУБ ВНАХЛЕСТКУ | 1999 |
|
RU2164197C1 |
| СПОСОБ ДИФФУЗИОННОЙ СВАРКИ ТРУБ ВНАХЛЕСТКУ | 1999 |
|
RU2164198C1 |
| ПОЛУАВТОМАТИЧЕСКАЯ УСТАНОВКА ДЛЯ ДИФФУЗИОННОЙ СВАРКИ ТРУБЧАТЫХ ЗАГОТОВОК | 2001 |
|
RU2188107C1 |
| ОДНОРОЛИКОВЫЙ РАСКАТНИК ДЛЯ ДИФФУЗИОННОЙ СВАРКИ ТРУБ | 2005 |
|
RU2294270C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ТРУБЧАТЫХ ПЕРЕХОДНИКОВ ИЗ ЦИРКОНИЕВЫХ И СТАЛЬНЫХ ВТУЛОК | 2004 |
|
RU2263015C1 |
| УСТАНОВКА ДЛЯ ИЗГОТОВЛЕНИЯ ТРУБЧАТЫХ ПЕРЕХОДНИКОВ ЦИРКОНИЙ-СТАЛЬ | 2004 |
|
RU2268125C1 |
Изобретение относится к сварке труб и может быть использовано при диффузионной сварке в вакууме труб из разнородных материалов внахлестку. Возможность равномерного распределения деформации стенки внутренней трубы между раскатными роликами достигается тем, что раскатник снабжается по меньшей мере тремя штангами. На их концах закрепляются раскатные ролики разных диаметров. Противоположные концы штанг устанавливаются в корпусе с возможностью вращения. Ролик с минимальным диаметром располагается на максимальном расстоянии от корпуса, ролик с максимальным диаметром - на минимальном расстоянии от корпуса. 1 з.п.ф-лы, 2 ил.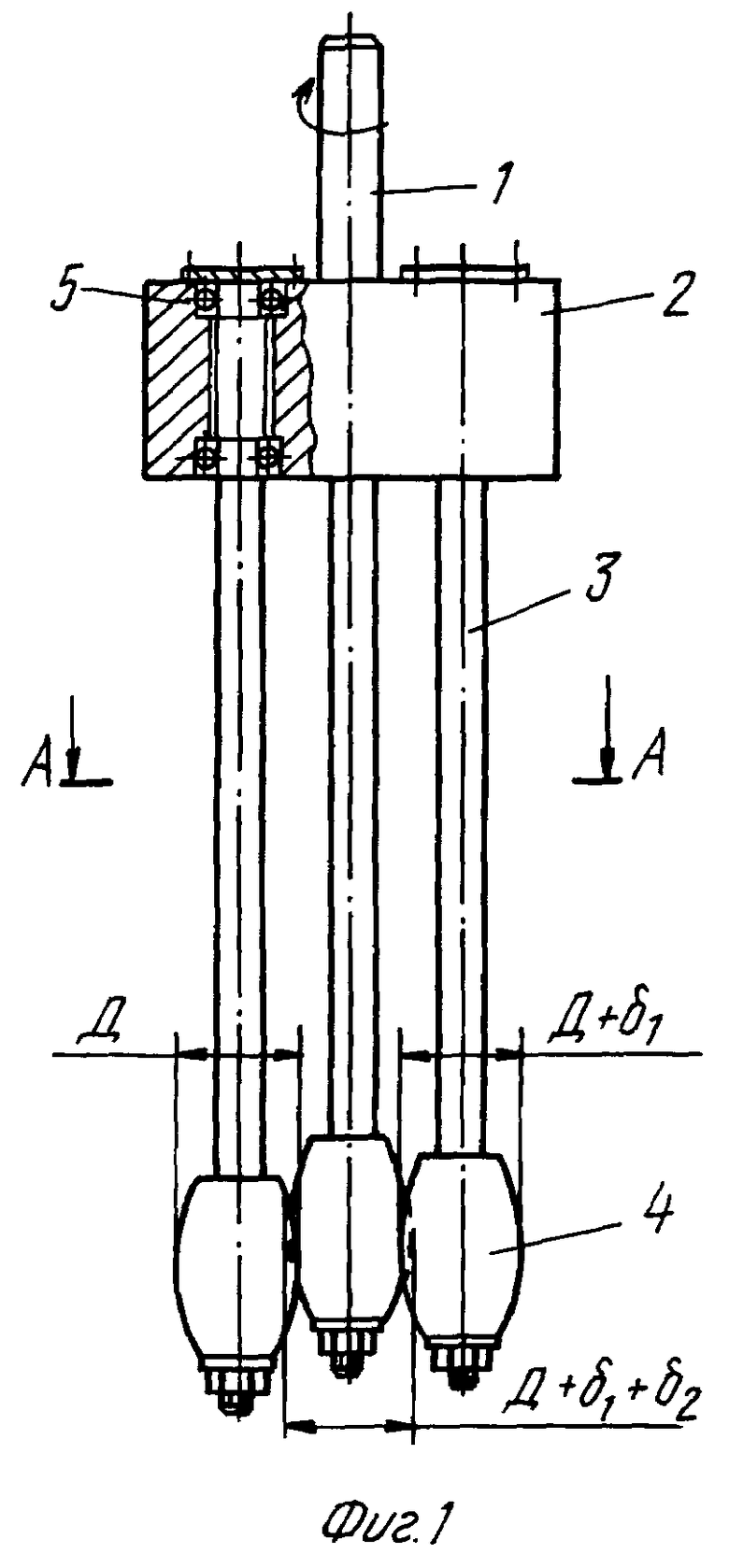
| Способ диффузионной сварки металлических труб | 1977 |
|
SU677851A1 |
| Способ диффузионной сварки | 1984 |
|
SU1274884A1 |
| Способ диффузной сварки | 1989 |
|
SU1593847A1 |
| УСТРОЙСТВО ДЛЯ ОЧИСТКИ СТРЕЛКИ | 2004 |
|
RU2265100C1 |
| US 4566625, 28.01.1986. | |||

