Изобретение относится к области сварки труб, а более конкретно к диффузионной сварке в вакууме труб из разнородных материалов внахлестку, когда свариваемые концы труб, преимущественно коротких, нагревают в вакууме до 0,7 - 0,8 температуры плавления и сдавливают стенки труб в области нахлестки между собой в радиальном направлении. Сдавливание осуществляют с усилием 2 - 5 кг/мм2 и выдерживают при температуре сварки в течение 3 - 20 минут.
Известен роликовый раскатник для создания сварочного давления при диффузионной сварке труб внахлестку, преимущественно коротких, выполненный в виде вращающейся оправки (вала), на конце которой установлены три раскатных ролика (см. а.о. СССР 677851, B 23 K 19/00).
Раскатные ролики установлены с возможностью свободного вращения за счет трения о стенку внутреннего диаметра трубы в месте нахлестки. При этом диаметр описанной вокруг роликов окружности выбирают всегда больше на 1 - 4 мм внутреннего диаметра нахлестки.
Диффузионная сварка в вакууме труб осуществляется за счет горячей раздачи труб в месте нахлестки, когда во внутреннюю трубу с определенной скоростью перемещения вводится вращающийся раскатник, у которого диаметр окружности, описанной вокруг роликов, выбран больше внутреннего диаметра трубы в месте нахлестки на 1 - 4 мм.
Внутренняя труба при этом раздается и плотно прижимается к наружной трубе, образуя между трубами плотный контакт, в результате которого под воздействием высокой температуры и отсутствия окисления в вауумной среде между металлами стенок труб происходит диффузионное взаимодействие и межатомное схватывание, т.е. диффузионная сварка.
Главным недостатком известного устройства является быстрый выход из строя подшипников, на которых вращаются ролики.
Основной причиной быстрого выхода из строя подшипников является их быстрый разогрев от нагретых до температуры диффузионной сварки труб, в которые вводятся ролики раскатника. При этом ролики оказываются в зоне, нагретой до 650 - 1150oC.
За время раскатки свариваемой нахлестки, длина которой может составлять 1,5 - 2 диаметра трубы, подшипники роликов могут разогреться до 700oC. Кроме этого, скорость вращения роликов во время раскатки составляет свыше тысячи оборотов в минуту, что в сочетании с высокой температурой приводит к быстрому износу даже жаростойких подшипников из металлографитового композита.
Другим недостатком известной конструкции раскатника является большой размер минимального диаметра окружности, описанной вокруг раскатных роликов.
Известная конструкция раскатника позволяет осуществлять диффузионную сварку труб внахлестку, начиная только с диаметра 120 мм и выше. Для диаметров менее 120 мм эта конструкция практически не пригодна, т.к. в трубе диаметром менее 120 мм трудно расположить три ролика, их подшипники и опоры для осей роликов, а также оправку (вал), на которой они установлены.
Задачей, на решение которой направлено заявляемое изобретение, является создание роликового раскатника с раскатными роликами, установленными на концах свободно вращающихся консольных штанг, у которого штанги не прогибаются от сварочного давления, возникающего на раскатных роликах за счет превышения на 1 - 4 мм диаметра описанной вокруг роликов окружности относительно внутреннего диаметра раскатываемой трубы.
Другой задачей, на решение которой направлено заявляемое изобретение, является разгрузка подшипников, в которых вращаются консольные штанги с раскатными роликами, от неравномерных поперечных сил, вызванных изгибом штанг от заданной величины деформации стенки раскатываемой трубы.
Технический результат, получаемый при осуществлении настоящего изобретения, заключается в том, что на концах штанг практически не возникает изгибающий момент от сил сварочного давления, возникающих от вдавливания роликов в стенку внутренней трубы, а в подшипниках не возникают неравномерные поперечные силы, которые могут приводить к заклиниванию подшипников скольжения.
Указанный технический результат достигается тем, что в роликовом раскатнике для создания сварочного давления при диффузионной сварке труб внахлестку, содержащем корпус и раскатные рлики, равномерно установленные по окружности относительно оси вращения корпуса;
- раскатник снабжен тремя штангами, на свободных концах которых закреплены раскатные ролики, центральной штангой, установленной в корпусе с возможностью вращения, и опорным роликом, закрепленным на конце центральной штанги с возможностью контакта с каждой штангой;
- на штангах в местах контакта с опорным роликом выполнены контактные буртики;
- опорный ролик и контактные буртики выполнены из материала с твердостью не менее 40 единиц по Роквеллу.
Сущность изобретения поясняется чертежами, где на фиг.1 представлен продольный разрез раскатника, на котором условно показаны только две штанги, между которыми в контакте с ними установлен опорный ролик, закрепленный на конце центральной консольной штанги;
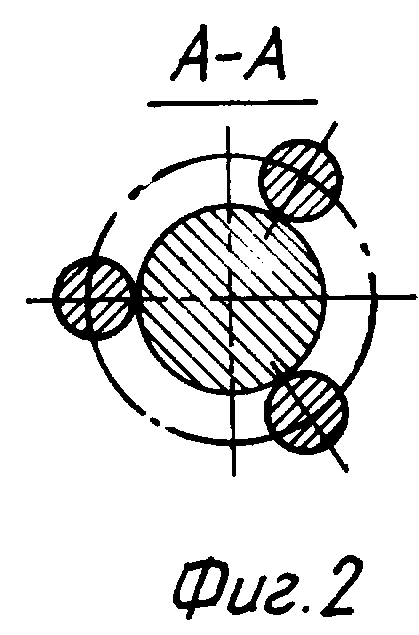
на фиг.2 представлено сечение по А-А, на котором показаны в сечении опорный ролик и три контактных буртика на штангах. Трехроликовый раскатник для создания сварочного давления при диффузионной сварке труб внахлестку выполнен в виде приводного вала 1, на конце которого выполнен корпус 2, в котором установлены с возможностью вращения три консольные штанги 3 с раскатными роликами 4 на свободных концах; консольные штанги 3 установлены в корпусе 2 на подшипниках 7; по оси приводного вала 1 в корпусе 2 установлена с возможностью вращения центральная штанга 6, на конце которой установлен опорный ролик 5, на который в процессе раскатки опираются контактные буртики 8, выполненные на концах штанг 3, с раскатными роликами 4.
Контактные буртики 8 и опорный ролик 5 установлены вплотную к раскатным роликам 4.
Это исключает возможный прогиб штанг 3 от силового взаимодействия раскатных роликов 4 с раскатываемой в горячем состоянии трубой. Достигается это за счет того, что все три штанги 3 через контактные буртики 8 опираются на опорный ролик 5, что позволяет раскатывать за один проход трубу с толщиной стенки до 5 мм.
При этом в подшипниках 7 не происходит заклинивания, т.к. ролики 4 не имеют возможности отжиматься к центру, вследствие чего они не изгибают консольные штанги 3, которые, в свою очередь, не создают неравномерной нагрузки на подшипники. Достигается это за счет того, что все силы, возникающие на роликах при деформации стенки трубы в процессе раскатки, замыкаются на опорном ролике, образуя жесткую систему, не подверженную деформации в радиальном направлении.
Трехроликовый раскатник работает следующим образом. Раскатные ролики 4 перед диффузионной сваркой выбирают таких размеров, чтобы описанная вокруг роликов окружность была больше на 1 - 4 мм, чем диаметр внутренней раскатываемой трубы, в зависимости от диаметра и толщины ее стенки.
Перед тем как ввести раскатные ролики раскатника в раскатываемую трубу, приводят во вращение приводной вал 1, на котором жестко закреплен корпус 2, в котором на подшипниках установлены консольные штанги 3.
Раскатные ролики 4 вводят в разогретую до температуры диффузионной сварки трубу со скоростью из расчета 0,1 - 0,3 мм на один оборот приводного вала 1.
При этом ролики 4 начинают вращаться за счет трения о внутреннюю поверхность раскатываемой трубы. Усилия на роликах 4 от раздачи трубы замыкаются на опорном ролике 5 через контактные буртики 8, выполненные на консольных штангах 3 вблизи раскатных роликов 4.
Пример конкретного выполнения
Был изготовлен экспериментальный образец раскатника, предназначенный для диффузионной сварки в вакууме труб внахлестку в диапазоне от 70 до 90 мм. Перекрытие диапазона достигалось за счет изменения диаметров сменных раскатных роликов.
Сваривались трубы длиной по 200 мм с толщиной стенок 3,5 мм из нержавеющей стали марки 06Х18Н10Т и циркониевого сплава с 2,5% ниобия.
Труба из циркониевого сплава с внутренним диаметром 75 мм помещалась вовнутрь нержавеющей трубы на глубину 100 мм. Диаметр описанной окружности вокруг раскатных роликов составил 77 мм.
Собранные трубы нагревались до 900oC и помещались в специальный бандаж, в котором проводили раскатку внутренней трубы из циркониевого сплва.
Скорость вращения вала раскатника составила 300 об/мин.
Раскатные ролики перемещались вдоль нахлестки со скоростью 0,15 мм на один оборот раскатника. Свариваемые трубы закреплялись для предотвращения их проворота вокруг оси. Время раскатки и сварки составило около двух минут, после чего сваренные трубы остывали в вакууме еще 30 минут.
| название | год | авторы | номер документа |
|---|---|---|---|
| РОЛИКОВЫЙ РАСКАТНИК ДЛЯ СОЗДАНИЯ СВАРОЧНОГО ДАВЛЕНИЯ ПРИ ДИФФУЗИОННОЙ СВАРКЕ ТРУБ | 2000 |
|
RU2169651C1 |
| РОЛИКОВЫЙ РАСКАТНИК ДЛЯ ДИФФУЗИОННОЙ СВАРКИ РАЗНОРОДНЫХ ТРУБ БОЛЬШОГО ДИАМЕТРА | 2001 |
|
RU2182062C1 |
| УСТАНОВКА ДЛЯ ДИФФУЗИОННОЙ СВАРКИ ВНАХЛЕСТКУ ТРУБЧАТЫХ ПЕРЕХОДНИКОВ | 2001 |
|
RU2184020C1 |
| ОДНОПОСТОВАЯ УСТАНОВКА ДЛЯ ДИФФУЗИОННОЙ СВАРКИ В ВАКУУМЕ КОРОТКИХ ТРУБ ВНАХЛЕСТКУ | 2001 |
|
RU2183541C1 |
| СПОСОБ ДИФФУЗИОННОЙ СВАРКИ ТРУБ ВНАХЛЕСТКУ | 1999 |
|
RU2164198C1 |
| РОЛИКОВЫЙ РАСКАТНИК ДЛЯ СОЗДАНИЯ СВАРОЧНОГО ДАВЛЕНИЯ ПРИ ДИФФУЗИОННОЙ СВАРКЕ ТРУБ ВНАХЛЕСТКУ | 1999 |
|
RU2164197C1 |
| ОДНОРОЛИКОВЫЙ РАСКАТНИК ДЛЯ ДИФФУЗИОННОЙ СВАРКИ ТРУБ | 2005 |
|
RU2294270C1 |
| ПОЛУАВТОМАТИЧЕСКАЯ УСТАНОВКА ДЛЯ ДИФФУЗИОННОЙ СВАРКИ ТРУБЧАТЫХ ЗАГОТОВОК | 2001 |
|
RU2188107C1 |
| УСТАНОВКА ДЛЯ ИЗГОТОВЛЕНИЯ ТРУБЧАТЫХ ПЕРЕХОДНИКОВ ЦИРКОНИЙ-СТАЛЬ | 2004 |
|
RU2268125C1 |
| ПЕРЕХОДНИК ДЛЯ СВАРКИ ТРУБ ИЗ АЛЮМИНИЕВЫХ СПЛАВОВ С ТРУБАМИ ИЗ НЕРЖАВЕЮЩЕЙ СТАЛИ | 2002 |
|
RU2197366C1 |
Изобретение относится к области сварки труб, в частности к диффузионной сварке в вакууме труб из разнородных материалов внахлестку. На свободных концах трех штанг 3 раскатника установлены раскатные ролики 4. Центральная штанга 6 установлена в корпусе 2 с возможностью вращения. Опорный ролик 5 закреплен на конце центральной штанги 6 с возможностью контакта с каждой штангой. Контактные буртики 8 выполнены на штангах в местах контакта с опорным роликом 5, изготовленным как и контактные буртики, из материала с твердостью не менее 40 единиц по Роквеллу. Такое выполнение раскатника позволяет гарантировать сохранение заданной величины раздачи раскатываемой трубы независимо от величины возникающих усилий, а также устранить опасность заклинивания штанг в подшипниках. 2 з.п.ф-лы, 2 ил.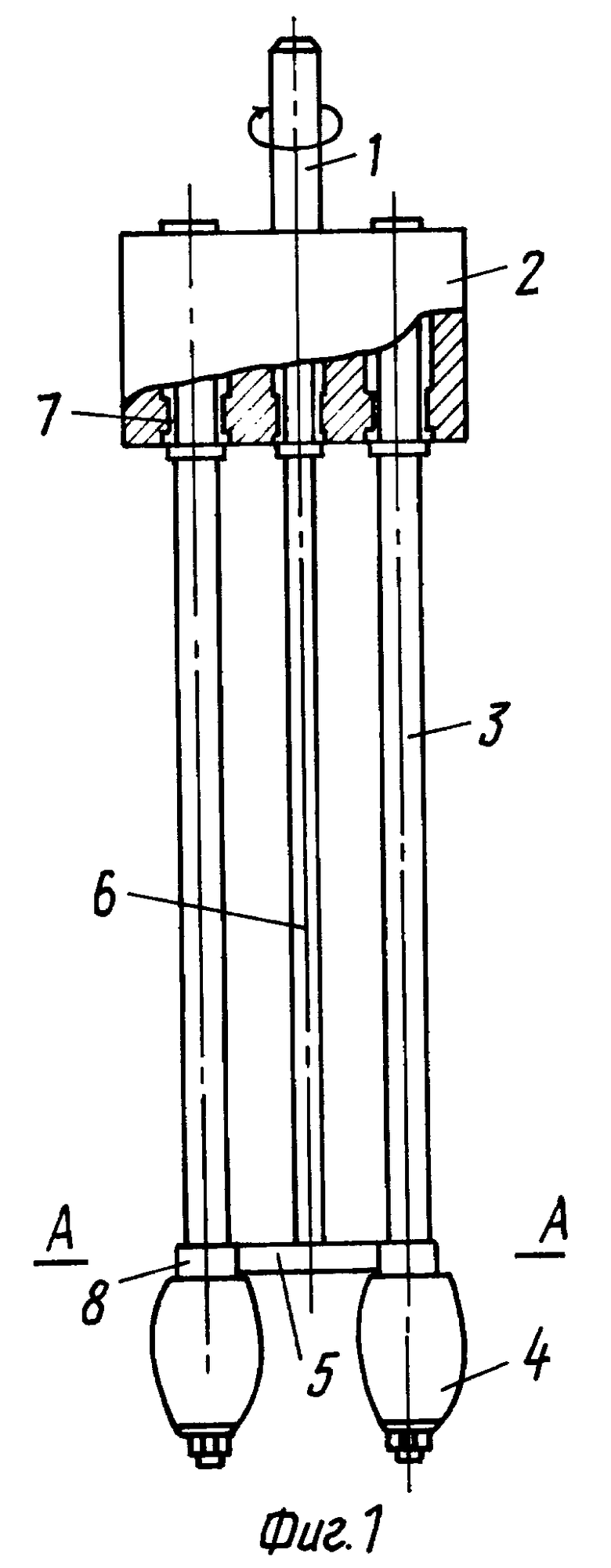
| Способ диффузионной сварки металлических труб | 1977 |
|
SU677851A1 |
| Способ диффузионной сварки | 1984 |
|
SU1274884A1 |
| Способ диффузной сварки | 1989 |
|
SU1593847A1 |
| Заготовка для изготовления биметаллических труб | 1989 |
|
SU1639918A1 |
| RU 95109814 A1, 10.04.1997 | |||
| RU 95109815 A1, 10.04.1997 | |||
| УСТРОЙСТВО ДЛЯ ОЧИСТКИ СТРЕЛКИ | 2004 |
|
RU2265100C1 |
| US 4566625, 28.01.1986. | |||

